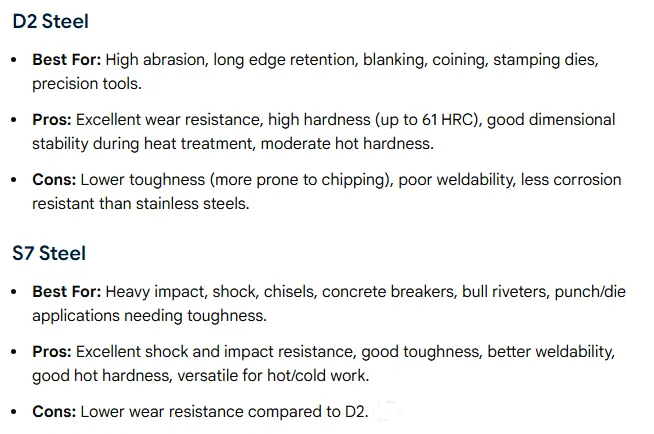
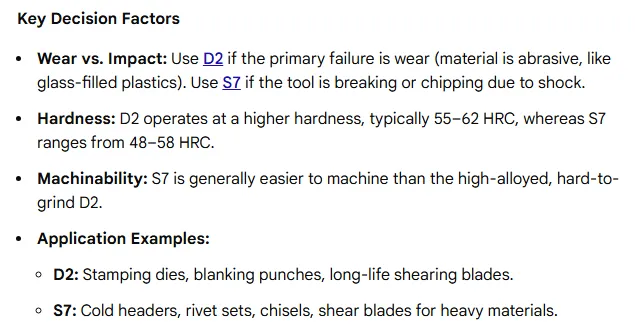
Die Wahl zwischen D2 und S7 Werkzeugstahl läuft auf eine binäre Wahl zwischen Verschleißfestigkeit und Kerbschlagzähigkeit. D2 (AISI D2) ist die beste Wahl für kontinuierliche Schneide-, Scher- und Stanzvorgänge, bei denen der Verschleiß durch Abrieb die primäre Versagensart ist und die Stoßbelastung gering ist; es hält die Kante länger, ist aber anfällig für Ausbrüche. S7 (AISI S7) ist das erforderliche Material für Anwendungen mit hohen Stoßbelastungen, wie Meißel, schwere Stanzen und Betonbrecher, bei denen das Werkzeug kinetische Energie aufnehmen muss, ohne zu brechen. Wenn Ihre Anwendung das Schneiden von dünnen Materialien in großen Mengen erfordert, sollten Sie D2 wählen. Ist Ihr Werkzeug wiederholten hammerartigen Schlägen oder schweren Laststößen ausgesetzt, wählen Sie S7. Ersetzen Sie nicht das eine durch das andere, da D2 bei Stößen zerbricht und S7 in abrasiven Umgebungen vorzeitig verschleißt.
Analyse der metallurgischen Zusammensetzung und der Legierungschemie
Um zu verstehen, warum sich diese Stähle in der Werkstatt unterschiedlich verhalten, müssen wir ihre chemische Architektur untersuchen. Der Leistungsunterschied ergibt sich direkt aus der Karbidbildung, die durch den Chrom- und Kohlenstoffgehalt bedingt ist.

Aufschlüsselung der chemischen Zusammensetzung (AISI-Normen)
In der folgenden Tabelle sind die nominellen chemischen Gewichtsprozentsätze aufgeführt, die diese Legierungen definieren. Man beachte die großen Unterschiede im Chromgehalt.
