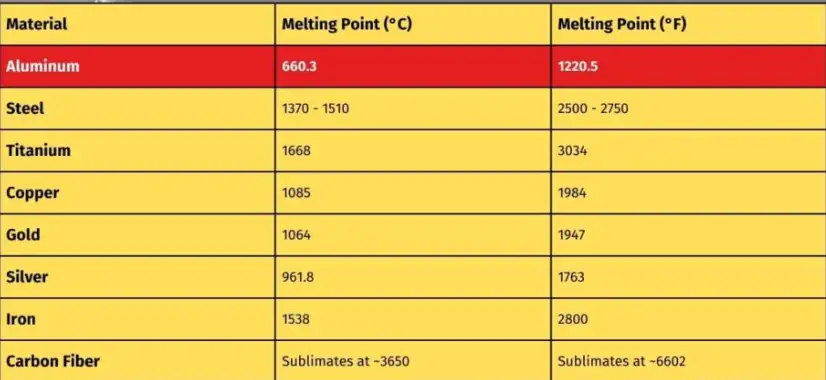
Der Schmelzpunkt von reinem elementarem Aluminium (Al, 99,99% oder technische Qualität) beträgt 660,32 °C (933,47 K; 1.220,58 °F). In der Praxis weisen handelsübliche Aluminium- und technische Legierungen niedrigere oder breitere Schmelzbereiche auf: Typische Gusslegierungen beginnen zu schmelzen (Solidus) ab etwa 500-620 °C und beenden das Schmelzen (Liquidus) bis zu 640-660+ °Cje nach Zusammensetzung.
Grundlegende Definition: Schmelzpunkt vs. Solidus & Liquidus
Der Begriff "Schmelzpunkt" bezieht sich normalerweise auf den Gleichgewichtsschmelztemperatur eines reinen kristallinen Stoffes, bei der die feste und die flüssige Phase nebeneinander bestehen. Bei reinem Aluminium ist dies eine einzige, genau definierte Temperatur. Bei Legierungen erfolgt das Schmelzen in einem bestimmten Bereich: Der Solidus ist die Temperatur, bei der das Schmelzen beginnt (die erste Flüssigkeit erscheint), und der liquidus ist der Punkt, an dem das Schmelzen beendet ist (der letzte Feststoff verschwindet). In der technischen Praxis sind beide Endpunkte von Bedeutung, da Verarbeitungsfenster und Mikrostrukturen davon abhängen, wie viel Flüssigkeit bei einer bestimmten Temperatur vorhanden ist.
Akzeptierter Standardwert für reines Aluminium
Hochwertige Quellen sind sich einig über die akzeptierte Schmelztemperatur von elementarem Aluminium:
-
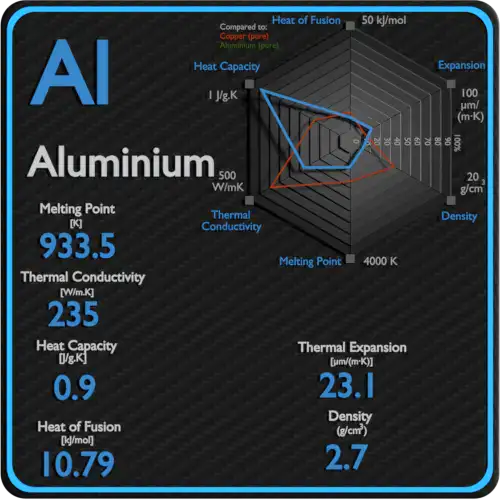
NIST/Chemie WebBook und thermochemische Datenbanken geben den Schmelzpunkt mit ~933,47 K = 660,32 °C (1.220,58 °F). Dies ist der in den thermophysikalischen Tabellen verwendete Wert.
-
In Nachschlagewerken (CRC Handbook, RSC Periodic Table, Britannica) wird im Wesentlichen derselbe Wert (660,3 °C) angegeben, manchmal auf 660 °C gerundet.
