40Crは中炭素のクロム合金構造用鋼で、焼入れ・焼戻し後の強度、靭性、耐摩耗性のバランスを必要とする部品に広く指定されています。多くのサプライチェーンでDIN 41Cr4 / W.Nr.1.7035およびAISI/SAE 5140と同等と見なされており、適切な熱処理を施すことで、シャフト、ギア、接続部品に良好な硬度(一般的な部位ではQ+T後~28~36HRC)と信頼性の高い疲労性能を実現します。適度な合金化と焼入れ性が必要な場合は40Crを使用し、機械的合格基準と熱処理スケジュールについてはEN/DINまたはASTMの指針に従ってください。
40Crとは?
40Cr鋼は中国GBファミリーの中炭素クロム合金鋼で、焼入れ・焼戻し用に設計されています。適度な炭素含有量とクロムを組み合わせることで、焼入れ性と耐摩耗性を高めながら、コストと加工性をリーズナブルに抑えています。この鋼種は、シャフト、アクスル、カップリング、ギア、ヘビーピンなど、強度と靭性のバランスを調整するために熱処理される中型の構造部品に使用されます。国際的な慣行では、この鋼種は41Cr4 (DIN/W.Nr. 1.7035)およびSAE/AISI 5140と相互参照されるのが一般的ですが、化学的性質と許容公差は規格によって若干異なる場合があります。

化学組成と微細構造
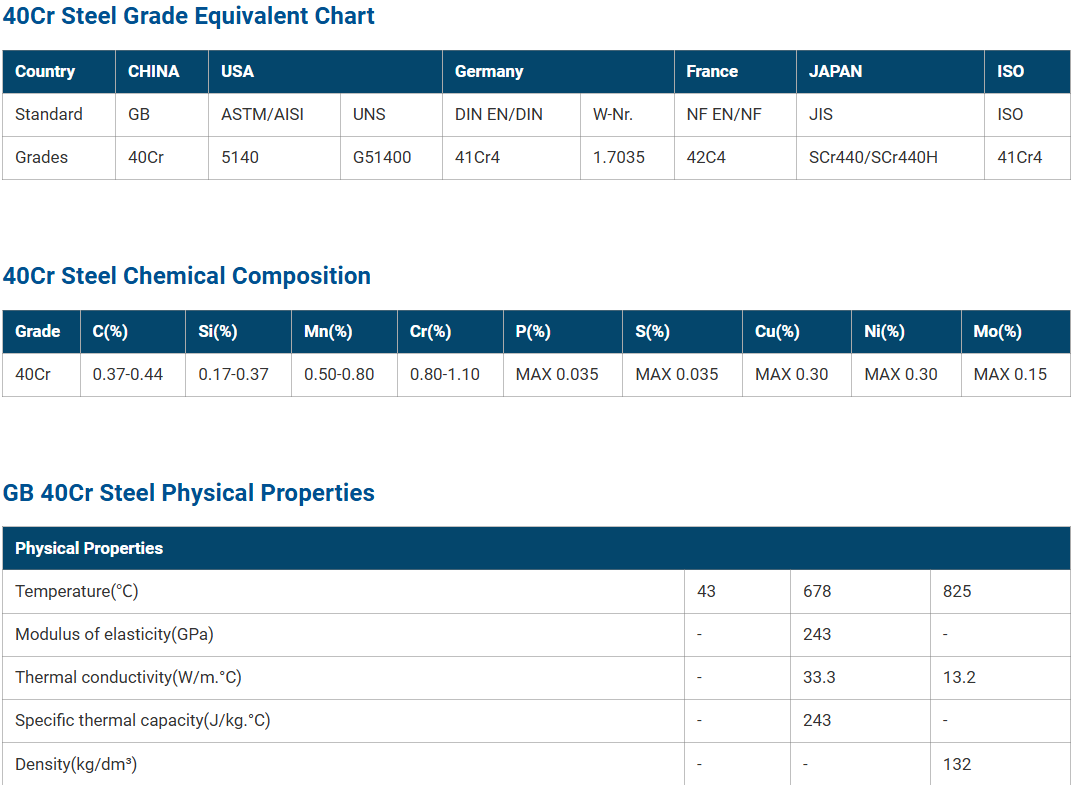
以下は、40Cr (GB) に使用される代表的な化学組成の範囲を、DIN 41Cr4 / 1.7035 および一般的な SAE 規格の対応表と直接対応させて示した、要約された実用的な化学組成表です。これらの範囲は、工場や熱処理工場で使用される作業指針です。実際に納入されたバッチについては、必ず工場証明書(工場試験報告書)を確認してください。
表1:代表的な化学組成(質量パーセント)
| エレメント | 代表的な40Cr (GB/T) | 代表的なDIN 41Cr4 / 1.7035 | 代表的なSAE/AISI 5140 (約) |
|---|---|---|---|
| C | 0.36 - 0.44 | 0.37 - 0.44 | 0.38 - 0.43 |
| Si | 0.17 - 0.37 | 0.20 - 0.40 | 0.15 - 0.35 |
| ムン | 0.50 - 0.80 | 0.60 - 0.90 | 0.60 - 0.80 |
| Cr | 0.80 - 1.10 | 0.95 - 1.20 | 0.80 - 1.10 |
| P(最大) | ≤ 0.035 | ≤ 0.035 | ≤ 0.035 |
| S(最大) | ≤ 0.035 | ≤ 0.035 | ≤ 0.040 |
| Mo、Ni(微量) | 通常、存在しないか、0.03以下 | ふつう欠席 | いくつかの品種では微量 |
微細構造に関する注記: 焼ならしまたは焼入れ・焼戻し後の40Crの理想的な組織は、炭化物が均一に分布した焼戻しマルテンサイト(厚い部分ではベイナイト)である。クロムは焼入れ性を促進し、炭化物 分布を微細化し、耐摩耗性と疲労寿命を向上させ る。
機械的特性と性能
機械的特性は熱処理に強く依存する。下表は、エンジニアリング設計で使用される一般的な条件での代表的な特性目標値です。これらの値は、設計者や熱処理業者が使用する代表的な範囲を例示したものです。契約作業では、該当する購入仕様書および材料試験報告書に記載されている正確な数値を使用してください。
表2:代表的な機械的特性(代表値)
| コンディション | 引張強さ、MPa (Rm) | 降伏強さ、MPa (Rp0.2) | 伸長A%、 | 硬度(HB/HRC) |
|---|---|---|---|---|
| ノーマライズ(約) | 650 - 800 | 380 - 520 | 12 - 18 | 180 - 230 HB |
