API5LグレードB PSL2は、PSL1よりも高い材料一貫性、強化された試験、完全なトレーサビリティを必要とする陸上および多くの海上送電システムで広く使用されている、信頼性の高い炭素鋼ラインパイプ仕様です。実際には、グレードB(L245と指定されることもある)は、以下の領域で最小降伏を実現します。 ~245 MPa (≈35,000-35,500 psi) で、最低引張強度は ≈415 MPa (≈60,000 psi)PSL2製品レベルでは、非破壊検査の義務化、化学的・機械的制限の厳格化、シャルピー衝撃試験(ノッチ靭性試験)の義務化などが追加されます。これらの機能により、オペレーター規制、パイプライン規格、公的機関などが、品質や破壊制御の挙動を文書化し、検証することを要求する場合、PSL2が通常の選択肢となります。
API 5Lとは?
API規格5Lは、石油や天然ガスの輸送に使用されるラインパイプの業界標準です。シームレス管と溶接管の材料等級、製品規格レベル(PSL1とPSL2)、合格基準、試験、マーキングが規定されている。API規格は定期的に改訂されるため、調達文書を作成する際には最新の完全版と正誤表を参照すべきである。国際的な調達においては、多くの要求事項を調和させ、PSL1/PSL2製品レベルも定義しているISO 3183を相互参照するのが一般的である。
重要なポイント
-
API 5Lは、パイプライン輸送システム用のシームレスおよび溶接炭素鋼管と炭素マンガン鋼管をカバーしています。
-
製品仕様レベル(PSL)は、日常的な要求事項と強化された要求事項を区別するもので、PSL2は追加試験、トレーサビリティ、より厳しい受入制限をもたらす。
MWalloysのオファー: API 5L Gr B のケーシングおよび管の管
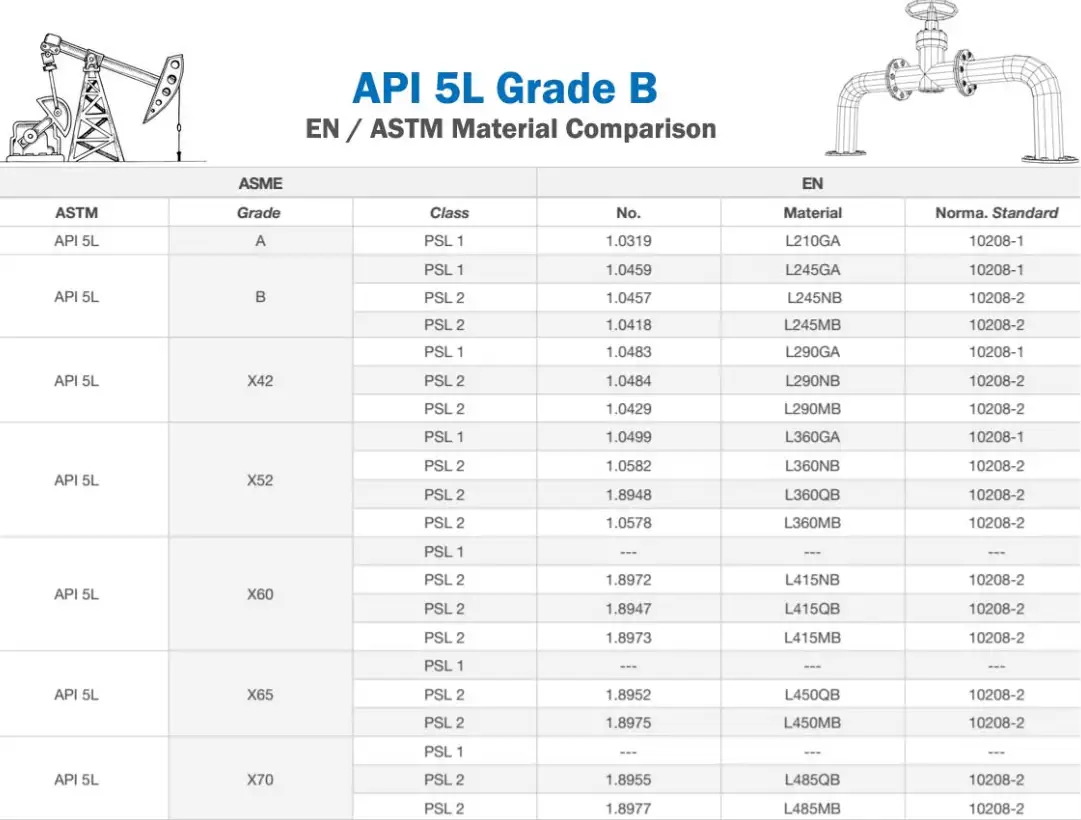
グレードの命名法と「グレードB / L245」と物件との対応関係
API 5Lは、歴史的に最小降伏値に対応する等級名を使用している。「グレードB」は、一般的に最小降伏値≈245MPa(ISO呼称L245の由来)と関連付けられています。APIの表では、グレードBは典型的な最小降伏値をMPaとpsiの両方で表しています。設計と調達で使用される典型的な機械的値は以下の通りです:
-
最小降伏強度(Rt0.5):~245MPa(≒35,000~35,500psi)。
-
最小引張強さ(Rm):~415MPa(≒60,000psi)。
-
エロンゲーション:直径と肉厚による。
これらの数値は、API 5Lや、認証されたサプライヤーの公開テクニカル・データ・シートに明示されている。
PSL1 と PSL2 - 技術的な違いとそれぞれを指定するタイミング
簡単な比較(要約)
PSL1 = 標準製品レベル(基本要件)。
PSL2=強化された製品レベル(化学的/機械的性質の強化、NDTの義務化、衝撃試験、工場のトレーサビリティと認証)。
| トピック | PSL1(代表値) | PSL2(代表値) |
|---|---|---|
| 材料認証 | 基本的な工場テストレポート | トレーサビリティを付加した完全な認定材料試験報告書 |