Diese maßgeblichen Werte beruhen auf hochpräzisen kalorimetrischen Messungen und Schmelzpunktmessungen und sind die Grundlage für Werkstoffdatenblätter.
Thermodynamischer und kristallografischer Hintergrund
Aluminium hat ein kubisch-flächenzentriertes (fcc) Kristallgitter (α-Al), das bis zum Schmelzpunkt stabil ist. Das Schmelzen erfordert eine Unterbrechung der langreichweitigen Ordnung des Gitters: Das Phononen- und Bindungsenergiegleichgewicht wird thermodynamisch durch die Differenz der freien Energie zwischen flüssig und fest beschrieben. Die Schmelzwärme von Aluminium ist bescheiden (≈ 10,7 kJ/mol), was der relativ niedrigen Schmelztemperatur im Vergleich zu Refraktärmetallen entspricht. Da das fcc-Gitter viele Gleitsysteme bietet, ist festes Aluminium bis zu schmelznahen Bedingungen duktil.
Wie Legierungselemente und Verunreinigungen das Schmelzverhalten verändern
Legierungselemente beeinflussen das Schmelzintervall durch Veränderung der thermodynamischen Gleichgewichte:
-
Schmelzpunktdepression: Viele Legierungselemente (Si, Cu, Mg, Zn, Fe) senken den Solidus oder schaffen einen Schmelzbereich, weil sie sich im Al-Gitter auflösen oder niedrigschmelzende Eutektika bilden.
-
Eutektische Systeme: Bei einigen zwei- oder mehrkomponentigen Al-Legierungen kommt es zu eutektischen Reaktionen, bei denen sich bei Temperaturen deutlich unter 660 °C eine lokale Flüssigkeit bildet. Beispielsweise zeigen Al-Si-Gusslegierungen je nach Si-Anteil ein eutektisches Schmelzen bei 577 °C.
-
Hochreine gegenüber technischen Sorten: Ultrahochreines Al (99,999%) weist das schärfste Schmelzplateau auf; handelsübliche Sorten mit Spuren von Verunreinigungen können eine geringfügige Verbreiterung des Schmelzbereichs aufweisen.
-
Segregation und Mikrostruktur: Während der Erstarrung verursacht die Verteilung der gelösten Stoffe eine Mikrosegregation, die das lokale Schmelzverhalten beim Wiedererwärmen oder Löten beeinflusst.
Technische Implikationen: Verwenden Sie bei der Einstellung von Ofen- oder Schweißtemperaturen immer legierungsspezifische Solidus-/Flüssigkeitsdaten (nicht die elementaren 660,32 °C).
Solidus und Liquidus: ausgewählte Legierungen (Tabellen)
Reines Aluminium (Referenz)
| Eigentum | Wert |
|---|---|
| Schmelzpunkt (Tfus) | 660.32 °C |
| Kelvin | 933.47 K |
| Fahrenheit | 1,220.58 °F |
| Schmelzwärme (ΔHf) | ≈ 10,67 kJ/mol |
| Dichte (fest bei RT) | 2,70 g-cm-³ |
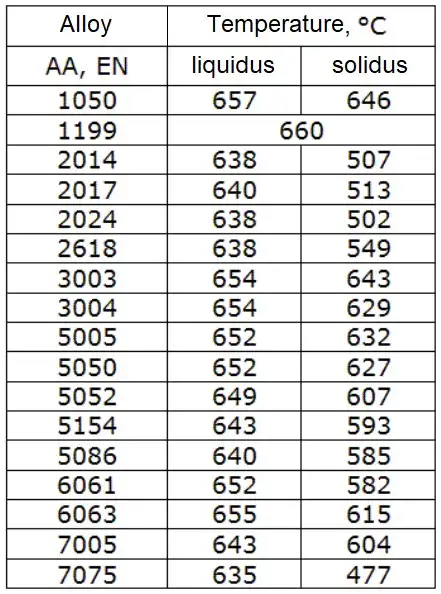
Repräsentativer Solidus/Liquidus für gängige Al-Legierungen (typische Bereiche)
Hinweis: Die Legierungsbereiche variieren je nach Zusammensetzung, Temperaturregelung, Messverfahren und Normen (siehe Datenblätter der Legierungen).
