CPM 154 ist ein hochwertiger martensitischer rostfreier Stahl, der von Crucible Industries nach dem Verfahren der Crucible Particle Metallurgy (CPM) entwickelt wurde. Er bietet eine überragende Arbeitshärte von 58-62 HRC und eine gleichmäßige Karbidstruktur, die den herkömmlichen 154CM übertrifft. Für Ingenieure und Beschaffungsspezialisten stellt diese Legierung den optimalen Schnittpunkt von Verschleißfestigkeit und Bearbeitbarkeit dar und dient als Hochleistungs-Upgrade zu 440C und als direkte pulvermetallurgische Verbesserung gegenüber ATS-34. Bei MWalloys liefern wir zertifiziertes CPM 154, um gleichbleibende metallurgische Standards zu gewährleisten und einen Werkstoff zu liefern, der deutliche Vorteile in Bezug auf Schleifbarkeit, Polierbarkeit und Zähigkeit aufweist und gleichzeitig die Korrosionsbeständigkeit beibehält, die für die industrielle Lebensmittelverarbeitung, medizinische Instrumente und hochwertiges Besteck erforderlich ist. Der nächstliegende CPM 154 Stahläquivalent auf dem pulvermetallurgischen Markt ist RWL-34, während Standard 154CM und ATS-34 seine konventionellen Gegenstücke in Barren bleiben.
Chemische Zusammensetzung und metallurgische Beschaffenheit
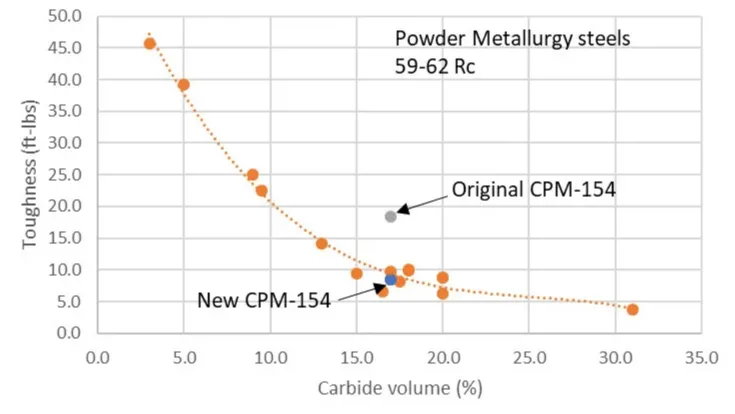
Die Leistungsmerkmale von CPM 154 werden durch seine präzise Elementzusammensetzung bestimmt. Die chemische Zusammensetzung entspricht der von konventionellem 154CM, aber das Verfahren der Partikelmetallurgie stellt sicher, dass diese Elemente gleichmäßig in der Matrix verteilt sind. Dadurch werden die bei Blockstählen häufig auftretenden Probleme der Bänderung und Segregation vermieden.

Der hohe Molybdängehalt fördert die sekundäre Härtung, so dass der Stahl seine Eigenschaften beibehält. CPM 154 Stahlhärte selbst wenn sie bei der Herstellung oder im Einsatz erhöhten Temperaturen ausgesetzt sind. Das Kohlenstoffvolumen sorgt für die Ausscheidung harter Chromkarbide, die die für Industriefräser erforderliche Verschleißfestigkeit gewährleisten.
Wenn Ihr Projekt CPM 154 Stahl erfordert, kontaktieren Sie MWalloys für ein kostenloses Angebot.
Tabelle 1: Chemische Nennzusammensetzung von CPM 154 (Gewicht %)
| Element | Symbol | Prozentsatz (%) | Metallurgische Funktion |
|---|---|---|---|
| Kohlenstoff | C | 1.05% | Primäres Härtungselement; bildet Karbide für die Verschleißfestigkeit. |
| Chrom | Cr | 14.00% | Bietet Korrosionsbeständigkeit (rostfrei >10.5%) und Härtbarkeit. |
| Molybdän | Mo | 4.00% | Verbessert die Lochfraßbeständigkeit, die Zähigkeit und die Sekundärhärtung. |
| Mangan | Mn | 0.50% | Desoxidationsmittel, das die Kornstruktur verfeinert und die Härtbarkeit fördert. |
| Silizium | Si | 0.30% | Wird zur Desoxidation während des Schmelzvorgangs verwendet. |
| Vanadium | V | Spur (0,4 max) | Kornfeinung (geringerer Gehalt als S30V zur Verbesserung der Polierbarkeit). |
CPM 154 Stahlhärte und Anlassen Antwort
Das Erreichen der richtigen CPM 154 Stahlhärte ist entscheidend für die Langlebigkeit der Schneidkante. Diese Legierung kann direkt nach dem Abschrecken eine maximale Härte von 63-64 HRC erreichen, aber die nutzbare Arbeitshärte wird normalerweise auf 58-62 HRC angelassen, um die Zähigkeit auszugleichen.
