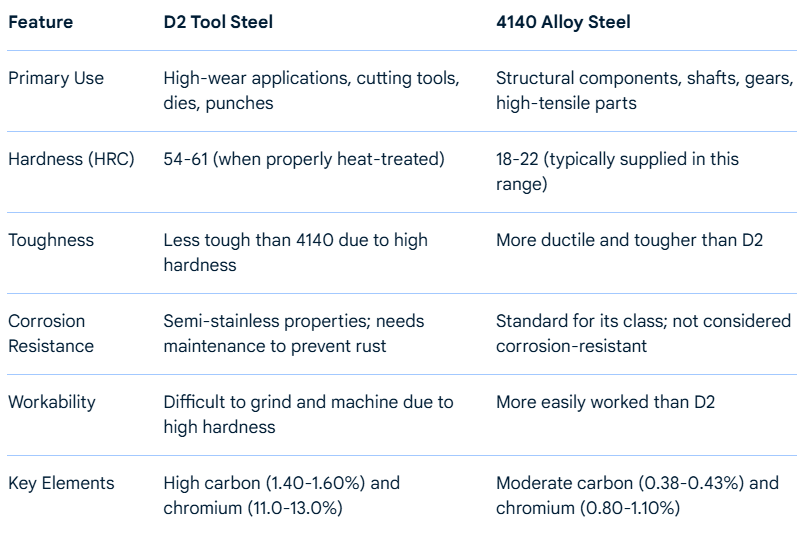
D2 und 4140 nehmen in der Welt der Metallbearbeitung unterschiedliche Rollen ein. D2 ist ein kohlenstoff- und chromreicher Kaltarbeitsstahl, der für seine Verschleißfestigkeit und Kantenstabilität geschätzt wird; 4140 ist ein niedrig legierter Chrom-Molybdän-Stahl, der sich durch seine ausgewogene Festigkeit, Zähigkeit und Ermüdungsbeständigkeit auszeichnet. Für Aufgaben, die eine lange Lebensdauer bei Druckverschleiß und scharfe Kanten erfordern, ist D2 in der Regel besser geeignet. Für Bauteile, die Dehnbarkeit, Stoßfestigkeit oder schwere Bearbeitung erfordern, ist 4140 in der Regel die sicherere Wahl. Dieser Artikel enthält Beweise, technische Vergleiche, Verarbeitungshinweise, Auswahlkriterien und Wartungshinweise, die Ingenieuren, Beschaffungsspezialisten, Metallurgen und Wartungsteams helfen sollen, den richtigen Werkstoff für eine bestimmte Betriebsbedingung auszuwählen.
Was ist D2 und 4140 Stahl?
D2 gehört zur Familie der Kaltarbeitsstähle. Zu den Produktionsverfahren gehören das Vakuuminduktionsschmelzen, das kontrollierte Schmieden, das Normalisieren und das Fertigwalzen auf genaue Härteziele. D2 enthält einen hohen Kohlenstoff- und Chromgehalt, der die Bildung von harten Karbiden fördert. Diese mikrostrukturelle Zusammensetzung ist der Grund für seine wichtigste Eigenschaft: hervorragende Beständigkeit gegen abrasiven und adhäsiven Verschleiß bei Wärmebehandlung auf hohe Härte.

4140 ist ein legierter Stahl der Chrom-Molybdän-Reihe, der für Struktur- und Antriebsstrangkomponenten hergestellt wird. Typische Werke produzieren 4140 durch Standard-Kohlenstoffstahlblöcke oder Strangguss, gefolgt von Warmwalzen und kontrollierter Abkühlung. Die Legierungsmischung von 4140 ergibt nach einer geeigneten Wärmebehandlung eine günstige Kombination aus Zugfestigkeit, Streckgrenze, Duktilität und Zähigkeit.
Ingenieure wägen oft die bessere Verschleißfestigkeit von D2 gegen die höhere Zähigkeit von 4140 ab. Die Wahl hängt von der Art der Belastung, den zu erwartenden Beanspruchungen, den Fertigungseinschränkungen, der Reparierbarkeit und den Gesamtbetriebskosten ab.
