ASTM A108は、厳格な公差、信頼できる加工性、一貫した機械的性能が要求される場合に使用される、冷間仕上げされた炭素鋼および合金鋼棒のための主要な米国規格です。この規格は、一般的に使用される多くの鋼種(1010→1144およびその他の呼称)にまたがり、複数の熱処理条件をサポートし、シャフト、ファスナー、アクスル、スピンドル、および一般的なエンジニアリングにおける旋盤加工部品に使用されます。適切なA108材種と条件を選択することで、大量生産や一品生産の精密部品において、強度、加工性、仕上げの予測可能なバランスが得られます。
ASTM A108とは
ASTM A108は、以下の要件を定義した規格です。 冷間仕上げ炭素鋼および合金鋼棒鋼 直線長およびコイルで生産される。主な目的は、熱処理、機械加工による完成部品、またはシャフトや類似の建築用途にそのままの状態で使用するのに適した標準的な品質の棒鋼を提供することです。この文書では、化学組成の上限を定め、数値呼称(多くは一般的なAISI/SAE番号と一致する)で等級を特定し、要求される試験と合格基準を定めている。
略史と現行版
ASTM A108の歴史は古く(初版は20世紀初頭)、定期的に改訂されている。最新の承認版は2024年に発行され(A108-24)、冷間 仕上げ棒鋼に関する基本的な内容はそのままに、明確化と編集の更新が反映されている。購入者や技術者は、曖昧さを避けるため、注文書には完全な名称と年号(例:"ASTM A108-24")を明記する必要がある。
A108の構成:グレード、ナンバリング、等価物
A108には多くの等級が記載されており、通常、次のようなおなじみのAISI/SAE番号で表されます。 1010, 1018, 1020, 1045, 1060, 1117, 1144, 12L14, 1215 などがある。各等級は成分限界と、場合によっては代表的な機械的性質や熱処理方法を規定している。多くのサプライヤーや製鋼所では、機械工や設計者が材料を選択しやすいように、A108材種と同等のAISIやSAEの呼称を併記しています。サプライヤーのカタログには、A108材種と市販の棒鋼製品との対応表が掲載されていることが多い。
一般的なA108グレード→同等品
注:「同等」とは、一般的に使用される相互参照呼称を意味する。化学的限界と機械的特性は必ず用途に合わせて確認してください。
-
A108 グレード1018
-
典型的な呼称: AISI/SAE 1018, UNS G10180.A108冷間仕上げ1018として広く供給。
-
-
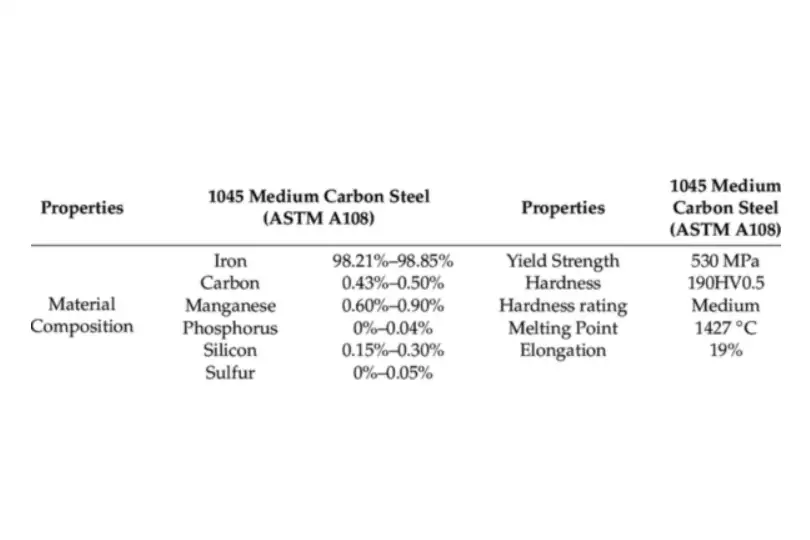
A108グレード1045
-
典型的な呼称: AISI/SAE 1045, UNS G10450.欧州共通: EN C45 / 1.0503 (C45).