Faktoren, die die Härte beeinflussen
Die Endhärte hängt stark von der Austenitisierungstemperatur und der Abkühlgeschwindigkeit ab. Zur Bildung von Martensit ist ein schnelles Abschrecken erforderlich. Da CPM 154 ein lufthärtender Stahl ist, kann er in ruhender Luft gehärtet werden. MWalloys bevorzugt jedoch eine Vakuumabschreckung mit Überdruck-Stickstoff, um die Oxidation zu minimieren und maximale Gleichmäßigkeit zu gewährleisten.
Die kryogene Verarbeitung ist eine weitere wichtige Variable. Die Abkühlung des Stahls auf -184°C (-300°F) oder mindestens -73°C (-100°F) unmittelbar nach dem Abschrecken wandelt den Restaustenit in Martensit um. Dieses Verfahren erhöht in der Regel die Härte um 1 bis 2 HRC-Punkte und verbessert die Maßhaltigkeit erheblich.
Tabelle 2: Anlaßdaten und resultierende Härte
(Austenitisiert bei 1065°C / 1950°F, inklusive Tiefkühlung)
| Anlassen Temperatur | Härte (HRC) | Primäre Anwendung |
|---|---|---|
| 400°F (204°C) | 60 - 62 | Chirurgische Werkzeuge, feines Besteck (höchste Korrosionsbeständigkeit) |
| 500°F (260°C) | 59 - 61 | Allzweckmesser, EDC-Klingen |
| 600°F (316°C) | 57 - 59 | Heavy Duty Outdoor Tools (Erhöhte Zähigkeit) |
| 900°F (482°C) | 58 - 60 | Industrielle Schneidemaschinen (Sekundärhärtespitze) |
| 1000°F (538°C) | 55 - 57 | Hochbelastbare Maschinenkomponenten |
Das Phänomen der sekundären Härtung
Im Gegensatz zu einfachen Kohlenstoffstählen weist CPM 154 aufgrund seines Molybdängehalts eine Sekundärhärtung auf. Beim Anlassen bei höheren Temperaturen (ca. 900°F-950°F) nimmt die Härte tatsächlich zu oder stabilisiert sich, anstatt linear abzufallen. Dadurch eignet sich CPM 154 für Anwendungen, bei denen das Werkzeug großer Hitze ausgesetzt sein könnte, wie z. B. beim Reibschneiden oder bei Hochgeschwindigkeitsmaschinen, da es nicht erweicht.
CPM 154 Stahläquivalent und Marktsubstitute
Die Beschaffung von Materialien erfordert oft die Kenntnis von Alternativen. Bei der Identifizierung einer CPM 154 Stahläquivalent, muss man zwischen exakten chemischen Übereinstimmungen und leistungsbezogenen Alternativen unterscheiden. MWalloys hilft seinen Kunden, diese Optionen zu nutzen, um die Kontinuität der Lieferkette zu gewährleisten.
Direktes pulvermetallurgisches Äquivalent: RWL-34
Die direkteste Entsprechung zu CPM 154 ist RWL-34, hergestellt von Damasteel in Schweden. RWL-34 nutzt eine ähnliche RSP-Technologie (Rapid Solidification Powder). Die chemische Zusammensetzung von RWL-34 ist praktisch identisch mit CPM 154. Beide Stähle bieten die gleiche außergewöhnliche Polierbarkeit, Korrosionsbeständigkeit und Wärmebehandlung. Hersteller können diese beiden Werkstoffe häufig austauschen, ohne ihre Schleif- oder Wärmebehandlungsprotokolle zu ändern.