Vergleich der chemischen Zusammensetzung mit interpretierenden Anmerkungen
| Element | Typisch D2 (wt%) | Typisch 4140 (wt%) | Technische Implikation |
|---|---|---|---|
| Kohlenstoff (C) | 1.40-1.60 | 0.38-0.45 | Der hohe Kohlenstoffgehalt von D2 bildet reichlich Karbide und erhöht das Härtepotenzial. Der Kohlenstoffgehalt von 4140 ermöglicht das Härten unter Beibehaltung der Duktilität. |
| Chrom (Cr) | 11.00-13.00 | 0.80-1.10 | D2-Chrom unterstützt die Stabilität der harten Karbide und verbessert die Korrosionsbeständigkeit. 4140 Chrom verbessert die Härtbarkeit und Festigkeit. |
| Molybdän (Mo) | 0.70-1.20 | 0.15-0.25 | In D2 verfeinert Mo die Karbide und verbessert die Zähigkeit einer spröden Matrix. In 4140 erhöht Mo die Härtbarkeit und Hochtemperaturfestigkeit. |
| Vanadium (V) | 0.10-0.40 | 0.00-0.03 | Vanadium in D2 bildet sehr harte Vanadiumkarbide, die die Abriebfestigkeit erhöhen. 4140 enthält in der Regel kein signifikantes V. |
| Mangan (Mn) | 0.30-0.60 | 0.60-0.90 | Mn trägt bei beiden Stählen zur Festigkeit bei, aber zu viel Mn kann die Zähigkeit beeinträchtigen. |
| Silizium (Si) | 0.20-0.60 | 0.15-0.35 | Desoxidation und Auswirkungen auf die Festigkeit. |
| Phosphor, Schwefel (P, S) | ≤0.025 | ≤0.035 | Niedrig gehalten, um Zähigkeit und Ermüdungsfestigkeit zu erhalten. |
Zusammenfassung der Auslegung
D2 hat eine werkzeugstahlähnliche Chemie, die Karbidnetzwerke begünstigt, die nach dem Abschrecken in eine gehärtete Martensitmatrix eingebettet sind. Dies führt zu einer ausgezeichneten Verschleißfestigkeit, während die Kerbschlagzähigkeit darunter leidet. 4140 zeichnet sich durch eine ausgewogene Legierung aus, die nach dem Abschrecken und Anlassen sowohl Festigkeit als auch Duktilität bietet. Die Härtbarkeit von 4140 ermöglicht eine erfolgreiche Wärmebehandlung von dickeren Abschnitten.
Mechanische Eigenschaften und Leistung im Betrieb
| Eigentum | D2 (typisch, wärmebehandelt) | 4140 (typisch, wärmebehandelt) | Praktische Bedeutung |
|---|---|---|---|
| Härtebereich | HRC 55-64 | HRC 28-55 (je nach Behandlung) | D2 wird in der Regel mit einer sehr hohen Härte für die Lebensdauer des Werkzeugs gehalten. 4140 Härte pro Stärke und Zähigkeit Bedürfnisse zugeschnitten. |
| Zugfestigkeit (Bruchfestigkeit) | 1400-2200 MPa (abhängig von der Härte) | 850-1400 MPa | D2 höhere Zugfestigkeit bei hoher Härte, aber geringere Duktilität. 4140 bietet eine bessere Dehnung. |
| Streckgrenze | Hoch, aber variabel | 600-1100 MPa | 4140 wird häufig dort verwendet, wo das Fließverhalten wichtig ist. |
| Dehnung (pct) | 2-8% | 10-25% | 4140 überragende Duktilität für Umformung, Stoßbelastung oder Biegen. |
| Kerbschlagarbeit (Charpy) | Gering bis mäßig | Mäßig bis hoch | 4140 ist vorzuziehen, wenn die Gefahr von Stößen oder Schlägen besteht. |
| Ermüdungsgrenze | Mäßig | Gut bis sehr gut | 4140 weist in praktischen Bauteilen oft eine höhere Dauerfestigkeit auf. |
Die wichtigsten Erkenntnisse
Für hochharte, formstabile Verschleißteile bietet D2 eine längere Lebensdauer bei abrasivem Kontakt. Bei Bauteilen, die einer Biege- oder Torsionsbelastung oder zyklischen Stößen ausgesetzt sind, minimiert 4140 das Risiko von Sprödbrüchen.
