Für kleine Arbeiten, Reparaturen vor Ort und schweren verrosteten/verschmutzten Stahl, bei denen es auf Einfachheit und Tragbarkeit ankommt, Stickschweißen (SMAW) gewinnt in der Regel. Für die Produktion, die Herstellung dicker Bleche oder wenn Geschwindigkeit und hohe Abscheidung Priorität haben - insbesondere in der Werkstatt oder im Baugewerbe - ist Lichtbogenschweißen mit Flussmittel (FCAW) ist normalerweise die bessere Wahl. Jedes Verfahren hat klare technische Kompromisse (Einbrandprofil, Abscheidungsrate, Ausrüstungsbedarf, Schlackenverhalten, Rauchentwicklung und Kosten pro Länge), die ein Verfahren in bestimmten Branchen und unter bestimmten Verbindungsbedingungen vorteilhaft machen; eine kluge Wahl erfordert die Abstimmung auf die Schweißanwendung, die Umgebung und die Anforderungen der Vorschriften/Qualifikationen.
Was ist Stick Welding und Flux Core?
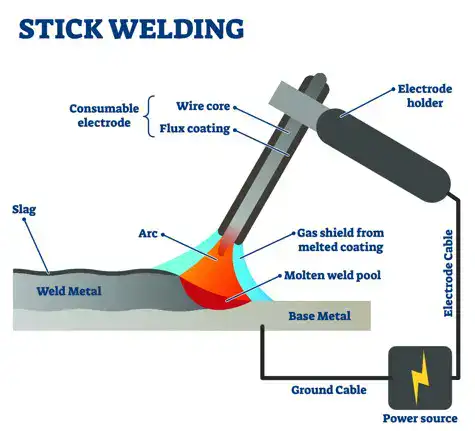
Stangenschweißen (SMAW): Schutzgasschweißen - verwendet einen flussmittelbeschichteten Schweißstab (Elektrode). Die Elektrode führt sowohl Strom als auch Schweißzusatz zu; das Flussmittel auf dem Stab schmilzt, um Schutzschlacke und Gas zu erzeugen, die das flüssige Schweißbad schützen. SMAW ist mechanisch einfach: eine Konstantstromquelle (Wechsel- oder Gleichstrom), Elektrodenhalter, Erdungsklemme und die Stäbe.
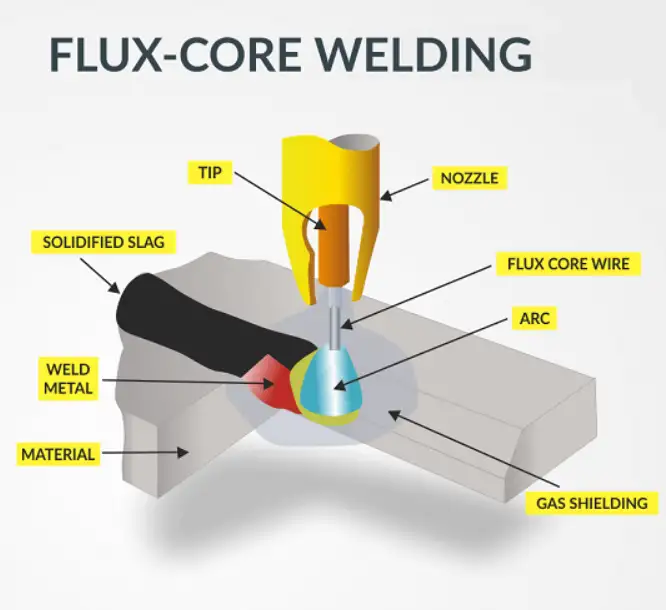
Lichtbogenschweißen mit Fülldraht (FCAW) führt einen Rohrdraht mit Flussmittel durch einen Drahtvorschub und eine Pistole. Es gibt zwei Hauptvarianten: selbstabgeschirmtes FCAW (FCAW-S) wobei der Fluss eine Abschirmung bietet, und Gasgeschütztes FCAW (FCAW-G) bei dem externes Schutzgas (häufig CO₂ oder Mischgase) für die Stabilität des Lichtbogens und die Metallurgie verwendet wird. Beim FCAW werden die Vorteile des Drahtvorschubs (höhere Abscheidung, gleichmäßiger Vorschub) mit einem Flussmittelschutz kombiniert, der Arbeiten im Freien und schwere Abschnitte ermöglicht.
