セラミック・フォーム・フィルター (リン酸塩結合高純度アルミナを利用したCFF(Continuous Alumin Factor)は、アルミニウム鋳造作業における非金属介在物を除去するための唯一で最も効果的な方法です。適切なアルミナCFFを導入することで、スクラップ率を平均15%から40%削減し、同時に最終合金の機械的特性を大幅に改善することができます。1100℃までの温度で操業するアルミニウム鋳造工場にとって、最適な濾過戦略には、必要な流量と最終部品の重要性に直接基づいて、特定のポアパーインチ(PPI)密度(通常10~60PPI)を選択することが含まれます。MWalloys社は、正確なフィルターサイジングと正しいガスケット配置がメタルバイパスを防ぎ、酸化物、ドロス、フラックス残渣が機械的にブロックされ、フィルターの蛇行した経路構造内に物理的に捕捉されることを確認しています。
素材の選択
適切なフィルター材質を選択することは、熱安定性と化学的適合性にとって非常に重要です。当社のCFF製品群は、すべての主要な鋳造プロセスに対応しています。.
| 技術パラメーター | アルミナ (Al2O3) | 炭化ケイ素(SiC) | ジルコニア(ZrO2) |
| 主な用途 | アルミニウム アルミニウム合金 | 鋳鉄, 銅、ブロンズ、真鍮 | 炭素鋼, ステンレス, コバルト |
| 主な化学成分 | Al2O3≧80% | SiC≧72% | ZrO2≧92% |
| 最高使用温度 | ≤ 1200°C | ≤ 1500°C | ≤ 1700°C |
| 孔密度(PPI) | 10 - 60 PPI | 10 - 50 PPI | 10 - 30 PPI |
| 気孔率(%) | 80% - 90% | 80% - 90% | 75% - 85% |
| かさ密度g/cm³) | 0.40 - 0.55 | 0.40 - 0.60 | 0.80 - 1.10 |
| 冷間圧縮強さ | ≥ 0.8MPa 以上 | ≥ 1.0 MPa | ≥ MPa |
| 耐熱衝撃性 | ≥ 5 回1100°C 水へ) | ≥ 5 回1200°C 水へ) | ≥ 3 回1560°C 対空) |
| カラー | ピュア・ホワイト | グレー/ブラック | 黄色がかった白 |
| スタンダード・シェイプ | 正方形、円形、長方形 | 正方形、円形、長方形 | 正方形、円形、特別注文 |
私たちの製造工程では、すべての製造工程を保証しています。 ジルコニアセラミックフォームフィルター は溶鋼の極度の熱衝撃に耐えることができる。 アルミナフィルター は、高級アルミ箔に求められる超クリーンな濾過を提供する。.
溶融アルミニウムにおけるろ過の物理学
ろ過は単なるふるい分けプロセスではない。物理的なブロックと深層ろ過メカニズムの複雑な相互作用です。これらの物理を理解することで、鋳造エンジニアは基本的なエラー修正を超え、プロセスの完璧を目指すことができます。
機械ふるいとケーキろ過の比較
ほとんどのオペレーターが認識している主なメカニズムは、機械的ふるい分けです。これは、溶融アルミニウムの流れに含まれる固体粒子が、セラミックフォームフィルターの表面にある孔よりも大きい場合に発生します。このような大きな介在物は、取水面上に残ります。時間の経過とともに、これらの捕捉された粒子は "フィルターケーキ "を形成する。
このケーキ自体が二次フィルターになる。このケーキはセラミックフィルター基材よりも微細な透過性を持つ。これにより濾過効率は向上しますが、流量抵抗は指数関数的に増加します。MWalloys社のエンジニアは「目詰まり点」(ケーキが 充填不良を起こすほど流れを制限する瞬間)を計算するこ とを重視しています。
深層ろ過と表面接着