| 化学的コントロール | 広範な制限 | 化学元素規制の強化 |
| 機械的限界 | 最低限のみ | 破壊抑制のための降伏/UTSの最小限度、場合によっては最大限度 |
| ノッチ靭性(シャルピーCVN) | 多くの学年では不要 | 指定された場所で必要(温度/等級/サイズに依存) |
| 非破壊検査 (NDT) | 管体には必須ではない | 必須(例:プロセスや顧客の SR に応じて UT または RT) |
| トレーサビリティとシリアル化 | シンプルヒート/バッチ | 完全なエンド・ツー・エンドのトレーサビリティ(熱→コイル→プレート→パイプ) |
| 代表的なアプリケーション | 低リスクのサービスライン、非規制ライン | 高純度パイプライン、規制送電、高結果ライン |
PSL2は、規制対象の石油・ガス輸送ラインや、文書化された破砕制御能力を必要とする事業者にとっては、ますます既定路線となっている。
化学組成と機械的性質
注-値は版、製品形式(シームレスか溶接か)、厚さによって異なる。以下は、仕様書作成のためのPSL2におけるグレードBの代表的な表である。調達にあたっては、常にAPI/ISOの正確な版とメーカーの認証データを参照すること。
代表的な化学的限界値(グレードB、PSL2の代表値)
(これらは例示的な範囲であり、現行のAPI/ISOの調達契約の表で確認すること)。
| エレメント | 最大(代表値) |
|---|---|
| カーボン(C) | ~0.20 - 0.25 % |
| マンガン (Mn) | ~0.60 - 1.30 % |
| リン (P) | ≤ 0.030 % |
| 硫黄 (S) | ≤ 0.030 % |
| ケイ素 (Si) | ≤ 0.40 % |
| ニオブ、バナジウム、チタン | ≤ 少量(微細合金の場合) |
(正確な許容値はAPI 5Lの表に記載されており、パイプの厚さや製造ルートによっても区別されている)。
代表的な機械的性質(グレードB / L245、PSL2の代表値)
| プロパティ | 最小代表値 |
|---|---|
| 降伏強度 (Rt0.5) | 245 MPa(≒35,000-35,500psi)。 |
| 引張強さ(Rm) | 最低415MPa(≒60,000psi)。 |
| 伸び(2インチ/50mm) | 通常≧20%(ODおよびWTにより異なる) |
| 硬度 | 補足要件に規定がない限り、グレードBの 明示的な最大値はない。PSL2には、 溶接継目の硬さおよびHAZの上限値が含まれ る場合がある。 |
製造方法、寸法、一般的な製造ルート
API 5Lラインパイプは、シームレス(SMLS)および溶接加工(ERW、EFW、LSAW、SSAW)という、いくつかの主要な工程を経て製造されます。各工程には、それぞれ異なる特性上の制限と検査上の期待があります。
-
シームレス(SMLS): シームレス鋼管は通常、肉厚の重い鋼種や、ノッチ靭性やサワー・サービスの要求から溶接のない方が望ましい高級鋼種に使用される。シームレス鋼管は通常、幅広い直径と板厚がある。
-
ERW(電気抵抗溶接): 製造の改善により、多くのパイプライン用途で高品質の電縫鋼管が製造されているが、PSL2ではシーム検査/試験が必要となる。