Wie sich der Lichtbogen und das Verschleißteil unterscheiden (Mechanik und Metallurgie)
-
Geometrie der Elektroden: SMAW-Elektroden sind massive Stäbe mit Flussmittelumhüllung, während beim FCAW ein hohler, rohrförmiger Draht mit Flussmittel verwendet wird. Dieser strukturelle Unterschied führt zu Unterschieden in der Vorschubfähigkeit, der nutzbaren Länge und der Abscheidungseffizienz.
-
Abschirmungsmechanismus: Bei der Verbrennung von MSW-Beschichtungen entstehen Gase und Schlacke; bei FCAW-Flussmitteln geschieht Ähnliches im Inneren (und bei FCAW-G kommt externes Gas hinzu). Selbstgeschütztes FCAW und SMAW ermöglichen Arbeiten im Freien ohne Flaschen; FCAW-G und MIG erfordern eine Gasüberwachung.
-
Stromquelle und Polarität: Beim Stumpfschweißen werden in der Regel Konstantstrommaschinen (CC) verwendet; beim FCAW werden in der Regel Konstantspannungsquellen (CV) verwendet, die für den Drahtvorschub ausgelegt sind; die Polaritätsempfehlungen unterscheiden sich je nach Elektrodentyp (siehe Herstellerangaben und AWS-Klassifikationen).
Normen und Schweißzusatzwerkstoffklassifizierungen
Wichtige Normen, auf die Sie sich bei der Spezifikation von Elektroden, der Qualifizierung oder der Beschaffung beziehen sollten:
-
AWS A5.1/A5.1M - Kohlenstoffstahlelektroden für das Stumpfschweißen (gängige Klassifizierungen wie E7018).
-
AWS A5.20/A5.20M - Spezifikation für C-Stahl-Elektroden zum Lichtbogenschweißen mit Füllung (umfasst Drähte der Klasse E71T, Verwendbarkeitskennzeichen, Grenzwerte für diffundierbaren Wasserstoff usw.).
-
Projekt- und Bauvorschriften (z.B., AWS D1.1(z. B. API, Schiffbaunormen) verweisen auf zulässige Verfahren und Schweißzusätze und legen häufig die erforderliche Zähigkeit und Vorwärmung/Nachwärmung fest. Überprüfen Sie immer die Kontrollvorschriften.
Ausrüstung und Einrichtung: Was Sie brauchen
Minimale Ausrüstung und nennenswerte Extras für jeden Prozess:
SMAW (Stange):
-
CC-Schweißgerät (Transformator, Inverter CC), Elektrodenhalter, Masseklemme.
-
Stangengrößen normalerweise 1/16"-3/32"-1/8" (1,6-3,2-4,0 mm).
-
Grundlegende PSA; Schaufel für Schlacke und Meißelhammer.
FCAW:
-
CV-Stromquelle mit Drahtvorschub und einer Stromdüse/Pistoleneinheit.
-
Spule mit Fülldraht (selbstabgeschirmte Spulen können ohne Gas verwendet werden; gasabgeschirmte Drähte erfordern Regler, Schlauch und Gas).
-
Geeignete Antriebsrollen (V- oder U-Rille) und Laufbuchsen für den jeweiligen Drahttyp.
-
Manchmal werden auch Verbrauchsmaterialien zum Schutz gegen Spritzer und spezielle Schutzgasmischungen verwendet.