| 焼入れ(油)・焼戻し(中程度) | 900 - 1200 | 700 - 1000 | 10 - 16 | 28 - 36 HRC (≈290-350 HB) |
| 焼入れ・焼戻し(より高いテンパー) | 700 - 900 | 500 - 700 | 12 - 18 | 20 - 28 HRC |
AISI4140のような欧米の一般的な鋼種と比較すると、40Crは熱処理を管理すればほぼ同様の性能を示します。合金公差、微量元素、加工の違いから、要求される硬度、靭性、疲労要件を購入書類に明示することが最良の方法です。
熱処理:実用的なスケジュールと効果
40Crは焼入れ・焼戻し用である。硬度と靭性は、オーステナイト化温度、焼入れ媒体、焼戻し温度/時間の組み合わせによって制御される。
表 3 - 代表的な熱処理温度と硬さ(実用的な指針)
| プロセス | 温度 (°C) | クエンチ | 標準的な硬度(約) |
|---|---|---|---|
| ノーマライゼーション | 840 - 880 | エア・クール | 190 - 230 HB |
| オーステナイズ(Q) | 830 - 860 | オイルクエンチが望ましい | 焼入れ~55HRC(表面) |
| 低温焼戻し(高強度) | 150 - 250 | - | ~52~55HRC(低テンパーの場合) |
| 焼戻し媒体 | 300 - 450 | - | ~42-50 HRC |
| 高い焼入れ性(良好な靭性) | 500 - 650 | - | ~温度により20~35HRC |
実用的な推奨事項
-
シャフト、中程度の部位、~30~36HRCを必要とする部位の場合、一般的なレシピは、830~850℃のオーステナイト化、オイルクエンチ、500~550℃での1~2時間の焼戻し(部位サイズに応じて時間を調整)である。
-
より低い強度でより高い靭性が必要な部品には、より高い温度(550~650℃)で焼戻しを行い、~20~30HRCを得る。
-
薄い部品や複雑な形状の場合は、焼入れ割れを避けるために注意が必要で、ステップ冷却と断面厚の制御が一般的な緩和策である。
焼入れ性と断面寸法: クロムは焼入れ性を高める。典型的な40Cr棒鋼および鍛造品は、機械的性質の均一性を損なうことなく、中程度の直径まで油焼入れすることができる。非常に大きな断面では、予備焼入れ、高周波焼入れを検討するか、または貫通焼入れが必要な場合は、より高い合金等級(例えば42CrMo4)を指定してください。
等価値および国際相互参照
40Crは地域呼称である。以下の同等材は、製鋼所や素材メーカーが使用する相互参照表で一般的に引用されている。同等品はおおよそのものであり、受け入れは契約書の化学的性質と機械的性質に基づかなければならないことに留意してください。
表4 - 大まかな等価物
| 中国 GB | DIN / W.Nr. | EN | AISI/SAE/ASTM | 日本工業規格 |
|---|---|---|---|---|
| 40Cr | 41Cr4 | 1.7035(EN10083ファミリー) | 5140(約) | SCr440 |
注釈 多くのサプライヤーはカタログに 40Cr = 41Cr4 = 5140 と記載している。EN 規格では、41Cr4 または EN 10083-3 テクニカル・デリバリー・コンディションで表示される。C、Cr、Mnの公差を確認すること-わずかなばらつきが熱処理反応に影響する。
比較40Cr vs 4140 vs 42CrMo4
-
40CrとAISI/SAE 5140 / 4140の比較: 40Crと5140/4140は、炭素とクロムの含有量が近い。4140は通常モリブデンを含み、靭性と高温強度を高めるMn/Siレベルが仕様によって若干異なる。多くの機械部品では、購入者が化学的性質と機械的保証を受け入れれば、40Crと5140は互換性がある。高疲労や高温に曝される用途では、4140や42CrMo4の方が合金バランスが良い。