| Familie der Legierungen | Typischer Solidus (°C) | Typischer Liquidus (°C) | Kommentar |
|---|---|---|---|
| 1xxx (reines Al) | 660 | 660 | Im Wesentlichen ein einziger Punkt |
| 2xxx (Al-Cu-Reihe, z. B. 2024) | 502-505 | 635-640 | Breites Schmelzintervall aufgrund der Intermetallik |
| 3xxx (Al-Mn, z. B. 3003) | ≈ 640 | ≈ 650 | Engerer Bereich, arbeitshärtbar |
| 4xxx (Al-Si-Guss/Stab, z. B. 4032) | 577 | 615 | Al-Si-Eutektika niedrigeres Schmelzen |
| 5xxx (Al-Mg, z. B. 5083) | ≈ 570-620 | ≈ 625-640 | Mg-Gehalt beeinflusst Reichweite |
| 6xxx (Al-Mg-Si, z. B. 6061) | ≈ 555-640 | ≈ 640-650 | Typische Strangpresslegierungen |
| 7xxx (Al-Zn, z. B. 7075) | ≈ 477-610 | ≈ 608-635 | Kann niedrigschmelzende Ausscheidungen enthalten |
| Gusslegierungen (Al-Si) | 520-570 | 575-640 | Gutes Gießverhalten bei niedrigeren Temperaturen |
(Die obigen Bereiche sind illustrativ; genaue Angaben zum Solidus/Flüssigkeitskoeffizienten finden Sie in den Datenblättern der Legierungshersteller oder in den Blättern der ASM/Aluminum Association).
Praktische Konsequenzen für das Schmelzen, Gießen und Schweißen
-
Gießerei-Praxis: Zum Schmelzen und Warmhalten halten die Gießereien in der Regel die Ofentemperaturen 50-150 °C über dem Liquidus der Legierung, um Fließfähigkeit, Entgasung und die zum Gießen erforderliche Überhitzung zu gewährleisten. Für reines Aluminium könnte dies bedeuten, dass die Schmelze je nach Gießverfahren und -zeit bei ~720-800 °C gehalten wird.
-
Schweißen/Löten: Bei lokaler Erwärmung (z. B. WIG, MIG) muss vermieden werden, dass der Solidus von Legierungen in der Nähe von Verbindungsstellen überschritten wird; Vorwärm- oder Zwischenlagentemperaturen werden gewählt, um ein Schmelzen der Wärmeeinflusszonen zu verhindern. Beim Löten werden Schweißzusatzwerkstoffe mit niedrigeren Schmelzpunkten verwendet.
-
Wärmebehandlung: Lösungsbehandlungen liegen weit unter der Schmelztemperatur, müssen aber so gewählt werden, dass das Gefüge die Verfestigungsphasen auflöst, ohne sich dem beginnenden Schmelzen anzunähern (das in der Nähe des Solidus auftritt, wo niedrigschmelzende Bestandteile schmelzen).
-
Recycling: Schrott ist eine Mischung aus Guss- und Knetsorten; das Schmelzverhalten wird von den am niedrigsten schmelzenden Bestandteilen und dem Vorhandensein von Verunreinigungen (z. B. Zn, Pb) bestimmt, so dass Prozesssteuerung und Flussmittel wesentlich sind.
Messmethoden, Kalibrierung und Unsicherheit
Gemeinsame Messverfahren:
-
Differential-Scanning-Kalorimetrie (DSC): Misst den Wärmefluss; liefert präzise Anfangs- (Solidus) und Spitzentemperaturen (Schmelzpunkt) für kleine Proben. Kalibrierstandards (z. B. Indium, Zink) sind erforderlich, um eine rückführbare Genauigkeit zu gewährleisten.
-
Thermische Differenzialanalyse (DTA): Ähnlich wie DSC; billiger, aber mit größerer Unsicherheit.