Leistungskennzahlen - Schnellvergleichstabelle
| Metrisch | SMAW (Stange) | FCAW (flussmittelgekühlt) |
|---|---|---|
| Typische Ablagerungsrate | Niedrig-mäßig (Unterbrechung des Stabwechsels) | Hoch (kontinuierlicher Drahtvorschub) - bis zu mehrere Male höher. |
| Reisegeschwindigkeit | Langsamer | Schneller |
| Typische Penetration | Im Allgemeinen gute, tiefe Durchwurzelung auf schweren Abschnitten | Sehr gut; FCAW ist oft für hohe Abscheidungen mit starker Verschmelzung ausgelegt (variiert je nach Draht). |
| Eignung für den Außenbereich | Ausgezeichnet (keine Flasche erforderlich) | FCAW-S ausgezeichnet; FCAW-G ohne Windschutz nicht geeignet. |
| Schlacke und Reinigung | Schwere Schlacke, Handzerkleinerung erforderlich | Schlacke vorhanden (abhängig vom Draht), erfordert oft Zerspanung/Schleifen |
| Komplexität der Ausrüstung | Einfach | Größer (Zubringer, Pistole, Antriebsrollen) |
| Einfaches Lernen | Relativ leicht zu starten | Mit Drahtvorschub ist es einfacher, gleichmäßige Perlen zu erhalten, aber die Einstellungen und der Vorschub müssen angepasst werden. |
| Kosten pro Pfund Schweißgut | Geringere Elektrodenkosten, aber geringere Produktivität | Höhere Kosten für Verbrauchsmaterial, aber höhere Produktivität (Kosten pro Fuß in der Produktion oft niedriger). |
(Referenzen: technische Daten und Herstellerleitfäden aus Industriequellen).
Praktische Arbeitsbedingungen - im Freien, Arbeitsplatz und Sauberkeit
-
Im Freien / windige Standorte: SMAW und selbstgeschütztes FCAW (FCAW-S) werden bevorzugt, weil das Flussmittel die Abschirmung liefert und keine Gasflaschen weggeblasen werden. Gasgeschütztes FCAW oder MIG/GMAW haben bei Wind ohne Windschutz keine Chance.
-
Schweißen außerhalb der Position (vertikal, über Kopf): Bestimmte Elektroden-/Drahtformulierungen sind für das Bergauffahren und Positionsschweißen optimiert. FCAW-Formulierungen werden für das vertikale/aufwärtsgerichtete Schweißen in der Schwerindustrie hergestellt; SMAW-Elektroden (z. B. die wasserstoffarme E7018) werden häufig für die Positionsqualifizierung in Normen verwendet. Beachten Sie immer die Kennzeichnung der Elektrodenverwendbarkeit und die Anforderungen an die Verfahrensprüfung.
-
Schmutziges oder rostiges Metall: Sowohl das SMAW- als auch das FCAW-Verfahren tolerieren eine gewisse Oberflächenverschmutzung besser als das MIG- oder WIG-Verfahren mit Massivdraht, aber eine Vorreinigung wird dennoch empfohlen, um Porosität oder Schlackeneinschlüsse zu vermeiden. Das FCAW-Verfahren kann bei Reparaturen mit hohen Stückzahlen nachsichtiger sein.
Qualität, häufige Mängel und deren Behebung
Typische SMAW-Fehler
-
Porosität - durch Feuchtigkeit in den Stäben, schlechte Technik oder kontaminiertes Grundmetall. Halten Sie die Stäbe trocken; lagern Sie die wasserstoffarmen Stäbe gemäß den Angaben des Herstellers.
-
Unterschnitt / fehlende Verschmelzung - falsche Fahrgeschwindigkeit, falsche Stromstärke, falscher Elektrodenwinkel.
-
Einschluss von Schlacke - unzureichende Schlackenentfernung zwischen den Durchgängen.
Typische FCAW-Fehler
-
Porosität - häufig durch unzureichende Abschirmung (Wind, falscher Gasfluss bei FCAW-G), falsche Polarität oder nasses Flussmittel im Draht verursacht.
-
Übermäßige Spritzer und Rauch - häufig bei bestimmten selbstabgeschirmten Drähten und falschen Einstellungen; Rauchkontrolle wichtig.
-
Unvollständige Verschmelzung/Durchbrennen - zu hohe Fahrgeschwindigkeit oder falsche Parameter.