-
LSAW/SSAW (Longitudinal/Spiral Submerged Arc Welded): シーム特性、入熱、溶接後の熱処理(必要な場 合)は重要な検討事項である。
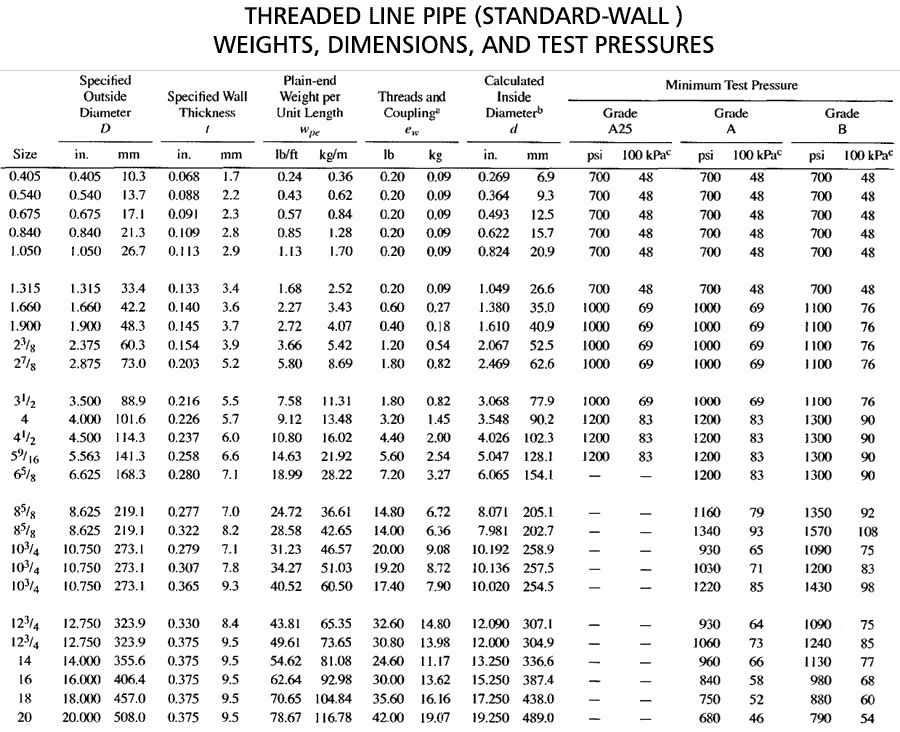
標準サイズと公差
API 5Lは、寸法公差(外径、肉厚、楕円度、長さ)と単位長さ当たりの重量に関する許容変動幅を規定している。パイプラインに一般的に使用される標準的な呼び径は、小口径から48 "以上まであり、調達には寸法規格(API/ANSI、ISO、または顧客仕様)を指定する必要があります。
PSL2の義務試験と検査
PSL2 は、いくつかの必須試験または一般的に適用される強化試験によって区別される。以下は、PSL2 の購入仕様書に記載される典型的な試験項目である:
-
化学分析 (熱分析および製品分析) - より厳しい元素制限と報告。
-
引張試験 - でRt0.5(歩留まり)とRm(UTS)を確認した。
-
シャルピーVノッチ(CVN)衝撃試験 - 破壊靭性挙動を制御するために、特定の鋼種、板厚、使用温度で必要とされる。PSL2には、温度とロットあたりの試験片数が記載されています。
-
静水圧試験 - 機械的完全性と漏れ気密性を確認するため、長さまたは熱ごとの体積/静水圧試験を行う。静水強度試験の圧力計算は、公認のエンジニアリング・コードおよびAPIの表に従う。
-
非破壊検査 (NDT) - PSL2では通常、溶接継ぎ目の検査(RTまたはUT)と、 一部の工程では追加の体積UTが要求される。ラ ジオグラフィ(RT)または超音波検査(UT)の 選択肢は、パイプの種類と顧客のSRによっ て異なる。
-
平坦化、フレア加工、硬さ試験、逆曲げ試験 - 成形性と硬度限界の確認に適用する。
トレーサビリティと文書化: PSL2では、熱処理から最終製品までの完全なトレーサビリティと、工場が要求されるすべての試験と検査を実施したことの証明が要求される。ミルテスト報告書(MTR)と端材/長さのシリアル化は標準的な要求事項である。
溶接、加工、サービス適合性に関する考慮事項
API 5L材を使用するパイプラインの製造計画では、溶接手順の適格性、溶接工の適格性、溶接前後の熱処理(指定されている場合)に対応しなければならない。主な注意事項
-
シーム溶接の検査: PSL2溶接管については、サプライヤーが溶接シームのNDT記録(RT/UT)とシーム補修のための是正処置報告書を提供することを確認すること。
-
溶接性: グレードBは、標準的な炭素鋼溶接手順 で良好な溶接性を示す。炭素等価管理 (CE)は、HAZ硬度と水素割れ感受性に関 連する。PSL2では、MTRにCE指標 (CEIIW、Pcmなど)を報告することがよく求めら れる。
-
溶接フィラーの選択: グレードBの鋼管を溶接する場合は、使用温 度における必要な機械的適合性と靭性を満たす 溶加材を選択すること。サワー・サービスの場合は、NACE/ISO 15156のガイダンスに準拠した溶接材料を選択する。
腐食、コーティング、サワーサービスの問題