-
Pyrometrie / optische Methoden: Wird in Gießereien zur Überwachung von Badtemperaturen verwendet; Emissionsgrad und Kalibrierung sind entscheidend, und Pyrometer messen die Oberflächentemperatur, nicht das innere Gleichgewicht.
-
Schmelzpunktgerät / Kapillarrohr: Traditionelle Labormethoden für reine Substanzen.
Quellen der Ungewissheit: Reinheit der Probe, Erhitzungsrate (höhere Raten verschieben die beobachteten Anfangstemperaturen), Atmosphäre (Oxidation erhöht die scheinbaren Temperaturen durch Isolierung) und Gerätekalibrierung. Für hochpräzise Messungen sollten Sie Standardreferenzmaterialien verwenden und die Messmethode sowie die Erhitzungsrate angeben.
Phasendiagramme und eutektische Phänomene
Phasendiagramme (binär und mehrkomponentig) zeigen, welche Phasen bei bestimmten Zusammensetzungen und Temperaturen stabil sind. Hauptmerkmale für Aluminiumsysteme:
-
Al-Si binär: Ein gebräuchliches Gießsystem mit einem Eutektikum um ~12,6 wt% Si; die Eutektikumstemperatur ist deutlich niedriger als bei reinem Al (≈ 577 °C für das Al-Si-Eutektikum). Aus diesem Grund werden Al-Si-Gusslegierungen für niedrige Gießtemperaturen und gutes Fließverhalten ausgewählt.
-
Al-Cu, Al-Mg, Al-Zn: Diese Systeme zeichnen sich durch intermetallische Verbindungen und komplexe Primärphasen aus, die die Festigkeit erhöhen, aber auch die Komplexität des Schmelzbereichs erhöhen.
-
Ternäre Wechselwirkungen: Echte technische Legierungen sind mehrkomponentig; Phasendiagramme werden zusammen mit der rechnerischen Thermodynamik (CALPHAD) verwendet, um Liquidus/Festkörper und die Bildung von Ausscheidungen vorherzusagen.
Schmelzwärme, Dichteänderung und thermophysikalische Eigenschaften beim Schmelzen
Wichtige Zahlen für die Prozessmodellierung:
-
Schmelzwärme ΔHf: ≈ 10,67 kJ/mol (≈ 397 J/g).
-
Veränderung der Dichte: Dichte von festem Aluminium bei RT ~2,70 g-cm-³; beim Schmelzen nimmt die Dichte ab - typische Flüssigkeitsdichte nahe dem Schmelzen ≈ 2,37 g-cm-³. Diese Kontraktion/Expansion ist für die Berechnung der Gießschwindung von Bedeutung.
-
Spezifische Wärme und Wärmeleitfähigkeit: Beide nehmen in der Nähe des Schmelzpunktes zu; die Wärmeleitfähigkeit nimmt stark ab, wenn der Feststoff flüssig wird. Genaue Modelle für die Erstarrung erfordern temperaturabhängige Eigenschaften.
Sicherheit, Oxidation und Kontrolle der Ofenatmosphäre
Aluminium oxidiert leicht; die Oxidschicht (Al₂O₃) bildet sich fast sofort und erhöht die Anforderungen an das Oberflächenschmelzen für einen sauberen Metallfluss. Praktische Maßnahmen:
-
Fluxen und Krätzekontrolle: Flussmittel und Abkrätzen entfernen Oxide und Verunreinigungen; Krätze enthält mitgerissene Oxide und muss sicher gehandhabt werden.
-
Inerte oder reduzierende Atmosphären: Beim Schmelzen im Labor und bei Speziallegierungen wird die Oxidation durch Inertgas (Argon) oder reduzierende Atmosphären begrenzt. Bei Massengießereien sind Flussmittel und gute Ofenkonstruktionen Standard.