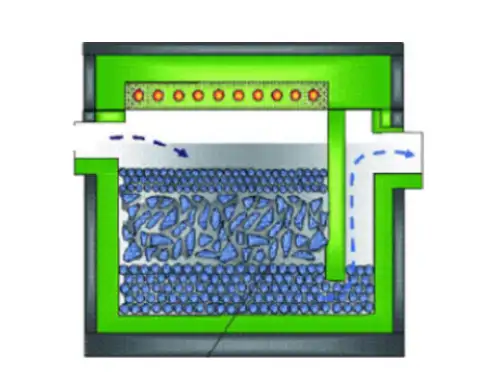
高品質のMWalloysセラミックフォームフィルターの真価はディープベッド濾過にあります。このメカニズムはフィルターの孔より小さな粒子を処理します。溶融アルミニウムが複雑な網目状のセラミックフォームを通過する際、流路は蛇行します。溶融金属は急速かつ頻繁に方向を変えなければならない。
密度の違いにより、微細な介在物は液体金属ほど素早く方向を変えません。それらはセラミック支柱に衝撃を与えます。高品質のアルミナフィルターは、接着を促進する特定の表面化学的性質を持っています。一旦介在物が支柱に衝突すると、ファンデルワールス力または化学的焼結がそれを所定の位置に保持する。これにより、30 PPIフィルターは、その孔径よりかなり小さい介在物をうまく捕捉することができる。
素材構成:アルミナが頂点に君臨する理由
アルミ鋳造の分野では、フィルターの材料組成が性能を左右する。炭化ケイ素(SiC)とジルコニアは存在するが、それぞれ化学的および熱的に鉄と鋼に適している。
リン酸結合アルミナの化学
アルミニウム合金では、アルミナ(Al2O3)が標準です。MWalloys社は特殊なリン酸塩結合高アルミナ組成を使用しています。この材料の選択には特有の利点があります:
-
化学的不活性: アルミニウムは反応性が高い。フィルター材料は、溶融物と反応して新たな介在物を生成してはなりません。アルミナは、アルミニウム加工で一般的な還元性雰囲気でも安定した状態を保ちます。
-
耐熱衝撃性: フィルターは、常温(または予熱)からおよそ700℃~800℃まで、数秒で急激な温度上昇を受けます。当社独自のアルミナ配合の低熱膨張係数は、この衝撃によるクラックの発生を防ぎます。
-
コスト効率: ジルコニアと比較して、アルミナは1100℃以下の融点の金属に対して優れたコストパフォーマンスを提供します。
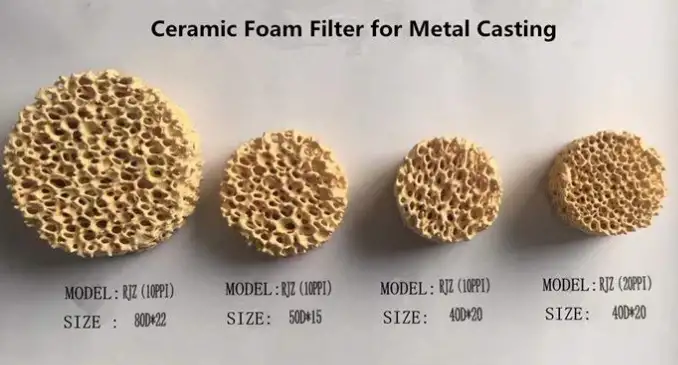
PPIの解読:正しい孔密度の選択
PPIとは、Pores Per Inch(1インチあたりの孔数)の略。フィルターの目の粗さや細かさを定義する指標です。間違ったPPIを選択することは、鋳物工場監査で最も頻繁に確認されるエラーです。
PPIと流量の相関
PPIと流量には逆相関がある。PPIが高いほど細孔は多いが開口部は小さく、結果として流れに対する抵抗が大きくなる。
-
10-20 PPI: 粗いフィルターです。充填速度が重要で、微細な介在物の除去が二の次となり、ドロスの浸入を防ぐ、大量連続鋳造作業や大型砂型鋳物に使用されます。
-
30-40 PPI: 重力ダイカストと高品質砂型鋳造の業界標準。流量と濾過効率のバランスの取れたトレードオフを提供します。
-
50-60PPI: 航空宇宙、航空、薄肉自動車用途に留保。流量制限は大きいが、金属の清浄度は優れている。
アプリケーション別の選択戦略
鋳物工場の管理者は、鋳物の形状を分析しなければならない。薄肉の鋳物では、コールドシャットを防ぐために、充填時間を短縮する必要があります。高PPIフィルターでは流れが制限されすぎ、欠陥が発生する可能性があります。逆に、厚いブロック(エンジンヘッドのような)は凝固が遅いため、高PPIフィルターを使用して最大限の純度を確保することができます。
で測定した孔密度である。 PPI(ポア・パー・インチ), 濾過効率と流量のバランスを決定する。.
-
10 - 20 PPI: 高流量と大きな介在物の除去に使用。重い鋳物や一次製錬に最適。.
-
30 - 40 PPI: 一般的な鋳造作業の業界標準。自動車部品や高品質の商業鋳物に最適。.
-
50 - 60 PPI: 欠陥ゼロが要求される重要な航空宇宙部品や高級箔製造用の超微細濾過。.