Wie man die
-
Halten Sie sich immer an die vom Hersteller angegebenen Werte für Spannung, Drahtgeschwindigkeit/Ampere und Elektrodenwinkel. Verwenden Sie das empfohlene Schutzgas und den empfohlenen Durchfluss für FCAW-G. Verbrauchsmaterialien trocken lagern; Stäbe mit niedrigem Wasserstoffgehalt (z. B. E7018) sollten gemäß Spezifikation in Öfen gelagert werden. Bei fortbestehenden Defekten die AWS- und Herstelleranleitungen zur Fehlerbehebung heranziehen.
Kosten und Produktivität
Produktivitätsfaktoren: Abscheidungsrate (lb/h oder kg/h), Verfahrgeschwindigkeit, erforderliche Nacharbeit, Qualifikation des Bedieners, Ausfallzeit für Elektroden-/Spulenwechsel.
| Kostenfaktor | SMAW | FCAW |
|---|---|---|
| Verbrauchsmaterial Stückpreis | Niedriger pro Stange | Höher pro Spule/Draht |
| Vergeudete Füllstofflänge | Etwas Abfall an den Stangenenden | Minimal (Drahtvorschub verwendet fast alles) |
| Arbeit (pro Fuß Schweißnaht) | Höher (langsameres Reisen, mehr Stopps) | Niedriger (kontinuierlicher Vorschub, schneller) |
| Vorbereitungs- und Aufräumzeit | Signifikant (Schlackensplitter pro Durchgang) | Mäßig (Schlacke muss noch entfernt werden) |
| Investitionen in Ausrüstung | Unter | Höher (Zubringer, Pistole, Spule) |
Auslegung: Bei einmaligen Reparaturen oder kleinen Aufträgen sind die Gesamtkosten beim MSW-Schweißen aufgrund der minimalen Einrichtung oft niedriger. Bei sich wiederholenden, langen Schweißnähten oder bei der Produktion dicker Bleche reduzieren die höhere Abschmelzleistung und der kontinuierliche Vorschub von FCAW in der Regel die Kosten pro linearem Fuß trotz höherer Verbrauchsmaterialkosten. Produktivitätsstudien von Herstellern und Betrieben zeigen, dass die Abschmelzraten beim FCAW-Schweißen bei ähnlichen Verbindungsgrößen um ein Vielfaches höher sein können als beim SMAW-Schweißen, was sich bei größeren Aufträgen in niedrigeren Arbeits- und Gesamtkosten niederschlägt.
Gesundheit, Dämpfe und Umweltaspekte
-
Rauchentwicklung: Beim FCAW (beide Varianten) entstehen aufgrund des kontinuierlich brennenden Flussmittels und der hohen Abscheidungsraten häufig mehr Dämpfe als beim SMAW. Metalldampf und Flussmittelbestandteile können die Mangan- und Eisendampfwerte erhöhen - wichtig für die Expositionsgrenzwerte und die Planung der Belüftung. Verwenden Sie eine lokale Absaugung (LEV), Atemschutzmasken, falls erforderlich, und beachten Sie die Arbeitsplatzgrenzwerte.
-
Rauch und Sicht: Beim selbstabgeschirmten FCAW-Verfahren kann starker Rauch entstehen, der die Sicht behindert; es wird eine Beleuchtung und Rauchkontrolle empfohlen.
-
Beseitigung von Schlacke und Spritzern: Bei beiden Verfahren ist eine Reinigung nach dem Schweißen erforderlich; beim FCAW-Verfahren entstehen oft mehr Spritzer, und beim SMAW-Verfahren ist die Schlacke stückiger. Eine ordnungsgemäße Haushaltsführung ist wichtig, um Rutschgefahren zu vermeiden und die Zuverlässigkeit der Prüfungen zu gewährleisten.
Auswahl nach Anwendung - Beispiele aus der Industrie
Konstruktion / Stahlbau
-
Bevorzugt: FCAW-G (Shop) für Effizienz; FCAW-S oder SMAW (Feldbedingungen), wenn Wind oder Mobilität den Einsatz von Flaschen verhindern. In vielen Montagebetrieben werden FCAW-Anlagen für Kehlnähte und SMAW-Anlagen für Wurzelschweißungen eingesetzt, wenn die Vorschriften eine spezielle Schweißzusatzwerkstoffqualifikation verlangen.