| Element | D2 Werkzeugstahl (hoher Kohlenstoff/Chrom) | S7 Werkzeugstahl (stoßfest) | Rolle im Mikrogefüge |
| Kohlenstoff (C) | 1.40% - 1.60% | 0.45% - 0.55% | Bestimmt die maximale Härte und das Karbidvolumen. |
| Chrom (Cr) | 11.00% - 13.00% | 3.00% - 3.50% | Bildet harte Chromkarbide (Verschleiß) vs. Korrosionsbeständigkeit. |
| Molybdän (Mo) | 0.70% - 1.20% | 1.30% - 1.80% | Tiefenhärter; verbessert die Zähigkeit. |
| Vanadium (V) | 0.50% - 1.10% | 0.20% - 0.30% | Verfeinerung der Maserung und Beibehaltung der Kanten |
| Mangan (Mn) | 0,60% Max | 0.20% - 0.90% | Desoxidationsmittel; unterstützt die Härtbarkeit. |
| Silizium (Si) | 0,60% Max | 0.20% - 1.00% | Steigert das Zusammenspiel von Kraft und Zähigkeit. |
Der Karbideffekt und das Korngefüge
Bei D2-Stahl führt die Kombination von 1,5% Kohlenstoff und 12% Chrom zu einer Mikrostruktur mit massiven, primären Chromkarbiden. Unter dem Mikroskop sieht D2 wie ein Betonzuschlagstoff aus. Diese "Steine" (Karbide) bieten extreme Abriebfestigkeit, wirken aber als Spannungserhöhungen. Wenn D2 versagt, kommt es in der Regel zu katastrophalen Brüchen oder Abplatzungen, da sich Risse durch diese spröden Karbide leicht ausbreiten.
S7, mit deutlich weniger Kohlenstoff und Chrom, beruht auf einem martensitischen Gefüge mit sehr feinen Karbiden. Durch das Fehlen massiver Karbide kann sich das Stahlgitter unter Belastung leicht verformen, ohne zu reißen. Der Zusatz von höherem Silizium und Molybdän in S7 sorgt für ein einzigartiges Gleichgewicht, bei dem der Stahl bis tief in den Kern härten kann und gleichzeitig eine hohe Zugfestigkeit beibehält, so dass die "Breiigkeit", die bei niedriger legierten Stählen auftritt, vermieden wird.
Mechanische Eigenschaften und Leistungsmetriken
Ingenieure, die MWalloys-Bestände nutzen, fragen oft nach den Trade-off-Zahlen. Hier ist, wie sie sich in physischen Tests stapeln.
Härteeigenschaften (HRC)
-
D2 Arbeitshärte: Typischerweise temperiert auf 58-62 HRC. Es behält diese Härte auch dann bei, wenn es sich bei reibungsintensiven Vorgängen erhitzt (Lufthärtung).
-
S7 Arbeitshärte: Typischerweise temperiert auf 54-58 HRC. Während es direkt nach dem Abschrecken 60 HRC erreichen kann, ist ein Anlassen auf einen Wert von Mitte 50 erforderlich, um sein stoßfestes Potenzial freizusetzen.
Zähigkeit vs. Verschleißwiderstand Matrix
Dieser Abschnitt befasst sich mit den wichtigsten LSI-Schlüsselwörtern in Bezug auf Fehlerarten.
-
Charpy V-Kerben-Zähigkeit: S7 bietet etwa 125 ft-lbs der Aufnahme von Schlagenergie bei optimaler Härte. D2 wird oft unter 20 ft-lbs. S7 ist effektiv 5 bis 6 Mal härter als D2.
-
Druckfestigkeit: D2 hat aufgrund seines hohen Kohlenstoffgehalts eine überragende Druckfestigkeit und eignet sich daher ideal für Stanzwerkzeuge, die schweren statischen Belastungen standhalten müssen, ohne sich zu verformen.
-
Dimensionsstabilität: D2 ist ein sogenannter Kaltarbeitsstahl mit hervorragender Stabilität während der Wärmebehandlung. Er bewegt sich kaum. S7 ist als lufthärtender Stahl ebenfalls relativ stabil, aber D2 ist der Goldstandard für komplizierte Matrizenabschnitte, die keine Größenveränderungen vertragen.