Konventionelle Barren-Äquivalente: 154CM und ATS-34
Bevor sich die Partikelmetallurgie durchsetzte, 154CM (Schmelztiegel) und ATS-34 (Hitachi) waren die Industriestandards. Diese sind chemisch äquivalent zu CPM 154, werden aber im traditionellen Barrengussverfahren hergestellt.
- Struktur: Sie weisen gröbere Karbide und eine mögliche Entmischung der Legierung auf.
- Leistung: Sie haben eine ähnliche Schnitthaltigkeit, sind aber weniger zäh und schwerer zu polieren als CPM 154.
- Status: Sie gelten im Allgemeinen als kostengünstigere Alternativen und nicht als Premium-Upgrades.
Performance-Vergleiche
Manchmal wird ein Äquivalent auf der Grundlage von Leistungskennzahlen und nicht auf der Grundlage der Chemie gesucht.
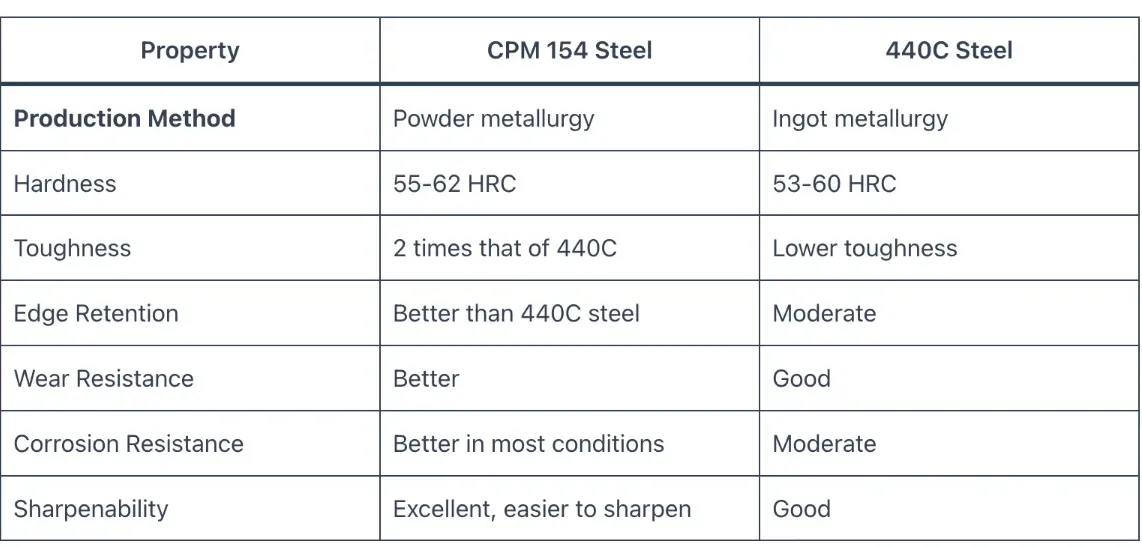
Tabelle 3: CPM 154 im Vergleich zu gängigen Äquivalenten und Alternativen
| Stahlsorte | Herstellungsverfahren | Korrosionsbeständigkeit | Kantenschutz | Zähigkeit | Vergleich mit CPM 154 |
|---|---|---|---|---|---|
| CPM 154 | Partikelmetallurgie | Hoch | Hoch | Hoch | Basislinie |
| RWL-34 | Partikelmetallurgie | Hoch | Hoch | Hoch | Genaues Prämienäquivalent |
| 154CM | Barrenguss | Hoch | Hoch | Mittel | Geringere Zähigkeit/Polierbarkeit |
| ATS-34 | Barrenguss | Hoch | Hoch | Mittel | Japanisch Äquivalent zu 154CM |
| 440C | Barrenguss | Hoch | Mittel | Niedrig | Legacy Standard (minderwertig) |
| CPM S35VN | Partikelmetallurgie | Hoch | Sehr hoch | Sehr hoch | Überlegenes Upgrade (höhere Kosten) |
Physikalische und mechanische Eigenschaften
Ingenieure müssen bei der Berechnung von Belastungen auf genaue physikalische Daten zurückgreifen. CPM 154 bewahrt die strukturelle Integrität unter erheblicher Belastung, weshalb es für Lageranwendungen gegenüber 440C bevorzugt wird.