Wärmebehandlungsverfahren, Gefügeziele, Temperierungsstrategien
| Bühne | D2 typische Behandlung | 4140 typische Behandlung | Mikrostrukturelles Ziel |
|---|---|---|---|
| Austenitisierung | 1000-1020°C mit kontrolliertem Eintauchen | 820-870°C je nach Abschnitt | Austenit bilden, der sich beim Abschrecken in Martensit umwandelt; Kornwachstum vermeiden. |
| Abschrecken | Öl- oder Hochgeschwindigkeits-Polymerabschreckung zur Vermeidung von Rissbildung | Öl-, Polymer- oder Gasabschreckung je nach Abschnitt | Schnelle Abkühlung zur Bildung von Martensit, aber D2 muss aufgrund des hohen Kohlenstoffgehalts vorsichtig behandelt werden; das Risiko von Rissen beim Abschrecken ist höher. |
| Anlassen | Mehrere Temperaturzyklen bei 150-250°C für höchste Härte, oder 200-550°C für Zähigkeitshandel | Einzelne bis mehrere Temperaturzyklen bei 400-650°C, zugeschnitten auf die gewünschte Härte und Zähigkeit | Das Anlassen von D2 dient der Karbidstabilität bei gleichzeitigem Abbau von Spannungen. Das 4140-Anlassen schafft ein Gleichgewicht zwischen Festigkeit und Duktilität. |
| Unterkritische Glühung | Wird zum Erweichen vor der Bearbeitung verwendet | Glühen für bessere Bearbeitbarkeit | Verringern Sie die Härte für Schneidarbeiten. |
Praktische Hinweise zur Wärmebehandlung
-
Der hohe Karbidanteil von D2 bedeutet, dass ein Teil der Härte von Karbiden stammt, die sich nicht so leicht weghärten lassen. Dadurch ist die Reaktion auf das Anlassen begrenzt.
-
4140 reagiert auf ein breiteres Anlaßfenster und bietet Spielraum für die Einstellung von Festigkeit und Zähigkeit.
-
Spannungsarmglühen und Vorwärmen während der Bearbeitung oder des Schweißens sind für D2 entscheidend, um Rissbildung zu verhindern.
Verschleißfestigkeit, Zähigkeit, Ermüdungsverhalten, Schlagzähigkeit
Abnutzungsmechanismen
-
Abrasiver Verschleiß: D2 zeichnet sich durch harte, stabile Karbide aus, die dem Schneiden und Pflügen durch abrasive Partikel widerstehen.
-
Klebstoffverschleiß: Die harte Matrix von D2 reduziert die Materialübertragung.
-
Ermüdungsverschleiß: 4140 übertrifft D2 oft dort, wo zyklische Oberflächenbelastungen die Lebensdauer kontrollieren, da es eine höhere Zähigkeit und ein nachsichtigeres Gefüge aufweist.
Zähigkeit und Sprödbruch
D2 wird, wenn es über HRC 60 gehärtet wird, in Gegenwart von Spannungskonzentratoren spröde. 4140 verträgt Kerben und wiederholte Stöße besser. Bei Matrizen, Stempeln und Scherenmessern mit hohem Druckkontakt und begrenzten Zugstößen verlängert D2 die Lebensdauer. Für Kurbelwellen, Wellen, Zahnräder und Strukturteile, bei denen das Bruchrisiko kritisch ist, wird weiterhin 4140 bevorzugt.