コーティング、ライニング、腐食防止措置の選択は、土壌、流体の化学的性質、温度、H₂SまたはCO₂が存在するかどうかによって決まる。
-
コーティングとライニング 融着エポキシ(FBE)、多層ポリエチレン、アスファルトコーティング、内部ライニングは、用途(陸上と海上、埋設と露出)に応じて一般的に使用される。サプライヤーのデータシートを要求し、接着性、カソード放電、厚さについて検証する必要がある。
-
サワーサービス(H₂S): H₂Sが存在する場合、材料選定は硫化物応力割れ(SSC)、水素誘起割れ(HIC)、応力指向性水素誘起割れ(SOHIC)を避けるため、NACE MR0175 / ISO 15156に準拠しなければならない。このことは、多くの場合、PSL2材料が適格であること、または使用条件が制限され、補足テストが必要であることを意味します。
調達、マーキング、品質保証のベストプラクティス
API 5L グレード B PSL2 の発注書または技術仕様書を作成する際は、トレーサブルで監査可能な品質を確保するため、以下の最小項目を含めること:
-
参考版 API 5L(正確な版と正誤表)。
-
製品仕様レベル (PSL2)と明言している。
-
グレード (グレードB / L245)と、CVNの試験温度を含む要求される機械的/衝撃的特性。
-
製造ルート 許容される(SMLS、ERW、LSAW、SSAW)と制限事項。
-
NDTスコープ (RT/UT)、静水圧試験圧力、サンプル試験の回数/場所。
-
トレーサビリティミルヒート数 → コイル/プレート → 完成パイプ; MTR含有量が必要。
-
証明書 要求された証明書(EN 10204 3.1/3.2相当、該当する場合はAPIモノグラム要件)を添付すること。
ベストプラクティス:ITP(検査・試験計画書)を添付し、試験結果及び不適合報告手続きについ てサプライヤのサインオフを求める。重要なパイプラインについては、主要な試験(CVN、静水圧、NDT)において、 第三者による検査又は現場立会点を含める。
実践的な選択例と適用シナリオ
例A - 規制監督下の陸上送電パイプライン
推奨必須シーム RT/UT、想定される最低使用温度での CVN、エンジニアリングコードに従った静水圧試験、完全なトレーサビリティ(CE 値付き MTR)を備えた API 5L グレード B PSL2(または MAOP と破壊管理によってはそれ以上のグレード)を指定する。根拠PSL2 は、多くの規制当局とオペレーターが要求する、完全性と破壊管理の証拠を文書化したものである。
例B - 低リスクのギャザリングライン、使用温度は限定的
推奨事業者のリスクアセスメントで故障の結果が低く、かつ、現地の規制が許可している場 合には、PSL1 を容認することができる。しかし、ライフサイクルリスクを低減するために、PSL1 でも主要な補足要件(例えば、シーム検 査、MTR)を規定することを検討すること。
例C - サワーサービス(H₂Sあり)
推奨:NACE MR0175/ISO 15156を参照し、適切な冶金と溶接材料を選択する。多くの場合、より高い耐食性等級または抑制設計が必要である。
よくある質問
-
Q: グレードBはL245と同じですか?
