ASTM A350 (A350/A350M)は、ASTM/ASMEによる炭素および低合金鋼の規格です。 鍛造品 低温用フランジ、継手、バルブ鍛造品に最も一般的に使用されている。 LF2クラス1)。A350規格の部品は、保証された低温衝撃靭性、指定された熱処理/納入条件、管理された化学的限界について規定されています。これらの要件と試験マトリックスは、A350規格に定義されています。
範囲と使用目的
ASTM A350/A350Mは、特に以下のために書かれたものである。 鍛造品およびリングロール鍛造品 低温サービス用のノッチ靭性を実証する必要がある配管部品として使用される。その意図は、原材料(鍛造品)が圧力配管システムの設計温度と機械的負荷に適した一貫した溶融方法、化学的性質、機械的/衝撃特性を持つことを保証することである。この規格は、ASMEの配管・フランジ規格や、バルブ・継手メーカーの注文仕様書で一般的に参照されています。
ASMEとの関係 / 指定の注意事項
実際には、以下のように参照されます。 ASTM A350またはASME SA350 (ASMEの呼称は、圧力配管規格で使用されるASTMの仕様と同じです。)ASMEは圧力機器に使用される材料に対応するSA規格を発行しています。ASTMは圧力機器に使用される材料のSA指定を発行しています。調達と規格適合のため、多くの購入者はこの両方を記載しています(例:"ASTM A350 / ASME SA350, Grade LF2, Class 1")。
成績とクラス
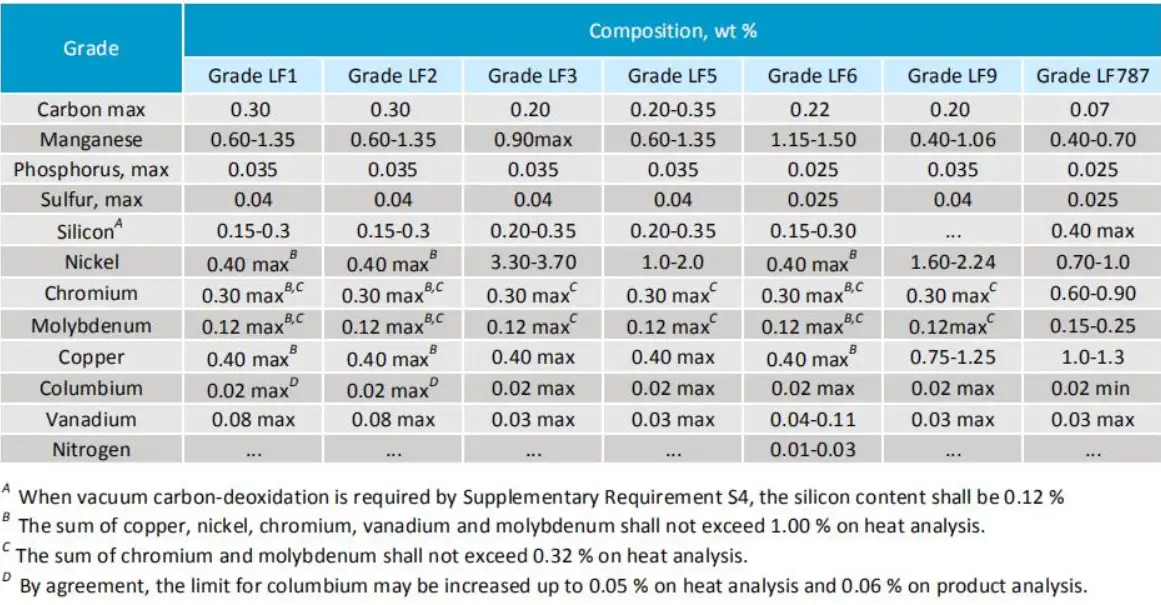
A350は複数をカバーする 成績 (LF1、LF2、LF3、LF5、LF6、LF9、LF787など)。 クラス は、試験/熱処理要件(クラス1、クラス2など)により異なる。産業界で最も一般的に指定されているグレードは
-
LF2(クラス1) - 低温用炭素鋼鍛造の主流鋼種で、一般的な低温サービス要件まで良好な靭性が要求されるフランジ、継手、バルブに使用されます。LF2は頻繁に焼ならしまたは焼ならし+焼戻しされた状態で納入され、炭素、Mn、Siおよび微量合金含有量の上限が規定されています。
その他の等級(LF1、LF3、LF5、LF6、LF9、LF787)は、異なる化学的・機械的カテゴリー(例:異なる合金化、真空脱酸要件、低合金変種)をカバーするために存在します。具体的な試験、許容される熱処理、衝撃試験温度は、等級や製品厚さによって異なる場合があります。注文書で等級/クラスを必ず確認し、必要な等級の標準条項を確認してください。
化学組成 - 限度値および炭素当量
以下は、簡潔で実用的な化学表である。 ASTM A350 LF2(典型的な限界値) 規格および一般的な工場データから抜粋(設計/調達の参考資料として使用。)特に断りのない限り、値は最大値である。
| エレメント | 標準リミット(%) - LF2(例) |
|---|---|
| C(炭素) | ≤ 0.30 |
| Si(シリコン) | 0.15~0.30(最大0.30の場合が多い) |
| Mn(マンガン) | 0.60 - 1.35 |
| P(リン) | ≤ 0.035 |
| S(硫黄) | ≤ 0.040 |
| Cu(銅) | ≤ 0.40 |
| Ni(ニッケル) | ≤ 0.40 |
| Cr(クロム) | ≤ 0.30 |
| Mo(モリブデン) | ≤ 0.12 |
| V(バナジウム) | ≤ 0.08 |
| Nb(ニオブ) | ≤ 0.02(合意による場合もある) |
| SUM (Cu+Ni+Cr+Mo+V) | ≤ 1.00(典型的な制約) |