-
-
A108グレード 1117
-
典型的な呼称: AISI/SAE 1117, UNS G11170.多くのASTM/SAE規格(例:A29、A576)で相互参照されている。
-
-
A108グレード1215
-
典型的な呼称: AISI/SAE 1215 (再硫化快削炭素鋼)。A108のリストにも掲載されている。
-
-
A108グレード4140 (合金オプションとしてA108で呼び出された場合)
-
典型的な呼称: AISI/SAE 4140 (クロムモリブデン合金鋼)。欧州の同等品:各種EN 1.7225など(詳細は要確認)。
-

代表的な化学組成
注: 以下の組成範囲は代表的なものであり、最終的な合格は、発注書に記載されたASTM A108の版と供給業者の試験証明書による。
表1-一般的なA108鋼種の代表的化学成分範囲 (wt %)
| 等級(A108 / 一般的なAISI) | C(炭素) | Mn(マンガン) | Si(シリコン) | P(最大) | S(最大) | 特記事項 |
|---|---|---|---|---|---|---|
| 1010 | 0.08-0.13 | 0.30-0.60 | ≤0.10 | 0.04 | 0.05 | 低炭素、良好な成形性 |
| 1018 | 0.15-0.20 | 0.60-0.90 | ≤0.10 | 0.04 | 0.05 | 汎用加工鋼 |
| 1020 | 0.18-0.23 | 0.30-0.60 | ≤0.10 | 0.04 | 0.05 | 1018よりやや強い |
| 1045 | 0.42-0.50 | 0.60-0.90 | 0.15-0.35 | 0.04 | 0.05 | 高強度ミディアムカーボン |
| 1117 | 0.12-0.18 | 0.60-0.90 | ≤0.10 | 0.04 | 0.05 | 優れた加工性を実現するリードタイプ |
| 1144 | 0.40-0.50 | 0.60-1.00 | 0.15-0.35 | 0.04 | 0.05 | 快削、旋削状態での高強度。 |
| 12L14 | 0.10-0.15 | 0.60-1.00 | ≤0.10 | 0.04 | 0.06 | リード付きで、高速旋削の切りくず処理に優れている。 |
解釈だ: 深絞り加工、曲げ加工、中程度の機械加工には低 炭素鋼種(1010/1018)を、より高い芯線強度や熱処 理後の硬度が必要な部品には中炭素鋼種(1045) を、生産性の高い旋削加工には有鉛鋼種(1117/1144/ 12L14)を選ぶ。
(出典:ASTM A108組成表および一般材料データシート)。
機械的性質と熱処理条件
機械的特性は、等級と状態(焼鈍、焼ならし、焼入れ・焼戻し、旋削・研磨)に大きく依存する。A108は以下をカバーする。 標準品質冷間仕上げ 棒材は、等級ごとにさまざまな仕上げと熱処理が可能である。
表 2 - 代表的な機械的範囲
| グレード | コンディション | 引張強さ (ksi / MPa) | 降伏 (0.2% オフセット) (ksi / MPa) | エロンゲーション(%) |
|---|---|---|---|---|
| 1018 | ターン、アニール | 60-75 ksi (415-520 MPa) | ~48~60 ksi(330~415 MPa) | 15-20% |
| 1045 | ノーマライズド | 80-110 ksi (550-760 MPa) | 60~90 ksi(415~620 MPa) | 10-16% |
| 1144 | ストレスから解放された | 90-130 ksi (620-900 MPa) | 70-110 ksi (480-760 MPa) | 8-14% |
| 12L14 | ターン、アニール | 70-110 ksi (480-760 MPa) | 50-90 ksi (345-620 MPa) | 10-16% |
注釈
-
上記の値は代表的な製材所のデータであり、熱処理や断面寸法によって異なる。設計には、特定の熱処理番号に結びついた供給業者の試験報告書(ミル試験証明書)を必ず使用してください。
寸法公差、表面仕上げ、使用可能な形状