A: B等級はISO規格のL245に相当し、最低降伏応力は245MPaです。曖昧さを避けるため、適用される規格版を必ず明記してください。 -
Q: PSL1の代わりにPSL2が必要なのはどのような場合ですか?
A: PSL2は、多くの送電パイプライン事業者、規制機関、および破壊管理、強化されたNDT、およびトレーサブルな品質が重要なサービスに必要とされています。規制が厳しく、重大な影響を及ぼすラインにはPSL2をご使用ください。 -
Q: PSL2パイプが合格しなければならない主な試験は何ですか?
A: 代表的な試験には、詳細な化学分析、引張試験、シャルピー(CVN)衝撃試験(該当する場合)、静水圧試験、溶接継目および/またはパイプ本体の必須NDT(RTまたはUT)が含まれる。 -
Q: PSL2には、必ずシャルピー衝撃試験が必要ですか?
A: 必ずしもそうではありません。CVNの要件は等級、厚さ、最低使用温度によって異なる。API 5LはCVNが必須である場合を示しており、PSL2はPSL1よりCVNの可能性が高い。 -
Q: PSL2に電縫鋼管は使用できますか?
A: はい-電縫鋼管は、要求されるシームNDTおよびその他のPSL2試験に合格すれば、PSL2を満たすことができる。シーム検査および熱/UT/RTの受入基準をPOに明記する。 -
Q: カーボン排出量はどのように管理すればよいですか?
A: 過度のHAZ硬度と水素割れリスクを回避するためにCEを管理する。PSL2は、一般的にCE指標(例:Pcm、CEIIW)を要求する。 -
Q: 工場はどのような書類を提出すべきですか?
A: 製造所試験報告書(熱分析および製品分析を含む)、NDT報告書(RT/UT)、静水圧試験記録、CVN報告書、およびシリアル化/トレーサビリティ・ログ;プロジェクトによっては、第三者証明書(EN 10204 3.1/3.2相当)が要求される。 -
Q: API 5LはISO 3183と同等ですか?
A: ISO 3183とAPI 5Lは、多くの点で整合している。ISO 3183は、製品規格レベルPSL1/PSL2に明確に言及しており、API 5Lの国際的な対応規格として使用されることが多い。ISO3183は製品規格レベルPSL1/PSL2に明確に言及しており、API 5Lの国際的な対応規格として使用されることが多い。 -
Q:サワーサービスの指定は?
A: 材料の選択と試験については、NACE MR0175 / ISO 15156のガイダンスに従ってください。代替グレード、追加試験(HIC、SOHIC)、適格な溶接手順と消耗品が必要になる場合があります。 -
Q: 不適合パイプを買わないようにするには?
A: API/ISOのエディション、PSLレベル、詳細なITP、主要な試験に対する立会いの義務付け、MTRのシリアル化および受入を指定する。
実践的調達チェックリスト
-
参考版(API 5L、例:第46版、正誤表)。
-
グレード(B / L245)とPSL2を指定する。
-
許容される製造ルートとシーム検査方法(RT/UT)を明記すること。
-
CVNの温度とサンプリング計画を定める。
-
静水圧試験方法と受入基準を設定する。
-
完全なトレーサビリティと必要な証明書(MTR)を要求する。