-
Vermeidung von Kontaminationen: Vermeiden Sie den Kontakt mit Wasser in der Nähe von geschmolzenem Metall (Gefahr von Dampfexplosionen). Schlacke und Verunreinigungen mit niedrigem Schmelzpunkt (z. B. Verunreinigung durch Zink oder Blei) können gefährliche Spritzer verursachen.
Typische industrielle Sollwerte und Kontrollstrategien
Die Praxis in Gießereien und Schmelzwerken ist leistungsorientiert:
-
Schmelzofensollwert für allgemeine Gusslegierungen: allgemein 700-760 °Cje nach Legierung und gewünschter Überhitzung.
-
Haltetemperaturen: hängen von der Zeit in der Pfanne und der Exposition ab; Aufrechterhaltung einer ausreichenden Überhitzung für den Metalltransfer, aber Minimierung von Oxidation und Kornwachstum.
-
Kontinuierliche Überwachung: Thermoelemente (Typ B, S) und optische Pyrometer werden bei regelmäßiger Kalibrierung verwendet. Bei kritischen Legierungen wird die Zusammensetzung vor dem Gießen durch eine Probenanalyse bestätigt.
Messbeispiel (wie man Schmelzdaten für eine neue Legierung meldet)
Bei der Beschreibung des Schmelzverhaltens einer im Labor gegossenen Legierung ist Folgendes anzugeben:
-
Chemische Zusammensetzung der Legierung (wt% der Hauptelemente)
-
Messverfahren (DSC/DTA/Pyrometer) und Heizrate
-
Beobachteter Solidus und Liquidus mit Unsicherheit (z. B. Solidus = 578 ± 2 °C, Liquidus = 613 ± 2 °C)
-
Probenvorbereitung und Atmosphäre (Argon, Luft)
-
Mikrostrukturelle Anmerkungen (eutektische Phasen, Primärkristalle)
-
Verweis auf verwendete Kalibrierstandards
FAQs
1. Wie hoch ist der Schmelzpunkt von reinem Aluminium?
660,32 °C (933,47 K; 1.220,58 °F) ist die anerkannte Schmelztemperatur für elementares Aluminium.
2 Warum schmelzen Aluminiumlegierungen bei unterschiedlichen Temperaturen?
Legierungselemente und Verunreinigungen verändern das Phasengleichgewicht, schaffen Eutektika und erzeugen mehrphasige Mikrostrukturen, die in einem Temperaturbereich (Solidus → Liquidus) schmelzen.
3. Was ist der Unterschied zwischen Solidus und Liquidus?
Die solidus ist die Temperatur, bei der das Schmelzen beginnt; die liquidus ist der Punkt, an dem das Schmelzen abgeschlossen ist. Dazwischen ist das Material eine Mischung aus fest und flüssig.
4. Wie wähle ich eine Ofentemperatur für das Schmelzen einer Al-Legierung?
Wählen Sie eine Temperatur, die über dem Liquidus der Legierung liegt, um eine geeignete Überhitzung (in der Regel 50-150 °C), um die Fließfähigkeit zu gewährleisten und gleichzeitig die Oxidation und Gasaufnahme zu minimieren.
5. Erhöhen oder senken Verunreinigungen den Schmelzpunkt von Aluminium?
Die häufigsten Verunreinigungen unter die effektive Schmelztemperatur zu senken (Schmelzpunktsenkung) oder niedrigschmelzende Eutektika zu erzeugen. Ausnahmen hängen vom spezifischen Phasenverhalten ab.
6. Ist Aluminiumoxid (Tonerde) dasselbe wie der Schmelzpunkt von Aluminium?
Nein. Al₂O₃ (Tonerde) schmilzt bei einer viel höheren Temperatur (~2.000 °C) als metallisches Al (≈ 660 °C). Die Oxidschicht erschwert das Schmelzen und Gießen, ändert aber nicht den Schmelzpunkt des Elements.
7 Wie genau sind Schmelzpunktmessungen?
DSC/DTA im Labor kann bei ordnungsgemäßer Kalibrierung den Schmelzbeginn auf ±0,5-2 °C genau bestimmen; die industrielle Pyrometrie weist aufgrund von Emissionsgrad und Oberflächeneffekten größere Unsicherheiten auf.