A108は、冷間仕上棒鋼(丸棒、角棒、六角棒、平棒)の公差を規定し、図面では旋盤仕上げ、研磨仕上げ、磨き仕上げを指定することができます。冷間仕上げは、熱間圧延棒材と比較し て、より綿密な寸法制御と表面の完全性の向 上をもたらします。
一般的な形:
-
ストレートの長さ(長さに合わせてカット)。
-
コイル状冷間仕上棒鋼(一部の等級)。
-
ベアリングおよびシャフト用途の切削、研磨、磨き棒。
公差クラスは、サプライヤーのカタログに頻繁に引用されている。タイトなフィットが必要な場合は、注文時に仕上げと公差クラス(例えば、「±0.002インチに旋盤加工と研磨」)を呼び出す。McMasterおよび主要な販売業者は、A108項目の在庫サイズと公差を掲載している。

製造ルートと品質管理
A108冷間仕上げ棒鋼の典型的な製造工程:
-
熱延ビレット製造 (溶解、鋳造、熱間圧延)。
-
冷間仕上げ 寸法と表面仕上げを達成するために、絞り、冷間圧延、旋盤加工を行う。
-
熱処理 (学年によって必要な場合)。
-
テスト - 化学分析、引張試験、硬度検査、時には重要部品のPMI(ポジティブ・マテリアル・アイデンティフィケーション)や超音波検査も行う。
-
ミル・テスト・レポート(MTR) ASTM A108 の指定版に適合していることを証明する書類を各ロットに添付すること。
買い手は、完全なMTRと、必要な場合には、重要な構造部品の第三者による検査または立会試験を要求すべきである。
代表的な用途と選択ルール
A108棒鋼は、自動車、農業機械、一般エンジニアリング、動力伝達(シャフト、ピン)、ファスナー、工具用マンドレルなどの産業で使用されています。選択ルール
-
高スループットの旋削加工には、快削材種 (1117、1144、12L14)を選ぶ。
-
より高い芯線強度やケース焼入れを必要とする部品には、1045またはそれ以上のカーボンを使用し、熱処理を指定してください。
-
厳密な同芯度と仕上げを必要とするシャフトについては、旋盤加工と研磨仕上げに加え、適切な公差帯をご指定ください。
ケースノート あるメーカーは、切削カップリングを1018から1144に変更することで、切屑処理の改善と工具摩耗の減少により、部品1個当たりのサイクルタイムを22%短縮しました。
製造、機械加工、溶接、表面仕上げ
機械加工: 低合金、低炭素材種は加工が容易で、有鉛材種は 切りくず処理に優れ、送り速度が速い。工具の選択: 高速用超硬チップ; 小規模工場ではハイスも可。
溶接: 多くのA108鋼種は溶接可能だが、炭素含有 率が高くなると溶接性は低下する(1045など)。厚い部分や重要な用途には、予熱、パス 間管理、溶接後の熱処理が必要になる場合が ある。
表面処理: 一般的な処理としては、窒化処理、浸炭処理(中炭素鋼種)、リン酸塩処理、防錆のための各種メッキや塗装システムなどがある。
検査、認証、トレーサビリティのベストプラクティス
常にリクエストする:
-
完全な試験報告書(化学分析と機械的試験)。
-
ヒートナンバートレーサビリティ。
-
厳しい公差を注文した場合の寸法検査報告書。
-
POに記載されているASTMの版と一致する証明書の改訂。
セーフティ・クリティカルな部品については、契約書に第三者検査条項または非破壊検査(NDT)条項を追加する。
調達チェックリストと発注例
チェックリスト
-
ASTMの名称と年(例:ASTM A108-24)。
-
等級(AISI/SAE番号 例:1018)。
-
状態と仕上げ(旋盤、研磨、磨き)。
-
熱処理(焼きなまし、焼きならし、焼き戻し)。
-
数量、長さ、許容範囲。
-
検査要件(MTR、NDT、立会検査)。
-
梱包および発送に関する注意事項
注文例:
「ASTM A108-24、グレード 1045、冷間仕上旋削・研削棒鋼、直径 1.25 インチ±0.002 インチ、長さ 300 mm±5 mm、ノーマライズド状態、ヒート番号ごとの MTR、2,000 本を供給する。
出荷、保管、取り扱いに関するガイダンス
-
腐食を避けるため、乾燥した換気の良い場所に保管すること。
-
海外に出荷する場合は、紙で包むか防錆剤で旋盤/研磨面を保護する。
-
トレーサビリティを維持するため、等級とヒート番号で束にラベルを貼る。
相互参照と代替ガイダンス
-
ASTM A29 A108は熱間圧延棒鋼を対象としており、熱間圧延材が使用可能な場合によく使用される。A108は一般に、冷間仕上用途により近い公差を与える。