Tabelle 4: Physikalische Eigenschaften
| Eigentum | Metrischer Wert | Imperialer Wert |
|---|---|---|
| Dichte | 7,75 g/cm³ | 0,280 lbs/in³ |
| Elastizitätsmodul | 200 GPa | 29 x 10⁶ psi |
| Wärmeleitfähigkeit | 16,5 W/m-K | - |
| Wärmeausdehnungskoeffizient | 11,0 µm/m°C (20-100°C) | 6,1 x 10-⁶ in/in°F |
Korrelation zwischen Zähigkeit und Verschleißwiderstand
CPM 154 bietet einen deutlichen Zähigkeitsvorteil. Im Charpy-Kerbschlagbiegeversuch weist CPM 154 bei 58 HRC eine typische Querzähigkeit von 28 Joule (20 ft-lbs) auf. Dies ist etwa doppelt so hoch wie die Zähigkeit von 440C. Wenn die CPM 154 Stahlhärte auf 61 HRC gedrückt wird, nimmt die Zähigkeit leicht ab, bleibt aber besser als bei konventionell gegossenen Stählen mit ähnlichem Legierungsgehalt.
Die Verschleißfestigkeit wird nach dem CATRA-Testverfahren gemessen. CPM 154 erreicht durchgängig 120% bis 125% der Verschleißfestigkeit von 440C und gehört damit zur Hochleistungskategorie, ohne schwer schärfbar zu werden.
Protokolle zur Wärmebehandlung
MWalloys empfiehlt die folgenden Protokolle zur Optimierung des Stahls für Messerklingen und industrielle Komponenten.
Austenitisierung
Vorwärmen ist erforderlich, um den Verzug zu minimieren. Erhitzen Sie auf 760°C (1400°F) und gleichen Sie aus. Dann auf die Austenitisierungstemperatur hochfahren. Der Standardbereich ist 1900°F (1038°C) bis 2000°F (1093°C). Die Haltezeit sollte je nach Querschnittsdicke 30 bis 60 Minuten betragen.
Abschrecken
Plattenabschreckung, Luftkühlung oder unterbrochene Ölabschreckung. Für maximale Dimensionsstabilität und Korrosionsbeständigkeit ist ein Vakuumofen mit Stickstoffgasabschreckung ideal. Vor dem Anlassen auf unter 50°C (125°F) abkühlen.
Leitlinien für die Temperierung
Zweifaches Anlassen ist obligatorisch. Dreifaches Anlassen wird für Anwendungen mit hoher Beanspruchung bevorzugt. Jedes Anlassen sollte mindestens 2 Stunden dauern. Zur Aufrechterhaltung der Korrosionsbeständigkeit wird ein Anlassen unter 800°F empfohlen, um die Bildung von chromreichen Karbiden zu vermeiden, die der Matrix das korrosionsschützende Chrom entziehen.
Bearbeitbarkeit und Schleifvorgänge
CPM 154 wird von Zerspanern bevorzugt, weil die gleichmäßige Karbidstruktur den Werkzeugverschleiß im Vergleich zu Blockstählen wie D2 oder 440C verringert. Beim Schleifen erzeugt der Stahl einen sauberen "Bruch" am Grat. Diese Eigenschaft steht in direktem Zusammenhang mit der Partikelmetallurgie, die die Bildung von großen Karbidclustern verhindert, die in der Regel zu Mikroausbrüchen während der Endbearbeitung führen.
Fallstudie: Verbesserung der Betriebszeit in der Lebensmittelverarbeitung
Der folgende Fall demonstriert die praktische Anwendung von CPM 154 in einer industriellen Umgebung, die durch MWalloys Engineering-Beratung validiert wurde.
Projekt: Optimierung der Klingen von industriellen Fleischschneidern
Standort: Chicago, Illinois, USA
Datum: Februar 2024
Das Problem: Ein großer Fleischverarbeitungsbetrieb verwendete D2-Werkzeugstahl für die Klingen seiner Hochgeschwindigkeits-Rundschneidemaschinen. Obwohl D2 eine ausreichende Härte aufwies, litten die Klingen unter zwei kritischen Problemen. Erstens verursachte die saure Natur der Fleischproteine Lochfraßkorrosion. Zweitens führten die groben Karbide in D2 zu Mikroausbrüchen an der Schneide, was zu häufigen Schärfunterbrechungen führte.