Wärmebehandlungsprotokolle und Verarbeitungsnuancen
Eine ordnungsgemäße thermische Bearbeitung macht den Unterschied zwischen einem Hochleistungswerkzeug aus MWalloys und Schrott aus. Die Protokolle für diese beiden unterscheiden sich erheblich.
Austenitisieren und Abschrecken
D2 erfordert eine höhere Austenitisierungstemperatur (etwa 1850°F / 1010°C), um genügend Karbide in die Matrix aufzulösen. Er ist ein rein lufthärtender Stahl. Die Ölabschreckung von D2 ist riskant und führt häufig zu Rissbildung.
S7 Austenitisiert niedriger (um 1725°F / 940°C). Er kann an der Luft oder in Öl abgeschreckt werden (wenn das Profil dick ist). Die Möglichkeit, S7 an der Luft abzuschrecken, ist ein großer Vorteil gegenüber älteren Schockstählen wie S1 oder S5, die Öl oder Wasser benötigten und sich stark verzogen.
Strategien zur Temperierung
-
Die D2-Falle: D2 weist bei höheren Anlasstemperaturen ein Phänomen auf, das als "Sekundärhärtung" bekannt ist, was jedoch die Zähigkeit drastisch verringert. Für die meisten Kaltarbeitsanwendungen wird das Anlassen bei niedriger Temperatur (400°F) bevorzugt, um die Härte zu erhalten.
-
Der S7 Sweet Spot: S7 wird normalerweise zwischen 400°F und 500°F gehärtet. Ein zu hohes Anlassen von S7 (über 800°F) führt zu einem raschen Rückgang der Zähigkeit, anders als man vielleicht erwartet.
Bearbeitbarkeit, Schleifen und Fertigung
Für den Werkzeugmacher und Maschinenbauer sind die Kosten für den Stahl oft zweitrangig gegenüber den Kosten für seine Bearbeitung.
Bearbeitung im geglühten Zustand
-
D2: Die Zerspanbarkeit liegt bei etwa 50-60% im Vergleich zum wasserhärtenden Stahl W1. Es ist abrasiv auf Schneidwerkzeuge auch im weichen Zustand. Bei der Bearbeitung von D2 werden mehr Hartmetalleinsätze durchgebrannt.
-
S7: Etwa 75-85% Bearbeitbarkeit. Es schneidet sauber und ist weniger abrasiv. Allerdings kann S7 "gummiartig" sein, wenn das Kugelglühen im Walzwerk nicht korrekt durchgeführt wurde.
Schleifen und EDM (Electrical Discharge Machining)
Das Schleifen von gehärtetem D2 ist schwierig. Die Chromkarbide widerstehen der Schleifscheibe, was zu Verglasung und örtlicher Überhitzung (Verbrennen) führt. Verwenden Sie CBN-Scheiben oder weichgebundenes Aluminiumoxid.
S7 lässt sich relativ leicht schleifen, selbst im gehärteten Zustand. Bei der Funkenerosion müssen beide Stähle jedoch sorgfältig von der "weißen Schicht" (Gussschicht) befreit werden, um Mikrorisse in der Oberfläche zu vermeiden, die bei Ermüdung zu einem vorzeitigen Werkzeugversagen führen können.
Industrielle Anwendungsszenarien: Wo wird was eingesetzt?
Dieser Abschnitt unterstützt die Beschaffungsbeamten bei der Zuordnung von Beständen zu Bestellanforderungen.
Wann sollte D2-Werkzeugstahl spezifiziert werden?
Wählen Sie D2 für Umgebungen mit hoher Beanspruchung und geringer Belastung:
-
Stanzwerkzeuge: Stanzen von dünnem Blech, rostfreiem Stahl oder schleifendem Aluminium.
-
Rotierende Schneidemaschinen: Messer, die kontinuierlich schneiden und Wärme erzeugen.