Schiffbau / Schwermaschinenbau
-
Bevorzugt: FCAW für großvolumige Kehl- und Rillenschweißungen aufgrund des Durchsatzes; SMAW wird häufig für Reparaturen verwendet oder wenn qualifizierte Verfahren es erfordern.
Wartung und Reparatur
-
Bevorzugt: SMAW oder FCAW-S für Tragbarkeit und Toleranz bei nicht ganz perfekter Passform.
Pipeline-/Feldschweißen
-
Das MSG-Schweißen hat eine lange Tradition bei Rohrleitungsarbeiten; das FCAW-Schweißen kann für einige Anwendungen verwendet werden, wenn die Verfahren und die Qualifikation dies zulassen, aber die Möglichkeiten des Schutzgasschweißens im Freien können begrenzt sein. Halten Sie sich immer an die Vorschriften und Qualifikationsanforderungen.
Empfohlene Elemente für Schweißverfahren & Parameterbeispiele
Anmerkung: Die folgenden sind Beispiel Parameterbereiche für typische C-Stahl-Verbindungsgrößen; entwickeln Sie immer eine WPS/PQR und befolgen Sie die Anleitungen des Elektrodenherstellers und des AWS-Codes für Abnahmekriterien und Prüfungen.
| Gelenk / Elektrode | Beispiel SMAW | FCAW-Beispiel (Typ E71T) |
|---|---|---|
| 3/16" Hohlkehle (1/8-1/4") | E7018 1/8" (3,2 mm), DC+ oder AC, 90-120 A, Verfahrweg 3-6 in/min | E71T-1 0,035"-Draht, 16-22 V, 200-260 ipm (~150-220 A), schnellerer Weg |
| 1/2" Rillenschweißung | E7018 5/32"-3/32", 140-220 A (Mehrfachdurchlauf) | 0,045" E71T-Typ, 22-28 V, 200-300 ipm (hohe Abscheidung) |
Typische Elemente des Verfahrens zur Kontrolle
-
Vorwärm- und Zwischenlagentemperaturen (nach Vorschrift und Grundmetall).
-
Elektrodenlagerung (z. B. E7018-Ofenlagerung gemäß AWS A5.1).
-
Schutzgaseinstellungen für FCAW-G (Durchflussmenge und Gasgemisch).
-
Wartung der Antriebsrolle und des Trägermaterials, um Probleme bei der Zuführung zu vermeiden.
-
Filetgröße, Verfahrwinkel, Webmuster pro Fugenbild.
Ausbildung, Qualifikation und Zertifizierung
-
Schweißerqualifikationen (Verfahren und Schweißerleistung) werden häufig von Normen bestimmt (AWS D1.1 für Baustahl, API für Rohrleitungen, ASME für Druckgeräte). Die Normen können sowohl SMAW als auch FCAW zulassen, sofern die WPS/PQR die Anforderungen an die mechanischen Eigenschaften und die Zähigkeit erfüllen und der Schweißer ein qualifiziertes Schweißgut erhält.
-
Die Arbeitgeber sollten für jedes Verfahren und jede Position Leistungsnachweise der Schweißer führen. FCAW-Schweißer müssen im Einrichten des Drahtvorschubs (Antriebsspannung, Auswahl der Einlage) geschult sein, während MSG-Schweißer die Handhabung der Elektrode und die Schlag-/Abschlagtechnik beherrschen müssen.
Praktische Tipps aus der Ladenpraxis
-
Halten Sie Fülldrahtspulen trocken und abgedeckt; Feuchtigkeit verursacht Porosität.
-
Für das Stumpfschweißen sind Stäbe mit niedrigem Wasserstoffgehalt in geeigneten Öfen zu lagern und bei Bedarf zu brennen.
-
Bei FCAW-G sind Gasauswahl und Durchflussmenge vor der Produktion am Schrott zu überprüfen.