-
40Crと42CrMo4の比較: 42CrMo4はモリブデンを含み、合金バランスが若干異なる。42CrMo4は、厚肉部でのより高い芯線強度や、より優れた耐衝撃性が要求される場合に使用される。
デザインのヒント: 熱処理後の要求硬度/靭性、および機械的限界値 を、同等グレードのみを指定するのではなく、注文書 に明記すること。これによ り、サプライヤーがわずかに異なる化学物質を使 用した場合のリスクを軽減することができる。
機械加工性、溶接、表面処理
機械加工性:
焼ならし状態では、40Crは中炭素合金としてはそれなりに良い機械加工ができる。高硬度に焼入れ・焼戻しすると被削性は低下する。重切削の場合は、焼ならしを行うか、大量切削の前に中間焼鈍を行う。高強度条件での切削には、超硬チップと剛性の高い固定具が役立つ。
溶接:
40Crの溶接は、炭素含有量と硬化性のため、 多くの場合、予熱と溶接後の熱処理が必要であ る。小規模で重要でない加工品には、150~250 °Cの予熱を行ない、制御されたパス間温度を使用する。安全性が重視される、または大型の溶接 部材の場合は、適用される溶接規定に従って、 応力除去またはPWHTを行なう。溶接手順とPWHTが規定されていない限り、 溶接部を通して均一な焼入れ・焼戻し特性が期 待される場合は、溶接を避けること。
表面処理:
一般的な仕上げには、摩耗面の浸炭処理(硬質ケースと延性コアが必要な場合)、局部ゾーンの高周波焼入れ、表面疲労と耐食性を改善する窒化処理、保管中や組み立て中の腐食保護のためのリン酸塩または電気メッキ仕上げなどがある。
検査、試験、品質管理
クリティカルな部品については、指定すること:
-
バッチ化学的性質および熱処理記録を示す製造試験報告書(MTR)。
-
納入状態での機械的試験結果(引張、降伏、伸び、硬さ)。
-
靭性が重要な場合、指定温度でのシャルピーVノッチ衝撃値。
-
鍛造品や重要部位の非破壊検査(マグパーティクル、UT、ラジオグラフィー)。
-
微細構造および介在物評価(必要な場合)のための金属組織検査合格。
EN 10083(焼入れ・焼戻し用鋼)やASTMの購入規格のような規格は、多くの用途の受け入れ基準を定義しています。これらの規格を使用して、検査のホールドポイントと受入限度を定義します。
代表的な用途と工学的考察
40Crで製造された一般的な部品:
-
ドライブシャフト、トランスミッションギア、カップリング、アクスル。
-
スピンドル、ピン、マンドレルなどの工作機械部品。
-
建設機械部品-ピン、ブッシュ、高摩耗リンク。
-
Q+T後の強度と靭性の組み合わせを必要とする一般機械部品。
工学的な考慮:
-
疲労だ: 部品が高い繰返し荷重を受ける場合は、疲労限度を指定するか、ショットピーニングと表面仕上げの管理を要求して寿命を延ばす。
-
着る: 摺動面や摩耗面については、部品全体を硬化させるのではなく、局所的な表面硬化アプローチを検討する。
-
サイズ効果: 断面寸法が大きい場合は、熱処理サイクルを調整する必要があり、場合によっては貫通焼入れのグレードを変更する必要がある。
-
腐食: 40Crはステンレスではないので、腐食が性能を低下させる場所では保護すること。
実践的調達チェックリスト
-
必要な最終状態:硬度範囲(HRCまたはHB)、引張/降伏、シャルピーエネルギー(必要な場合)を指定する。
-
実際の化学的性質と熱処理記録が記載されたミル・テスト・レポートを要求する。
-
許容される等価物を定義し、化学的な小さな偏差が許容されるかどうかを述べる。
-
NDTと(必要な場合は)メタログラフィーの受入基準を要求する。
-
仕上げ、表面処理、梱包の要件を含む。
-
溶接が必要な場合は、溶接手順とPWHTを明記すること。