-
Gewindewalzbacken: Wenn eine hohe Druckfestigkeit und Verschleißfestigkeit erforderlich sind (und die Gewinde nicht zum Ausbrechen neigen).
-
Kunststoff-Spritzgussformen: Für das Formen von abrasiven Kunststoffen (glasgefülltes Nylon), bei denen der Chromgehalt die Beständigkeit gegen Verschleiß und leichte Korrosion erhöht.
Wann wird S7-Werkzeugstahl spezifiziert?
Wählen Sie S7 für Umgebungen mit hoher Beanspruchung und starker Belastung:
-
Schläge: Lochen dicker Platten, bei denen der Stempel beim Eindringen einen Druckstoß und beim Zurückziehen einen Zugstoß erfährt.
-
Meißel und pneumatische Werkzeuge: Betonbrecher, Nietensätze.
-
Kunststoff-Spritzgussformen: Speziell für große Formen, bei denen die Gefahr von Rissen im Formkörper groß ist, oder für Zinkdruckgussformen.
-
Schermesser: Zum Schneiden von schwerem Metallschrott, bei dem das Material unberechenbar sein kann.
Wo wird der jeweilige Stahl üblicherweise verwendet?
| Art der Anwendung | Typische Auswahl | Begründung |
|---|---|---|
| Präzisionsscherenmesser, Stanzformen, Stanzwerkzeuge | D2 | Langfristiger Kantenerhalt bei abrasivem Gleiten und hohem Druckkontakt |
| Schlagstempel, Kaltmeißel, Antriebselemente | S7 | Hervorragende Stoßdämpfung verhindert sprödes Versagen bei wiederholten Stößen |
| Ziehwerkzeuge, Formwalzen | D2 | Verschleißfestigkeit und Druckfestigkeit erhalten die Maßhaltigkeit |
| Hämmerteile, Presslufthammer-Bits | S7 | Die Zähigkeit verringert katastrophale Brüche bei Schlagbeanspruchung |
| Langfristige Scheranwendungen mit mäßigen Auswirkungen | D2 mit kontrolliertem Temperament berücksichtigen | Abwägung zwischen Verschleißlebensdauer und gelegentlichem Aufprall; sorgfältige Planung erforderlich |

Vergleichende Leistungstabelle (typische Bereiche)
| Eigentum | D2 (typisch) | S7 (typisch) |
|---|---|---|
| Anlaßhärte (Betrieb) | 55-62 HRC | 45-55 HRC |
| Abriebfestigkeit | Sehr hoch | Mäßig |
| Schlagzähigkeit | Gering bis mäßig | Hoch |
| Bearbeitbarkeit (geglüht) | Mäßig | Gut |
| Dimensionsstabilität beim Abschrecken | Ausgezeichnet | Sehr gut |
| Typische Anwendungen | Schneid-, Stanz- und Umformwerkzeuge | Schlagwerkzeuge, Stanzen, Kaltarbeitsteile |
Vergleich der Kosten und der Verfügbarkeit in der Lieferkette
Auf dem derzeitigen Stahlmarkt schwankt der Preis aufgrund von Legierungszuschlägen (insbesondere Molybdän und Vanadium).
-
Grundkosten: Im Allgemeinen ist D2 aufgrund des hohen Anteils an Chrom und Kohlenstoff pro Pfund etwas teurer als S7, obwohl Marktschwankungen bei Molybdän S7 gelegentlich nach oben treiben können.
-
Verfügbarkeit: Beide sind bei MWalloys standardmäßig auf Lager". D2 ist in großem Umfang in runden, flachen und Platten erhältlich. S7 ist ebenfalls weit verbreitet, aber im Vergleich zu D2 manchmal schwieriger in sehr großen Querschnitten (über 12 Zoll) zu finden.
-
Faktor für die Bearbeitungskosten: Während D2-Material 20% mehr kosten kann, kann die Bearbeitungszeit für D2 30-40% höher sein als für S7. Wenn das Teil eine komplexe Geometrieentfernung erfordert, ergeben sich mit S7 niedrigere Gesamtteilkosten.