技術仕様と性能データ
十分な情報に基づいた技術的決定を行うには、生データを調査する必要があります。下記はMWalloys標準アルミナセラミックフォームフィルターの技術仕様書です。
表1:MWalloysアルミナCFF技術仕様
| パラメータ | 仕様値 | 注 |
| メイン・コンポーネント | Al2O3(アルミナ) > 85% | 高い耐火性を確保 |
| サービス温度 | ≤ 1100°C | すべてのアルミニウム合金に最適 |
| カラー | ホワイト/ピンク系 | 純度を示す |
| 多孔性 | 80% - 90% | 高い開気孔率 |
| かさ密度 | 0.35 - 0.55 g/cm³ | 軽量構造 |
| 圧縮強度 | > 1.0 MPa | 金属圧力ヘッドに耐える |
| 熱衝撃 | 20℃~950℃(5回) | ひび割れや剥落がない |
このデータは、鋳造の厳しい条件下でもフィルターの構造的完全性が損なわれないことを裏付けている。圧縮強度は特に重要です。弱いフィルターは溶融金属の重みで崩壊し、鋳物に壊滅的なセラミック介在物をもたらす可能性があります。
フィルター配置とゲートシステムの最適化
フィルターというものは、その設置によって初めて効果を発揮する。溶けたアルミニウムがフィルターを通り抜けてしまうのではなく、フィルターの周囲を流れてしまうようでは、すべての工程が無駄になってしまいます。
拡張ガスケットの必要性
バイパスは濾過の敵です。MWalloysのフィルターにはエキスパンディングガスケットが装備されています。これは通常、熱を加えると膨張する繊維素材でできています。
溶けた金属がフィルターに当たると、その熱でガスケットがプリント(金型の座面)に対して膨らむ。これによって密閉性が生まれる。これがないと、金属は最も抵抗の少ない経路をたどることになり、多くの場合、フィルターと金型壁の間の隙間となる。
ゲート比の調整
フィルターを挿入すると、金型の流体力学が変化する。圧力損失が生じる。ゲートシステム(スプルー、ランナー、ゲート)の再設計が必要になることが多い。
エンジニアは、フィルターの直後にランナー断面積の拡大を適用する必要がある。これにより、フィルターから出る金属が乱流の原因となるジェットやスプレーを起こさないようにする。乱流は流れに空気を混入させ、酸化物のバイフィルムを作る。フィルター後の領域は、金型キャビティに入る前に流れを安定させる必要がある。
流量容量の計算
特定のフィルターサイズが、目詰まりを起こす前に処理できる金属量を理解することは、サイズ決定に不可欠である。フィルターに過負荷をかけると、詰まりやショートパウダーにつながります。
表2:アルミニウムろ過の流量ガイドライン
| フィルター寸法(mm) | 推奨PPI | 最大流量 ( kg/秒 ) | 総容量(kg アルミニウム) |
| 40 x 40 x 15 | 20 | 0.5 | 10 - 15 |
| 50 x 50 x 22 | 20 | 1.0 | 25 - 35 |
| 75 x 75 x 22 | 10 | 2.5 | 60 - 80 |
| 75 x 75 x 22 | 30 | 1.8 | 40 - 60 |
| 100 x 100 x 22 | 20 | 4.0 | 100 - 150 |
| 150 x 150 x 22 | 10 | 8.0 | 250 - 350 |
注:再生アルミニウムを濾過する場合、包含負荷が高くなるため、容量は約20~30%減少する。
ケーススタディオハイオ州の品質改善
日付 2023年4月
場所 米国オハイオ州クリーブランド
クライアント・プロフィール ティア1自動車サプライヤー(シリンダーヘッド)
挑戦:
この鋳物工場では、V6シリンダーヘッドのラインで18%の不合格率が発生していた。主な欠陥は「ハードスポット」であり、機械加工段階で明らかになったコランダムと酸化膜のクラスターである。これらの介在物はCNC工具を破損し、ダウンタイムの原因となり、顧客との関係を損なっていました。
調査
MWalloysの技術チームが現地監査を行った。鋳物工場では10 PPIのグラスファイバーメッシュフィルターを使用していました。安価ではありましたが、このメッシュは大きなドロスしか捕捉できませんでした。乱流の注湯工程で発生する微細な酸化物を止めることができなかった。さらに、メッシュは時折溶けたり変形したりして、捕捉した介在物を流れに戻していました。
解決策
MWalloys 50x50x22mm に移行した。 30 PPIセラミック・フォーム・フィルター.