事例
あるサプライヤーが、農業機械用の40Crシャフトを一括で供給している。図面では、室温で32-36HRC、シャルピーVノッチ≥27Jとなっています。購入者は、完全なMTR、サンプ ルのシャルピー・レポート、複数のシャ フトの硬度マップ、立会検査または第 三者ラボによる第一試料のチェックを要求す るべきである。データが不十分な靭性を示す場合は、硬度をいくらか犠牲にして衝撃エネルギーを向上させるために高温での焼き戻しを要求する。
40Crおよびその同等品は、いくつかの国際規格で扱われている。指定する際には、適用される規格とその版/日付を参照すること。
主な規格や参考文献は以下の通り:
-
EN 10083 シリーズ(焼入れ・焼戻し用鋼)および各国規格。
-
DIN 17200 / 41Cr4 (W. Nr. 1.7035)のデータシートは、機械的性質と熱処理に関するガイダンス用です。
-
MatWebなどのサプライヤー発行のデータシートや、機械的データの比較のための認定ラボ。
-
信頼できる供給業者や冶金研究所が公表している等価表。
最終的な調達や設計については、必ず契約で使用された正確な規格と改訂版を引用すること。
よくある質問
-
40Crは5140や4140と同じですか?
これらは近いが同一ではない。40Cr(GB)は一般的に41Cr4(DIN 1.7035)に対応し、しばしばSAE 5140またはAISI 4140と同様に扱われる。微量元素と許容範囲の違いにより、交換前にMTRと機械的特性を確認することが不可欠です。 -
焼入れ・焼戻し後の硬度は?
多くの40Cr部品の典型的な焼入れ・焼戻し硬度は、一般的なレシピを使用した場合、28~36HRCである。最終的な硬度は、オーステナイト化温度、焼入れ媒体、焼戻しスケジュールに依存する。 -
40Crは浸炭できますか?
40Crは、浸炭処理に続いて焼入れと焼戻しを行うことで、硬く耐摩耗性のある表面と強靭なコアが得られます。プロセスパラメータは、過度の歪みを避けるために選択する必要があります。 -
40Crの溶接はOKか?
溶接には注意が必要である。プリヒート温度と制御されたインターパス温度が推奨され、焼入れ性と炭素含有量のため、重要な部品にはPWHTが必要な場合がある。 -
どのような場合に40Crより42CrMo4を選ぶべきか?
42CrMo4は、Mo含有量と合金バランスの改善により、大断面での高い貫通硬化性、より優れた靭性、より高い使用温度が要求される場合に選択される。 -
納品時にどのような検査を受ける必要がありますか?
最低限、MTR、引張試験、硬度測定、発注書で指定されたNDTまたは衝撃試験を要求する。重要な部品については、金属組織検査と追加の機械的サンプリングを追加する。 -
断面サイズは熱処理にどのように影響するのか?
均一な貫通焼入れが不可能な場合は、高周波表面焼入れを検討する。 -
40Crは高温用途に適していますか?
40Crは耐熱合金ではない。高温での強度については、特に高温で使用するために設計された合金鋼を検討してください。 -
40Crにはどのような仕上げが一般的ですか?
浸炭処理、窒化処理、高周波焼入れ、保管中の腐食防止のためのリン酸塩皮膜処理、腐食防止が不可欠な場合のメッキ処理。 -
サプライヤーの品質を一定に保つには?
認証されたサプライヤーを使用し、規格と試験を指定し、追跡可能なMTRを要求し、熱処理工程の定期的な第三者監査を検討する。
簡単なまとめと最終選考チェックリスト
40Crは多用途の中炭素クロム合金で、焼入れ・焼戻し後の多くの機械部品に適しています。適度な合金化、制御された焼入れ性、コスト効果が優先される場合に使用します。貫通焼入れされた大断面、高 疲労負荷、より高い温度が要求される場合は、 より高い合金の代替を評価すること。機械的目標、熱処理条件、検査要件は、常に 調達文書に盛り込むこと。