Bewertung der Müdigkeit
Wenn die Ermüdung durch Oberflächenrauhigkeit, mikrostrukturelle Einschlüsse oder mittlere Zugspannungen verursacht wird, bedeutet die Fähigkeit von 4140, die Zähigkeit durch Anlassen zu verbessern, eine bessere Beständigkeit. Oberflächenveredelung, Kugelstrahlen und Druckoberflächenbehandlung verbessern die Ermüdungslebensdauer beider Stähle; bei der Auswahl sollten die Kosten für die Oberflächenmodifikation berücksichtigt werden.
Bearbeitbarkeit, Schleifbarkeit, Werkzeugempfehlungen und Kostenauswirkungen
| Aspekt | D2 | 4140 | Praktische Ratschläge |
|---|---|---|---|
| Bearbeitbarkeit im geglühten Zustand | Mäßig bis gut nach dem Glühen | Gut in geglühtem Zustand | Glühen Sie D2 für die Bearbeitung auf ~HB 200. Verwenden Sie starre Aufspannungen, geringe Spanbelastung und scharfe Hartmetallwerkzeuge. |
| Zerspanbarkeit im gehärteten Zustand | Schlecht | Schlecht bis mäßig | Schleifen bevorzugt für gehärtetes D2. Bei 4140 ist in einigen Fällen das Einpunktdrehen mit CBN oder kubischem Bornitrid zulässig. |
| Verhalten beim Schleifen | Karbidreiches Schleifverhalten; erfordert Diamant- oder CBN-Schleifmittel für beste Ergebnisse | Einfacher mit herkömmlichen Schleifmitteln | Die Auswahl der Räder ist für D2 entscheidend, um Verglasungen und thermische Schäden zu vermeiden. |
| Wahl des Werkzeugs | Hartmetall-Wendeschneidplatten mit AlTiN-Beschichtung für hohe Drehzahlen; CBN für den Feinschliff | Hartmetall-Wendeplatten, HSS zum Schruppen; CBN zum gehärteten Schlichten | Hoher Vorschub, geringe Tiefe für duktiles 4140; langsamere Schnitte für D2 im vorgehärteten Zustand. |
| Kosten pro kg | Höher aufgrund von Legierung und Verarbeitung | Unter | Die Gesamtbetriebskosten müssen die Bearbeitungszeit, die Werkzeugstandzeit und die erwartete Lebensdauer berücksichtigen. |
Empfehlungen zur Herstellung
-
Wenn Sie aus D2 fertigen, planen Sie die Reihenfolge der Wärmebehandlung: Bearbeiten Sie das Werkstück in weichem Zustand bis zu einer annähernden Form, härten Sie es dann und führen Sie dann das Endschleifen durch.
-
Bei der Verwendung von 4140 für schwere Profile sollte vor der Endbearbeitung ein normalisierter oder vergüteter Zustand angestrebt werden, der den geforderten mechanischen Eigenschaften entspricht, um Verzug zu vermeiden.
Schweißbarkeit, Verbindungsstrategien und Reparaturverfahren
Zusammenfassung Schweißeignung
-
D2 eignet sich im gehärteten Zustand nicht zum konventionellen Schweißen. Hoher Kohlenstoffgehalt und Karbide begünstigen Rissbildung, Versprödung der Wärmeeinflusszone und Verdünnungsprobleme. Das Schweißen erfordert spezielle Schweißzusätze, Vorwärmung, Zwischenlagentemperaturkontrolle und Wärmebehandlung nach dem Schweißen. Viele Verarbeiter vermeiden das Schweißen von D2 und bevorzugen mechanische Befestigungen oder Hartlöten für Reparaturen.
-
4140 ist mit Vorsichtsmaßnahmen schweißbar. Vorwärmen auf eine moderate Temperatur, Kontrolle des Interpasses und Anlassen nach dem Schweißen oder PWHT zur Wiederherstellung der Zähigkeit. Für kritische Teile müssen angepasste Schweißzusatzwerkstoffe und qualifizierte Verfahren verwendet werden.