炭素当量(CE) が制限される(標準ガイダンスで使用される典型的なCE式):
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 - 。 最大CE 約0.47 (板厚に依存。)このような化学的制約とCE制限は、溶接性と低温靭性を確保するために存在し、仕様書に明示されている。
注:多くのメーカーは、LF2のデータシートで非常に類似した化学組成を公表している。正確な最大値および特別なケースの許容値(例えば、合意によるNbの増加)は、注文書で解決されなければならない。
機械的特性と靭性試験
ASTM A350では、最小限の機械的性質(降伏および引張)と ノッチタフネス (通常シャルピーVノッチ)、グレード、クラス、製品厚さによって異なる。LF2の代表的な機械的範囲(参考値):
-
降伏強度(Rp0.2): ~最低240~255MPa(≒35ksi)、熱処理とクラスによる
-
引張強さ(UTS): の範囲にあることが多い。 ≈ 480~655 MPa (クラスと熱処理によって異なるが、≒70-95ksi)。
-
衝撃試験(シャルピーVノッチ): 所定の温度(例えば、-18℃または-46℃;多くのLF2クラス1鍛造品は、購入者により-46℃または-45℃での衝撃試験を必要とする)で試験された指定の最小KV値。
これらの値は、等級、クラス、厚さによって異なる。この規格では、製品の厚さ、等級/クラス、要求されるシャルピー試験温度とエネルギー値を組み合わせた詳細な表を提供しています。仕様書を作成する際やMTCを検討する際には、必ずASTM A350の管理版にある条項表を参照してください。
熱処理と納入条件
A350で認められている一般的な納入条件は以下の通り:
-
正規化(N) - 結晶粒組織を安定させ、低温靭性を実現するために、LF2鍛造品によく使用される。
-
ノーマライズ&テンパリング(NT) - 場合によっては、機械的特性を調整するために使用される。
-
焼入れ・焼戻し (Q+T) - 一部の低合金鋼種用(指定がない限り、通常のLF2カーボンバリアントではない)。
-
鍛造 またはその他の条件が合意により許可される場合もあるが、購入者は要求される靭性が達成されていることを確認しなければならない。
規格はまた、溶融方法(平炉、塩基性酸素、電気炉、真空誘導溶融)を特定し、ケイ素と介在物の含有量を管理するために、特定の鋼種について真空炭素脱酸を呼びかけている。熱処理サイクル(温度と冷却媒体)については、規格と工場の実践シートでカバーされている。
代表的な用途と産業
ASTM A350鍛造品は、以下のような場合に使用されます。 低温衝撃靭性 が不可欠である。代表的な用途は以下の通り:
-
フランジ、鍛造継手、バルブボディ 天然ガス・原油 低温でのトランスミッション。
-
極低温または亜常温配管システム(適切な試験温度に指定されている場合)。
-
石油、石油化学、プロセス産業では、フランジ接続部やバルブボディに、靭性が確認された鍛造形状が求められます。
同等品と "同等 "クレームへの注意
世界的に直接「ドロップイン」に相当するものはない。 ニアイコール は、化学的性質と要求される試験によっ て異なる。規格を比較する文書では、LF2とEN/DINの一握りの等級を用途別に対応させていますが、これらの対応付けは概算であり、必要な衝撃温度、板厚、溶接条件について検証する必要があります。エンジニアリング相互参照表に記載されている代表的な比較:
-