-
PPIのアップグレード メッシュから30 PPIフォームに移行することで、深層ろ過の表面積が増加した。
-
プリントの修正: セラミックフィルターの厚さが22mmと薄いメッシュに比べて厚いため、金型のパターンを若干変更した。
-
プロセス調整: セラミックフィルターの熱質量を補うため、注湯温度を15℃上げた。
結果
実施から2週間以内:
-
スクラップ率は18%から4%に低下した。
-
200%により、工作機械での工具寿命が延びた。
-
スクラップの減少による全体的なコスト削減は、ガラス繊維メッシュに比べて高いセラミックフィルターの単価をはるかに上回った。

生産基準:MWalloysの違い
すべてのセラミックフォームが同じように作られるわけではありません。気孔構造の一貫性が最も重要です。
ポリウレタン・フォーム前駆体法
私たちの製造工程は、網目状のポリウレタン・フォームから始まる。このフォームが骨格となる。
-
セレクション: 正確なPPIを保証するため、正確なセルサイジングのフォームを調達しています。
-
スラリーの塗布: フォームには、当社独自のアルミナ-リン酸塩スラリーが含浸されている。
-
圧縮: フォームを圧縮して余分なスラリーを排出し、ストラットが厚すぎたり(流れを妨げる)、薄すぎたり(弱さの原因となる)しないようにする。
-
焼結: コーティングされた発泡体は焼成される。ポリウレタンは完全に燃え尽き、発泡体の構造を完全に再現したセラミックネガが残る。
厳格な品質管理では、密度の一貫性を確保するためにフィルターの重量を量る。フィルターが重いと気孔が詰まり、軽いと支柱が弱い。MWalloys社は業界標準を超える厳しい許容範囲を維持しています。
一般的な鋳造欠陥のトラブルシューティング
フィルターがあっても、他の変数が制御されていないと問題が生じることがある。ここでは、濾過に関する問題の診断方法を説明します。
表3:欠陥診断とろ過ソリューション
| 欠陥症状 | 正当な理由 | ろ過ソリューション |
| フィルター破損 | 熱衝撃または過度の金属ヘッドの高さ | フィルターを予熱する; 注入高さを低くする; 高強度MWalloysアルミナに切り替える。 |
| ショートプール(ミスラン) | 流量制限が高すぎる | 低いPPIに変更する(例えば30から20);フィルター面積を大きくする;金属温度を上げる。 |
| フィルター後のインクルージョン | フィルター・バイパス | ガスケットの装着を確認する。金型印刷の寸法が正確であることを確認する。配置前にフィルターに損傷がないか検査する。 |
| 乱気流/空気の巻き込み | 高速出口 | ランナーシステムを再設計し、フィル ターの後に拡張する。 |
経済分析:コスト対価値
調達部門はしばしば消耗品の単価に注目する。しかし、「鋳造単価」だけが重要な指標である。
ガラス繊維のメッシュは$0.20、セラミックフォームのフィルターは$0.80。鋳物が$50.00で販売されている場合:
-
フィルターで$0.60を節約しても、鋳物がスクラップになっては意味がない。
-
廃棄される鋳物1個で、62個のセラミック・フィルターが買える。
鋳物工場が1日1,000個の部品を生産し、スクラップを1%減らすだけで、高品質MWalloysフィルターへの切り替えのROIは即座に得られます。さらに、欠陥のない部品を顧客に提供するというブランドの評判の価値は計り知れません。
取り扱いと保管のベストプラクティス
セラミックフォームはもろい。取り扱いを誤ると、ホコリや割れた破片が発生し、それ自体が介在物になる。
-
乾燥貯蔵: フィルターは乾燥した環境で保管すること。水分を吸収すると、溶融金属と接触して蒸気爆発を起こすことがある。
-
凍結防止: フィルターに水分が残っていると内部の結合が弱くなるため、凍結を避ける。
-
優しく扱う: オペレーターはフィルターを投げてはならない。パッケージは、角が欠けないように注意深く開封すること。
-
使用前の検査: フィルターはすべて目視で点検してください。金型に入れる前に、圧縮空気でセラミックダストを吹き飛ばしてください。
アルミニウムろ過の未来
業界は、電気自動車(EV)市場に牽引され、より高い純度要件へと移行している。バッテリー・トレイやモーター・ハウジングなどのEV部品には、気孔率ゼロを許容する構造的完全性が要求される。
MWalloysは現在、「機能化」フィルターを開発している。これらの将来的な製品は、物理的にろ過するだけでなく、溶存水素やアルカリ金属のような特定の不純物を化学的に引き寄せる活性コーティングが施される。これは、冶金純度における次のフロンティアを意味する。
よくある質問 (FAQ)
アルミナセラミック発泡フィルター:鋳造純度FAQ
1.MWalloysアルミナフィルターが耐えられる最高温度は?