Reparaturstrategien
-
Für D2: Durch lokales Hartlöten mit geeigneten Lötstäben oder mit Loten auf Nickelbasis können kleine Abschnitte ohne schwere metallurgische Schäden repariert werden. Bei größeren Schäden ist das Bauteil auszutauschen oder durch Aufschweißen zu reparieren, gefolgt von einer Temperaturwechselbeanspruchung und erneuter Härtung, was jedoch sehr aufwändig ist.
-
Für 4140: konventionelle Schweißnahtreparatur mit wasserstoffarmen Elektroden oder NiCrMo-Füllstoffen funktioniert, wenn die Verfahren zum Vor- und Nachwärmen eingehalten werden. Nach der Reparatur wird ein erneutes Anlassen empfohlen, um Eigenspannungen zu reduzieren.
Typische Anwendungen und Anwendungsfälle mit Beispielen aus der Praxis
D2 Gemeinsame Verwendungen
-
Kaltarbeitsmatrizen und -stempel zum Schneiden, Lochen und Feinstanzen.
-
Scherenmesser, Schneideisen und Vorschubschnecken, die starkem Schleifkontakt ausgesetzt sind.
-
Messer- und Slicer-Kanten in der Materialverarbeitung, wo es auf Kantenhaltigkeit ankommt.
4140 allgemeine Anwendungen
-
Wellen, Achsen, Kupplungen, Zahnräder für mittlere Belastungen.
-
Hydraulische Kolbenstangen, Dorne und Verbindungselemente, die eine hohe Festigkeit mit einer gewissen Duktilität erfordern.
-
Maschinenrahmen und Komponenten, die Stößen und Ermüdung standhalten müssen.
Beispiele für Auswahlszenarien
-
Beispiel 1: Für ein Stanzwerkzeug, das in großen Mengen Metall stanzt, wird häufig D2 für die Schneidkante und ein härterer Stahl für den Werkzeugkörper verwendet.
-
Beispiel 2: Eine industrielle Antriebswelle, die auf Torsion und Biegung beansprucht wird, wird am besten aus 4140 hergestellt, das auf die erforderliche Härte vergütet wird, um Sprödbruch zu vermeiden.
Gemeinsame Spezifikationen und Äquivalente
-
D2 wird in der Regel unter ASTM A681 (Standardspezifikation für Werkzeugstähle) geführt, wobei die internationalen Äquivalente SAE/ISO-Bezeichnungen in verschiedenen Normen sind.
-
4140 wird häufig in den ASTM A29 / A29M und SAE J404 oder AMS-Spezifikationen für legierte Stähle genannt. Entsprechende Bezeichnungen gibt es in EN-, JIS- und ISO-Normen.
Praktische Hinweise zur Beschaffung
Geben Sie bei der Spezifikation des zu beschaffenden Materials die vollständigen Normnummern, den Wärmebehandlungszustand, den Härtebereich, die Chargenrückverfolgbarkeit, die chemischen Zertifikate und die Inspektionsanforderungen an, um sicherzustellen, dass das Material den kritischen Serviceerwartungen gerecht wird.
Auswahlkriterien, Entscheidungsmatrix und Fehlermöglichkeitsanalyse
| Kriterium | D2 bevorzugen | Bevorzugt 4140 | Begründung |
|---|---|---|---|
| Beständigkeit gegen abrasiven Verschleiß | ✓ | Die Karbidverstärkung sorgt für eine hohe Widerstandsfähigkeit. | |
| Kantenschutz | ✓ | Die Härte D2 bewahrt die Schneidengeometrie. | |
| Schock- und Stoßfestigkeit | ✓ | Die Zähigkeit von 4140 verringert die Sprödbrüche. | |
| Einfaches Schweißen/Reparieren | ✓ | 4140 verträgt das Schweißen mit Standardverfahren. | |
| Bearbeitung im geglühten Zustand | ✓ (nach Weichglühen) | ✓ | Beide können im erweichten Zustand bearbeitet werden; 4140 ist leichter zu bearbeiten. |
| Kostensensibilität | ✓ | 4140 hat oft niedrigere Rohkosten. | |
| Dicke von mehr als 25-30 mm, die eine Durchhärtung erfordert | ✓ | Die Härtbarkeit von 4140 ermöglicht tendenziell dickere Abschnitte ohne Rissbildung. |
Fehlermöglichkeitsanalyse
-
D2-Versagen entsteht häufig durch mikrostrukturelle Einschlüsse oder Sprödbruch bei Zug- oder Kerbbelastung. Bei Aufprall kann es zu Kantenabplatzungen kommen.