LF2 ≈ EN 圧力容器用低温度鋼の一部 (例 P355NL1 / P355NL2 またはP355(低温サービス用)) - を使用する。 しかし 微細構造、シャルピー試験要求事項、溶接制限事項が異なるため、検証する必要がある。
重要なガイダンス (1)化学的性質/CE、(2)指定された厚みに対する機械的性質と靭性試験温度、(3)製造ルート(鍛造対圧延対鋳造)の3つの軸をすべて確認せずに「同等品」を指定してはならない。疑問がある場合は、実際のA350規格に合わせて購入すること(または、A350の全条項を参照したメーカー証明書を要求すること)。
検査、試験、工場事務処理
規格と調達を明確にするために、バイヤーがA350鍛造品に要求する典型的な文書と試験には以下が含まれる:
-
工場試験証明書(MTC)熱数、製品分析、熱分析、熱処理記録。
-
シャルピーVノッチ衝撃試験結果サンプルの向き、温度、エネルギー値は規格に準拠。
-
引張/硬さ試験規格または購入者が要求する場合。
-
熱と製品の化学分析制限の確認と炭素換算の計算
-
非破壊検査 (NDE)購入者または規格によって要求される場合、X線検査またはUT(A350自体は、X線検査を義務付けるよりも、鍛造の化学的性質と靭性に重点を置いている)。
-
トレーサビリティと偽造記録溶融プラクティス(EAF/BOF/VIM)と成形記録。
製作と溶接に関する注意事項
-
溶接性: LF2は低炭素低合金鋼で、適切な溶接性を保つた めにCE制限がある。予熱/溶接後熱処理およびPWHTは、溶接手順お よびCE/溶接性評価に従う必要がある。
-
機械加工性: 工具の選択と送りは、鋼種と熱処理を反映する必要がある。
-
熱サイクル: 製造時の局部的な過度の過熱を避ける - 不適切な局部的な熱暴露によって靭性が劣化する可能性がある。
-
コーティングと腐食保護: A350は耐食合金ではないので、腐食性のサービスにはコーティング(エポキシ、亜鉛、亜鉛メッキ)を選択するか、材料をアップグレードする。
購入者のための選考チェックリスト
発注書や図面ノートを作成する際に指定する:
-
完全な素材指定: 「ASTM A350/A350M - グレードLF2、クラス1、ノーマライズド」(または必要なグレード/クラス/納期)。
-
シャルピー試験温度と最小エネルギー(厚さあたり)。
-
必要な溶解方法 (例えば、必要であれば真空一回脱酸対VIM)。
-
熱処理記録要件とMTCデータフィールド。
-
追加のNDEまたは寸法公差、フランジ面の仕上げ、圧力クラス。
-
保証とトレーサビリティの必要性 (例えば、MTCにトレーサブルな工場熱)。

実用テーブル
表 A - 一般的な成績の概要(略)
| グレード | 代表的な使用例 | 低温での挙動 |
|---|---|---|
| LF2 | フランジ、バルブボディ - 最も一般的 | 常温以下での優れた衝撃靭性(クラス/試験温度による) |
| LF1、LF3、LF5、LF6、LF9、LF787 | 特定の化学物質/低合金要件に対応するバリエーション | グレードによって異なる。 |
表 B - 機械の例(あくまで参考値であり、最終的な値は A350 の条項および PO による。)
| プロパティ | LF2の目安(代表値) |
|---|---|
| 収量(Rp0.2) | ≥ 240 MPa |
| 引張(UTS) | ≈ 480~655 MPa |
| シャルピー試験温度 | -18°C、-29°C、-46°C(条項ごと/購入ごと) |
(これらの数値は、規格の管理条項および製品厚さ表で確認する必要がある)。
よくあるご質問
1) ASTM A350 LF2とA105の主な違いは何ですか?