Die Lösung: MWalloys empfahl den Übergang zu CPM 154. Wir spezifizierten eine Wärmebehandlung, die auf eine CPM 154 Stahlhärte von 60 HRC mit einem Niedrigtemperaturanlass (400°F), um die Korrosionsbeständigkeit zu maximieren.
Die Beweise: Die Anlage betrieb eine Pilotlinie mit CPM 154-Klingen neben dem bestehenden D2-Bestand. In den Wartungsprotokollen wurden die "Zeit zwischen den Schärfungen" (TBS) und die Sichtprüfung auf Korrosion über 90 Tage hinweg erfasst.
Die Ergebnisse:
- Korrosion: Bei CPM 154-Klingen wurde kein Pitting beobachtet. D2-Klingen zeigten innerhalb von 48 Stunden Oxidation, wenn sie nicht sofort geölt wurden.
- Betriebszeit: Der TBS erhöhte sich um 40%. Die CPM 154-Klingen behielten länger eine scharfe Schneide, da die feinere Hartmetallstruktur eine dünnere, stabilere Schneidengeometrie ohne Ausbrüche unterstützte.
- Kosteneinsparungen: Trotz der höheren Rohstoffkosten von CPM 154 führte die Reduzierung der Ausfallzeiten zu einer jährlichen Nettoeinsparung von 15% für die Aufschnittabteilung.
Anwendungen in der modernen Fertigung
Die Vielseitigkeit von CPM 154 erlaubt es, es in verschiedenen Bereichen einzusetzen. MWalloys liefert dieses Material für:
- Besteck: Klappmesser, feststehende Jagdmesser und Küchenbesteck.
- Lager und Buchsen: Korrosionsbeständige Lagerlaufringe für Anwendungen in der Luft- und Raumfahrt.
- Kunststoff-Spritzgussformen: Die Fähigkeit, hochglanzpoliert zu werden, macht es zu einem ausgezeichneten Material für Formen, die eine Hochglanzoberfläche erfordern.
- Industrielle Schneidegeräte: Messer für die Lebensmittelverarbeitung, Textilschneider und Verpackungsmesser.
Häufig gestellte Fragen (FAQs)
1. Wie hoch ist die typische Härte des Stahls CPM 154 nach der Wärmebehandlung?
2. Welches ist das beste CPM 154 Stahläquivalent?
3. Kann CPM 154 leicht rosten?
4. Ist CPM 154 besser als S30V?
5. Kann CPM 154 für Küchenmesser verwendet werden?
6. Wie wirkt sich die Kryobehandlung auf CPM 154 aus?
7. Ist CPM 154 magnetisch?
8. Warum ist CPM 154 teurer als 440C?
9. Kann CPM 154 geschweißt werden?
10. Welches Schleifmittel eignet sich am besten zum Schärfen von CPM 154?
Überlegungen zur Beschaffung und Lieferkette
Bei der Beschaffung von CPM 154 ist die Überprüfung der Herkunft des Stahls von entscheidender Bedeutung, um sicherzustellen, dass es sich um ein echtes pulvermetallurgisches Produkt und nicht um ein konventionelles Äquivalent handelt. Gefälschte Materialien ahmen oft die Zusammensetzung nach, verfügen aber nicht über das CPM-Verfahren, was zu einer minderwertigen Leistung führt.
MWalloys bietet CPM 154 in verschiedenen Formen an:
- Blatt/Platte: Präzisionsgeschliffene oder warmgewalzte Ausführung.
- Stangenware: Rund- und Flachstangen für die Bearbeitung.
- Kundenspezifische Größen: Auf Anfrage erhältlich für spezifische Werkzeuganforderungen.
Ingenieure sollten in ihren Entwürfen ausdrücklich "CPM 154" und nicht nur "154er Stahl" angeben, um zu vermeiden, dass sie die herkömmliche Barrenversion erhalten. Die Bezeichnung "CPM" ist die Garantie für die partikelmetallurgische Mikrostruktur, die die erforderliche Zähigkeit und Oberflächengüte liefert. Detaillierte Datenblätter zu CPM 154 Stahlhärte Kurven oder die Verfügbarkeit eines bestimmten CPM 154 Stahläquivalent, wenden Sie sich bitte an das MWalloys-Supportteam.