-
4140-Ausfälle entstehen in der Regel durch Überlastung, übermäßigen Verschleiß, wenn der Werkstoff nicht richtig gehärtet wurde, oder durch Ermüdung bei hohen Zyklen, wenn die Oberflächenbedingungen schlecht sind.
Oberflächenbehandlung, Nachbearbeitung und Korrosionsschutz
Oberflächenverbesserungen zur Verlängerung der Lebensdauer
-
Aufkohlen: vorteilhaft für 4140, wenn Oberflächenhärte erforderlich ist und die Kernzähigkeit erhalten bleibt.
-
Nitrieren: erzeugt eine harte, verschleißfeste Schicht unter Beibehaltung der Kerneigenschaften; funktioniert bei entsprechend legierten Stählen und bestimmten Prozessparametern.
-
Beschichtungen: PVD- oder Hartkeramikbeschichtungen auf D2 können den adhäsiven Verschleiß weiter reduzieren und die Reibung verringern.
-
Kugelstrahlen und Laserkugelstrahlen: Induzieren günstige Druckeigenspannungen zur Verbesserung der Ermüdungslebensdauer für beide Stähle.
Überlegungen zur Korrosion
Der hohe Chromgehalt von D2 führt zu einem gewissen passiven Verhalten im Vergleich zu normalem Kohlenstoffstahl, ist jedoch nicht rostfrei. Bei korrosiver Beanspruchung sind Schutzbeschichtungen und kathodischer Korrosionsschutz aufzubringen, oder es sind nichtrostende Alternativen zu verwenden.
Überlegungen zum Lebenszyklus: Inspektion, Wartung, Recycling
Bewährte Inspektionsverfahren
-
Visuelle Inspektionen auf Abplatzungen, Abblättern, Lochfraß und Rissbildung.
-
Zerstörungsfreie Prüfungen wie die Farbeindringprüfung auf Oberflächenrisse und die Magnetpulverprüfung auf oberflächennahe Diskontinuitäten.
-
Härtekartierung und Schliffbildkontrollen zur Analyse der Verschleißmuster.
Strategien für die Instandhaltung
-
Planmäßiges Nachschleifen oder Nachbearbeiten von Kanten für D2-Bauteile zur Wiederherstellung der Geometrie.
-
Verjüngung von 4140-Oberflächen durch Kugelstrahlen und Nachbearbeitung von Verschleißstellen.
Recycling
Beide Stähle haben einen hohen Schrottwert und sind mit den üblichen Stahlrecyclingströmen kompatibel. Verfolgen Sie den Legierungsgehalt während der Rückgewinnung, um die Materialqualität zu erhalten.
Wann wählt man D2 oder 4140 Stahl?
-
Verwenden Sie D2, wenn die primäre Fehlerart abrasiver Verschleiß ist und Maßgenauigkeit bei hoher Härte erforderlich ist.
-
Verwenden Sie 4140, wenn Bauteile kombinierten Biege-, Torsions- und Stoßbelastungen ausgesetzt sind oder routinemäßig geschweißt und repariert werden müssen.
-
Für hybride Anforderungen können Legierungen kombiniert werden: eine D2-Verschleißfläche kann auf einen 4140-Trägerrahmen montiert werden, oder es kann 4140 mit Einsatzhärtung für eine Verschleißfläche und einen zähen Kern verwendet werden.
Häufig gestellte Fragen (FAQs)
-
Welches Material hält eine schärfere Schneide länger, D2 oder 4140?