2.セラミックフォームフィルターは再利用できますか?
3.10、20、30、40 PPIはどのように選べばよいですか?
PPI (Pores Per Inch)の選択:
- 10-20 PPI: 大流量、大型鋳物または汚れの多い合金用。.
- 30 PPI: 高品質アルミニウム鋳造の多用途な業界標準。.
- 40-60 PPI: 重要な航空宇宙部品や薄肉部品用の精密ろ過。.
ミスラン」(金属が金型に充填されない)が発生したら、低いPPIに切り替える。金属が十分にきれいでない場合は、PPIを高くする。.
4.セラミックフィルターを予熱する必要はありますか?
5.フィルターの保存可能期間はどのくらいですか?
6.フィルターが金型に浮いているのはなぜですか?
セラミックフォームは溶けたアルミニウムよりもはるかに軽い。もし フィルターシート(印刷) 金型がゆるすぎると、金属の浮力によってフィルターが浮いてしまいます。パターンの寸法公差を厳しくし、金型設計の中で確実な機械的「クランプ」を使用してください。.
7.これらのフィルターで、融液から水素ガスを除去することができますか?
8.フィルターの「呼び水」とは何ですか?
9.フィルターはアルミニウムの機械的特性に影響しますか?
10.MWalloysはPPIの一貫性をどのように確保していますか?
品質管理が最も重要です。私たちは 自動光学検査 (AOI) 孔径分布を確認し、実施する。 背圧フローテスト をすべての焼成バッチのサンプルで測定しています。これにより、「30 PPI」と表示されたすべてのフィルターが、お客様のプロセスが期待する正確な圧力降下を提供することが保証されます。.
高度なレオロジー流動ダイナミクス
MWalloysフィルターの動作を完全に把握するためには、溶融アルミニウムのレオロジーを調べる必要がある。アルミニウムは空気に触れると、ほとんど瞬時に薄い酸化皮膜を作る。乱流が発生すると、この表皮が折り重なって "バイフィルム "を形成する。
セラミック・フォーム・フィルターは、層流矯正機として機能する。金属が混沌としたスプルーから出てフィルターに入ると、セル構造が流れを強制的に分離・再結合させます。この作用が流速を殺し、流れを滑らかにする。フィルターの背面から出る金属は層流(平滑)です。層流はランナーシステム内での新たな酸化物の形成を防ぎます。従って、フィルターは2つの仕事をします:古い酸化物を炉から除去し、金型内で新しい酸化物が生成されるのを防ぎます。
押し出しストレーナーとの比較
一部の鋳物工場では、押出成形セラミック製ストレーナー(ハニカム型)を使用しています。頑丈な反面、溝は直線的です。
-
ハニカム: 金属はまっすぐ貫通する。介在物は穴より小さければ通過できる。
-
フォーム(MWalloys): 金属はねじれ、回転しなければならない。小さな介在物も壁にぶつかる。
重要な用途では、理論的な開口面積が同じであっても、押出成形ストレーナーに比べ、発泡体は優れたろ過効率を発揮します。
環境への影響と持続可能性
現代の鋳物工場は、持続可能であることを求められています。スクラップの削減は、鋳物工場の二酸化炭素排出量を削減する最も効果的な方法です。鋳物のスクラップは、エネルギーの無駄(溶解)、砂の無駄、労働力の無駄を意味します。
MWalloysによる高効率濾過を導入することで、鋳物工場は使用可能な鋳物1トンあたりのエネルギー消費量を削減することができます。さらに、MWalloysの製造施設は厳格な環境プロトコルを遵守しており、フィルターの製造自体が環境に与える影響を最小限に抑えています。
結論MWalloysのコミットメント
アルミ鋳造の競争において、ミスは許されません。MWalloys社のセラミックフォームフィルターは、世界クラスの鋳物を製造するために必要な信頼性、一貫性、技術的優位性を提供します。リン酸塩結合アルミナの正確な化学的性質から厳格な品質保証プロトコルに至るまで、当社は最も困難な濾過の課題を解決することに専念しています。
適切な濾過技術への投資は費用ではありません。介在物の排除、スクラップの削減、表面仕上げの向上により、MWalloysは鋳物工場に卓越した製品を提供する力を与えます。