8. Kann ich zu Hause Aluminium in einem Elektroofen schmelzen?
Das Schmelzen von Aluminium in kleinem Maßstab ist möglich, erfordert aber eine entsprechende Ausrüstung (feuerfester Tiegel, Flussmittel, Belüftung). Die Sicherheitsrisiken (heißes Metall, Dämpfe, Wasserkontakt) machen es für ungeübte Bastler riskant.
9. Was hat das Schmelzen mit dem Recycling von Aluminium zu tun?
Recycelte Ströme enthalten eine Mischung aus Legierungen und Verunreinigungen; das Schmelzverhalten wird von den am niedrigsten schmelzenden Bestandteilen und Verunreinigungen (z. B. Zn, Pb) bestimmt, so dass Sortierung und Fluxen für die Aufrechterhaltung der Qualität unerlässlich sind.
10. Wo kann ich maßgebliche Solidus-/Liquidusdaten für eine bestimmte Legierung finden?
Verwenden Sie Legierungsdatenblätter (Aluminum Association, ASM, MatWeb, CRC), von Fachleuten überprüfte Phasendiagramm-Zusammenstellungen und CALPHAD-Datenbanken für genaue legierungsspezifische Temperaturdaten.
Praktische Tabellen für Ingenieure
Schnellreferenz für die Umrechnung
| Einheiten | Wert |
|---|---|
| K | 933.47 K |
| °C | 660.32 °C |
| °F | 1,220.58 °F |
Empfohlene Verarbeitungstemperaturen
| Operation | Legierungstyp | Empfohlene Reichweite |
|---|---|---|
| Schmelzen (Gießerei) | Gegossene Al-Si-Legierungen | 700-760 °C |
| Schmelzen (Gießerei) | Knetlegierungen (Recycling-Mischungen) | 720-780 °C |
| Holding (kurzfristig) | Allgemein | Liquidus + 50-100 °C |
| Lösung Behandlung Vorsicht | Legierungen mit niedrigschmelzenden Eutektika | Halten Sie ≤ (Solidus - 10 °C), um ein beginnendes Schmelzen zu vermeiden. |
Maßgebliche Hinweise und bewährte Verfahren für die Dokumentation
-
Immer das Messverfahren und die Kalibrierung angeben bei der Veröffentlichung von Schmelzdaten.
-
Bei der Angabe von Verarbeitungstemperaturen in Verträgen oder Zeichnungen sind folgende Angaben zu machen Solidus/Liquidus (nicht nur der elementare Schmelzpunkt).
-
Verwenden Sie rückführbare Standards und Lieferantenzertifikate, wenn das Legierungsverhalten für die Produktakzeptanz entscheidend ist.
Einschränkungen und worauf zu achten ist
-
Veröffentlichte Schmelzwerte gehen von thermodynamisches GleichgewichtEine schnelle Erwärmung oder Abkühlung kann das beobachtete Verhalten verändern.
-
Geringe Unterschiede in der Probenreinheit und Oberflächenoxide verschieben die gemessenen Anfangspunkte.
-
Mehrkomponentensysteme erfordern eine rechnerische Thermodynamik für eine genaue Vorhersage über binäre Phasendiagramme hinaus.
Abschließende Zusammenfassung
Reines Aluminium schmilzt bei 660,32 °C (933,47 K; 1.220,58 °F). Für technische Arbeiten jedoch, Legierungszusammensetzung, Mikrogefüge und Verarbeitungsgeschichte die tatsächlichen Temperaturen zu bestimmen, bei denen das Schmelzen beginnt und endet. Verlassen Sie sich für eine sichere Gieß-, Schweiß- und Wärmebehandlungspraxis auf legierungsspezifischer Solidus und Liquidus Werte aus anerkannten Normen und von anerkannten Lieferanten, Anwendung einer angemessenen Überhitzung und Kontrolle der Atmosphäre und Krätzebildung.