D2 hält eine schärfere Kante länger aufgrund der dichten harten Karbide und der höheren erreichbaren Härte. Bei dauerhaftem Schleifkontakt bietet D2 eine längere Lebensdauer der Schneide. -
Kann ich D2 problemlos vor Ort schweißen?
Das Schweißen von D2 stellt eine Herausforderung dar. Hoher Kohlenstoffgehalt und Karbide führen zu einem Rissrisiko. Verwenden Sie eine Vorwärmung, einen angepassten Schweißzusatz, eine strenge Zwischenlagenkontrolle und eine Wärmebehandlung nach dem Schweißen, wenn das Schweißen unvermeidlich ist. Bei vielen Reparaturen erweist sich das Hartlöten oder der Austausch von Komponenten als zuverlässiger. -
Auf welche Härte sollte 4140 für Wellenanwendungen angelassen werden?
Typische Härteziele reichen von HRC 28 bis HRC 40, je nach Leistungsanforderungen. Gleichgewicht zwischen Härte und erforderlicher Zähigkeit; Anlassen bei 450-600°C bietet Festigkeit und Duktilität. -
Ist D2 korrosionsbeständig?
D2 enthält viel Chrom, das die Widerstandsfähigkeit gegenüber normalen Kohlenstoffstählen verbessert, entspricht aber nicht der Definition von rostfrei. Treffen Sie Schutzmaßnahmen, wenn die Umgebung Feuchtigkeit, Säuren oder Salze enthält. -
Welcher Stahl muss sorgfältiger abgeschreckt werden, um Risse zu vermeiden?
D2. Hohe Kohlenstoff- und Karbidanteile erhöhen das Risiko der Rissbildung beim Abschrecken. Verwenden Sie eine kontrollierte Austenitisierung, geeignete Abschreckmedien und Spannungsarmglühzyklen, um die Rissbildung zu minimieren. -
Welche Legierung sollte ich für schwere zyklische Belastungen wählen?
4140 bietet in der Regel eine höhere Ermüdungsbeständigkeit bei zyklischer Zug- oder Biegebeanspruchung, da die Zähigkeit dazu beiträgt, Rissentstehung und -wachstum zu verhindern. -
Wie sollte ich D2 bearbeiten, um den Werkzeugverschleiß zu minimieren?
Bearbeiten Sie nach Möglichkeit im geglühten Zustand. Verwenden Sie eine stabile Aufspannung, geringe Schnitttiefen, scharfe Hartmetalleinsätze und Kühlmittel. Für gehärtetes D2 wird das Schleifen mit CBN- oder Diamantscheiben empfohlen. -
Kann 4140 zur Verbesserung der Oberflächenhärte nitriert oder aufgekohlt werden?
Ja. Einsatzhärtungsmethoden werden üblicherweise bei 4140 eingesetzt, um eine harte Verschleißoberfläche mit einem zäheren Kern zu erzeugen, wobei die Prozessparameter so gesteuert werden, dass Verzug vermieden und die erforderlichen Kerneigenschaften beibehalten werden. -
Welche Inspektionsmethoden helfen, ein frühzeitiges Versagen von D2-Komponenten zu erkennen?
Häufige Sichtkontrollen, Farbeindringprüfung auf Oberflächenrisse, Magnetpulverprüfung auf oberflächennahe Fehler und Härtevergleiche zwischen verschiedenen Regionen, um Erweichung oder Überhärtung festzustellen. -
Was bietet bessere Gesamtbetriebskosten für ein Schneidwerkzeug - D2 oder 4140?
Wenn Verschleiß der primäre Begrenzer für die Lebensdauer ist, führt D2 häufig zu niedrigeren Gesamtbetriebskosten, da es weniger Austauschvorgänge gibt. Wenn Aufprall oder Reparierbarkeit eine Rolle spielen, kann 4140 die Ausfallzeiten und Reparaturkosten reduzieren. Führen Sie zur Entscheidungsfindung eine Lebenszykluskostenmodellierung durch.