A105 は、常温/高温配管用の一般炭素鋼鍛造用鋼種で、A350 LF2 は、常温/高温配管用鋼種です。 低温靭性 (サブアンビエントサービス)で、より低い温度でのシャルピー衝撃検証が必要です。極低温または低温サービスでは、常にA350 LF2と適切な試験温度を選択します。
2) LF2をP355NL1のようなEN鋼で代用できますか?
技術的な検討を要する。EN等級の中には、用途が類似してい るものもあるが、"同等品 "と認める前に、化学的 性質、指定シャルピー温度、板厚を超えた要求 試験を確認する必要がある。文書化された同等性評価なしに互換性を決めつけないこと。
3) 要求すべきシャルピー温度は?
シャルピーVノッチ試験温度は、予想される最 低使用温度に工学的マージンを加えた温度 を要求する。LF2鍛造品の一般的な購入温度は、設計により-18℃~-46℃です。
4) LF2は溶接可能か?
はい - LF2は、合理的な溶接性を実現するCE限 度で設計されているが、適切な予熱と溶接 規準に従った施工が必要である。CEが高い場合や合金添加の場合は、特別な管理が必要になる場合があります。
5) LF2はどのように供給されますか(熱処理)?
一般的 ノーマライズド または 焼入れ・焼戻し焼入れ/焼戻しは、より高い強度が要求される低合金品種に使用される。注文時に希望する条件を明記し、その納入条件で衝撃要件が満たされていることを確認する。
6) すべての鍛造品にミルシャルピー試験が必要ですか?
多くの購入者は、トレーサブルな靭性デー タを確保するために、各ヒートと製品ロットの シャルピー結果を要求する。契約書に受入基準を明記する。
7) サプライヤーはどのような文書を提供すべきか?
最低限:熱と製品分析、シャルピー試験報告書(ノッチの方向、サンプリングの詳細と温度)、熱処理記録とMTC。追加NDEまたは認証言語は、購入者によって要求される場合があります。
8) LF2鍛造品は極低温LNGサービスに適しているか?
極低温(例えば、-162℃のLNG)では、通常、特殊な極低温鋼と検証された手順が必要です。
9) 「クラス1」とはどういう意味ですか?
クラス1は、通常、特定の等級についてA350で要求される製品/試験マトリックスと受入基準を特定するものである。クラス1は、典型的なLF2鍛造品について最も一般的に使用される構成である。等級/クラスごとの正確な定義については、規格表を参照のこと。
10) A350の要件を図面のどこに書けばよいですか?
材料の吹き出しと「材料と熱処理」の注記には、正確な呼称(ASTM A350/A350M - Grade LF2 - Class 1 - Delivery condition)、シャルピー試験温度、必要書類(MTC、シャルピーレポート、NDE)を記載してください。特別なコーティング、PWHT、溶接に関する要求事項があれば記載すること。
実践的な調達文言
材質ASTM A350/A350M - グレードLF2 - クラス1。納入条件:焼ならし。化学組成および製品/熱分析は A350 の X-Y 項に準拠。シャルピーVノッチ試験片は、-46℃でA350に従って最小エネルギー[X J]で試験され、Z条項に従ってサンプリングされる:EN 10204/3.1b(または購入者の要求するフォーマット)、熱番号のトレーサビリティと熱処理記録".
このような簡潔な条項は、発注時の曖昧さを避け、規格外供給のリスクを軽減する。
限界と締めくくりの実践的アドバイス
-
規格の更新 規格は定期的に改訂されます。発注書には必ず規格の版(年)を明記してください(例:"ASTM A350/A350M - 20XX版")。
-
同等」だけに頼ってはいけない: A350以外の規格を受け入れる前に、試験、CE、納入処理を確認すること。
-
デザインマージン: 予想使用温度以下のシャルピー試験を指定し、試験報告書の文書化を義務づける。