-
欧州の同等品:EN 規格は列挙が異なるため、すべての A108 グレードに直接 1 対 1 の同等品が存在するとは限らない。代替する場合は、化学的性質と機械的性質を一致させ、POに同等性を文書化する。
実用選考マトリックス(表)
表3 - クイック・セレクション・マトリックス
| 必要条件 | 代表的なA108等級 | なぜ |
|---|---|---|
| 高い加工性、短いサイクルタイム | 12L14, 1117, 1144 | 有鉛材種は、工具摩耗を低減し、切屑の分断を改善する。 |
| コア強度が高く、熱処理が可能 | 1045, 1060 | 中程度の炭素;焼き入れ/焼戻しに反応する。 |
| 低炭素、良好な成形性 | 1010, 1018 | 成形と溶接が容易。 |
| 厳しい寸法公差、ベアリング仕上げ | 挽き物 1018 または 1045 | 冷間仕上げは、表面の完全性と同心度を与える。 |
プロダクション・エンジニアからの実践的なアドバイス
-
生産量を増加させる場合、1018と1144の間で工具寿命の比較試験を行う。
-
精密シャフトの小ロットの場合、旋盤加工と研削加工を指定し、表面粗さの目標値(例:Ra≤0.8 µm)を要求する。
-
部品にメッキを施す場合は、最終熱処理後に付着性試験を実施し、コーティングの適合性を確認する。
クイックリファレンス用表
表4 - A108丸棒の旋削・研削の代表的な許容差範囲
| 呼び径(インチ) | 標準的な許容差(ターン&グラウンド) |
|---|---|
| 0.125 - 0.500 | ±0.001-0.003インチ |
| 0.501 - 1.000 | ±0.002~0.004インチ |
| 1.001 - 2.000 | ±0.003~0.005インチ |
(サプライヤーに正確な公差帯を確認するか、規格のA108公差表を参照すること)。
よくある落とし穴とその回避方法
-
落とし穴だ: A108 "をご注文の場合、年号は不要です。 修正する: 必ず年号を入れる(例:A108-24)。
-
落とし穴だ: 旋削・研削加工品と熱間圧延棒鋼の特性を同一と仮定した場合。 修正する: 仕上げと公差クラスを指定する。
-
落とし穴だ: MTR要件の省略。 修正する: ロットごとにMTRを義務付ける。
よくあるご質問
1.ASTM A108とASTM A29の主な違いは何ですか?
A108カバー 冷間仕上げ A29は熱間鍛造棒鋼と一般要件に対応する。POには標準版を記載すること。
2.A108のどのグレードでも熱処理できますか?
多くのA108鋼種は熱処理に耐えるが、中 炭素鋼種が最も適している。工場に確認し、希望する熱処理工程を注文書に明記する。
3.鉛入りグレードは構造部品に適しているか?
鉛入り鋼種は加工性を向上させるが、靭性を低下 させる可能性がある。旋削加工された非構造部品に使用する。
4.材料のトレーサビリティを確保するには?
ヒート番号の記載されたミル・テスト・レポート(MTR) を要求し、サプライヤーにヒート番号と等級を記 載した束を要求する。契約にトレーサビリティ条項を盛り込む。
5.精密ベアリングはどのような仕上げで注文すればよいですか?
指定された表面粗さ(例:Ra ≤ 0.8 µm)および振れ公差で旋盤加工および研削加工。サンプル承認で確認。
6.A108は納入後に冷間成形できますか?
低炭素鋼種(1010、1018)は曲げ加工が可能だが、中炭素鋼種は延性が低く、焼鈍なしでも割れることがある。
7.グレード1045は浸炭に耐えるか?
1045は、断面寸法とサイクル・パラメー タが管理されていれば、場合焼入れの一般的な 選択肢である。必ず後処理チェックを指定してください。
8.A108等級に相当するEN等級はありますか?
化学的性質と機械的性質を照合してEN等級を選択し、置換を文書化する。
9.レシートにはどのような検査がありますか?
目視、寸法、証明書のクロスチェック、硬度(抜き取り検査)、および契約で要求された場合はサンプルの引張試験。
10.バーの腐食を防ぐには、どのように保管すればよいですか?
乾燥した屋内に保管し、長期保管にはVCI(揮発性腐食防止剤)紙を使用し、コンクリート床との直接の接触を避ける。