-
Geeignete PSA und Rauchkontrolle verwenden: Höhere Abscheidungsprozesse erfordern in der Regel eine bessere Belüftung.
FAQs
-
Welches Verfahren ergibt ein festeres Schweißgut?
Die Festigkeit hängt von der Chemie des Zusatzwerkstoffs und dem Verfahren ab. FCAW-Drähte werden hergestellt, um bestimmte Zug-/Zähigkeitseigenschaften zu erfüllen, und Stäbe für das Stumpfschweißen (z. B. E7018) werden ebenfalls hergestellt, um Codeklassen zu erfüllen. Keines der beiden Materialien ist von Natur aus stärker - beachten Sie die AWS-Spezifikationen für die erforderlichen mechanischen Eigenschaften. -
Ist FCAW besser als Stick für strukturelle Arbeiten?
Für großvolumige strukturelle Verrundungen und dicke Bleche wird aus Produktivitätsgründen oft das FCAW-Verfahren bevorzugt. Für Code-sensitive Wurzeldurchgänge oder Qualifikationsanforderungen kann das SMAW immer noch erforderlich sein. -
Kann FCAW im Freien verwendet werden?
Ja für selbstgeschütztes FCAW-S. Gasgeschütztes FCAW (FCAW-G) ist windanfällig, wenn es nicht geschützt ist. -
Was ist für Anfänger einfacher?
Viele Anfänger finden es einfacher, mit Drahtvorschub (FCAW) gleichmäßige Perlen zu erzeugen, aber beide Verfahren erfordern Übung, um das Schmelzen zu kontrollieren und Fehler zu vermeiden. -
Was erzeugt mehr Abgase?
Beim FCAW entstehen in der Regel größere Mengen an Rauch; setzen Sie dementsprechend eine Rauchgasabsaugung und PSA ein. -
Braucht FCAW Schutzgas?
Manchmal: FCAW gibt es sowohl als selbstgeschützte (ohne externes Gas) als auch als gasgeschützte Variante. Wählen Sie je nach Umgebung und gewünschten Schweißeigenschaften. -
Sind FCAW-Schweißnähte leicht visuell zu prüfen?
Schlacke und Spritzer können Defekte verbergen. Halten Sie daher die Schweißnähte zwischen den Durchgängen sauber und wenden Sie bei kritischen Verbindungen eine normgerechte ZfP an. -
Welches Verfahren verschwendet weniger Verbrauchsmaterial?
Bei Drahtvorschub gibt es weniger Abfall (fast die gesamte Spule wird verwendet) als bei Stabstäben (die Enden können verschwendet werden). Dies senkt die effektiven Kosten in der Produktion. -
Wie entscheide ich mich für Rohrleitungs- oder Druckbehälterarbeiten?
Befolgen Sie die geltenden Vorschriften: In den ASME/API/AWS-Codes sind die zulässigen Verfahren und Schweißzusatzwerkstoffklassen sowie die Eignungsprüfungen festgelegt. Gehen Sie nicht von Vermutungen aus, sondern überprüfen Sie zuerst die vertraglichen oder gesetzlichen Anforderungen. -
Kann ich zwischen den Prozessen desselben Auftrags wechseln?
Ja, aber WPS/PQRs und Schweißerqualifikationen müssen beide Verfahren abdecken, wenn sie in derselben Struktur verwendet werden. Die Wärmezufuhr und die Zwischenlagentemperatur müssen kontrolliert werden, um metallurgische Probleme zu vermeiden.
Endgültiger Entscheidungsrahmen
-
Kleine Reparatur, einmalig, abgelegener Standort, windige Bedingungen → Stumpfschweißen oder FCAW-S.
-
Hoher Durchsatz, dicke Platten, Werkstattumgebung → FCAW-G (oder FCAW-S für Hohlkehlen, falls Tragbarkeit erforderlich).
-
Code diktiert Füllstoff oder Verfahren → Befolgen Sie die maßgebliche Norm (AWS, ASME, API) und qualifizieren Sie sich entsprechend.