Korrosionsbeständigkeit und Umweltbeständigkeit
Ein weit verbreiteter Irrglaube ist, dass D2 rostfreier Stahl ist, weil er 12% Chrom enthält. Das ist falsch.
-
D2 "Semi-Stainless": D2 hat genug Chrom, um atmosphärischem Rost besser zu widerstehen als O1 oder A2, aber der Kohlenstoff bindet viel von diesem Chrom in Karbiden. Es wird rosten, wenn es Feuchtigkeit oder Säuren ausgesetzt wird. Es entspricht nicht den medizinischen oder lebensmitteltauglichen Normen für rostfreies Material (wie 440C).
-
S7 Korrosion: S7 hat eine sehr geringe Korrosionsbeständigkeit. Es muss ständig geölt oder beschichtet (Chrom/Nickel) werden, wenn es in feuchten Umgebungen oder korrosiven Kunststoffformen verwendet wird.
MWalloys Selection Urteil: Die endgültige Checkliste
Verwenden Sie diese Checkliste, bevor Sie Ihre Bestellung abschließen:
-
Ist die Arbeitsbelastung abrasiv? (Sand, Glas, Papier, Gleitmetall) -> Wählen Sie D2.
-
Ist die Arbeitsbelastung sehr hoch? (Hämmern, heftiges Schlagen, Fallenlassen) -> S7 wählen.
-
Handelt es sich um ein kompliziertes Teil mit dünnen Wänden? -> Wählen Sie D2 (für die Stabilität) WENN kein Schock vorhanden ist; andernfalls S7 (zur Vermeidung von Wandbrüchen).
-
Brauchen Sie eine Messerkante? -> D2 zum Schneiden; S7 zum Hacken (wie eine Axt).
-
Wird EDM eingesetzt? -> S7 verzeiht im Allgemeinen den Erodierprozess besser, wenn es richtig entlastet wird.
Welche für häufige Fehlerarten zu wählen sind
| Vorherrschende Fehlerart | Bevorzugtes Material | Kurze Begründung |
|---|---|---|
| Schleifende Abnutzung oder stumpfe Kanten | D2 | Das Karbidnetzwerk widersteht dem Materialverlust bei Gleitkontakt |
| Plötzliche Fraktur durch Aufprall | S7 | Höhere Bruchzähigkeit verhindert Rissausbreitung unter Schock |
| Kombination: Verschleiß und wiederholte Schläge | S7-Substrat mit harter Beschichtung oder D2 mit Zähigkeitsbehandlung | Hybride Technik führt zu einem optimalen Lebenszyklus in gemischten Regimen. |
| Maßkritische Werkzeuge, die wenig Verzug erfordern | D2 | Geringer Verzug nach dem Abschrecken kommt Präzisionswerkzeugen zugute |
| Bauteile, die vor dem Härten leicht zu bearbeiten sind | S7 | Ein geringerer Karbidgehalt führt zu einer besseren Zerspanbarkeit im geglühten Zustand. |
D2 vs. S7 Werkzeugstahl: Technische FAQ
1. Kann ich S7 für eine Messerklinge verwenden?
2. Gilt D2-Stahl als rostfrei?
3. Welcher Stahl ist härter, D2 oder S7?
D2 ist schwieriger. Es kann eine maximale Härte von 62-64 HRC erreichen. S7 erreicht in der Regel einen Spitzenwert von 59-61 HRC. In der Praxis wird D2 wegen seiner Verschleißfestigkeit bevorzugt, während S7 niedriger gehärtet wird (56-58 HRC), um seine Stoßfestigkeit zu maximieren.
| Stahl | Maximale Härte | Primäres Eigentum |
|---|---|---|
| D2 | 64 HRC | Abnutzungswiderstand |
| S7 | 61 HRC | Schockzähigkeit |
