ASTM A694 Grade F52 ist eine hochfeste Kohlenstoff-/Niedriglegierungs-Schmiedesorte für die Hochdruckübertragung (Mindeststreckgrenze ≈ 52 ksi / 360 MPa, Mindestzugkraft ≈ 66 ksi / 455 MPa, Mindestdehnung 20%). In der Praxis ist es häufig verwendet mit API 5L X52 Leitungsrohren und A860 WPHY-52 FittingsDiese "Gleichwertigkeit" muss jedoch von Fall zu Fall überprüft werden, da sich die Zusammensetzung, die Zähigkeit, die Wärmebehandlung und die vorgeschriebenen Prüfungen (CVN, Bruchzähigkeit, Produkt- vs. Wärmeanalyse) zwischen den Normen unterscheiden. Bestätigen Sie immer die Gleichwertigkeit des Teils MTRs (Materialprüfberichte) und die tatsächlich auf den Bestellungen angegebene(n) Norm(en), bevor eine Substitution angegeben wird.
Was bedeutet ASTM A694 F52
ASTM A694/A694M ist die ASTM-Spezifikation für Schmiedestücke aus unlegiertem und legiertem Stahl für Rohrflansche, Formstücke, Armaturen und Teile, die für Hochdruck-Übertragungsdienst. Die verschiedenen Güteklassen in A694 sind durch ihre Nummerierung gekennzeichnet Mindeststreckgrenze in ksi (F42, F46, F50, F52, F56, F60, F65, F70). F52 erfordert ein Minimum von 0,2% Offset-Stretch von ~52 ksi (≈360 MPa) und eine Mindestzugfestigkeit von ~66 ksi (≈455 MPa), mit einer Mindestdehnung von typischerweise 20% in 2 Zoll (50 mm). Diese Anforderungen und der Gesamtumfang sind in der Norm ASTM A694 definiert.
Warum gibt es F52?
Die A694-Sorten wurden geschaffen, um Flansch-/Fittingwerkstoffe zu liefern, die den ertragsstarke mechanischen Eigenschaften moderner Rohrleitungsstähle (X-Güteklassen), so dass Verbindungen und angeschlossene Armaturen nicht zum schwachen Glied in Hochdruckübertragungssystemen werden. Im Vergleich zu herkömmlichen A105-Flanschen (≈36 ksi Streckgrenze) bieten die A694 F-Sorten eine viel höhere zulässige Spannung und ermöglichen dünnere Wandkonstruktionen oder kleinere Flansche bei gleichem Betriebsdruck.
Wichtige garantierte Eigenschaften (was die Spezifikation erzwingt)
Nachstehend sind die am häufigsten referenziert garantierte Eigenschaften für F52 (repräsentativ - bestätigen Sie die tatsächliche Ausgabe und kaufen Sie POs/MTR):
| Eigentum | Typische A694 F52-Anforderung (min) |
|---|---|
| 0.2% Offset-Streckgrenze | 52 ksi (360 MPa). |
| Zugfestigkeit | 66 ksi (≈455 MPa). |
| Dehnung (in 2 Zoll / 50 mm) | 20% (min). |
| Maximaler Kohlenstoffgehalt (Wärme/Produkt) | ≈ 0,26-0,30% (Toleranzen bei der Wärme-/Produktanalyse variieren). |
| Mn | ≈ ~1,6% (maximale Reichweite). |
| Si | 0,15-0,35% (typisch). |
| P, S | ≤ 0,025-0,030% (niedrige Werte). |
Hinweis: Bei den oben genannten Werten handelt es sich um zusammenfassende Zielvorgaben, die aus den Standardtabellen und den häufig verwendeten Tabellen der Lieferanten entnommen wurden - überprüfen Sie immer die genauen Grenzwerte, die in der ASTM-Ausgabe oder in der MTR des Lieferanten angegeben sind.
Chemische Zusammensetzung - praktische Tabelle
Die verschiedenen Ausgaben und die Produkt-/Wärmeanalysen der Lieferanten können variieren. Das Folgende ist eine praktische Konsolidierung, die von Verarbeitern und Flanschlieferanten verwendet wird (do nicht Verwendung als Ersatz für den Standardtext oder MTR):
| Element | Typisch A694 F52 (repräsentativ) |
|---|---|
| Kohlenstoff (C) | ≤ 0,26-0,30%. |
| Mangan (Mn) | ≈ 1,4-1,8% (im Allgemeinen ≤1,6%). |
| Silizium (Si) | 0,15-0,35%. |
| Phosphor (P) | ≤ 0,025-0,030%. |
| Schwefel (S) | ≤ 0,025-0,030%. |
| Legierung (Cr, Mo, Ni, V, Nb) | Normalerweise Spur zu niedrig bestimmte Sorten oder Produktformen können kontrollierte Mengen für Zähigkeit/Härtung hinzufügen. Siehe MTR des Lieferanten. |
Mechanischer Tisch (kurz und bündig)
| Eigentum | Wert (typisch/min) |
|---|---|
| Ausbeute (0,2% Offset) | 52 ksi / 360 MPa |
| Zugfestigkeit (ultimate) | 66 ksi / 455 MPa |
| Dehnung | 20% (min) |
| Härte (typisch wie geschmiedet/vergütet) | Brinell um ~180-200 HB (variiert je nach Wärmebehandlung). |
Wärmebehandlung, Kerbschlagzähigkeit und Tieftemperaturbetrieb
-
Wärmebehandlung: A694-Schmiedestücke sind typischerweise normalisiert und/oder vergütet abhängig von der Sorte und dem Herstellungsverfahren, um die erforderliche Streckgrenze/Zugfestigkeit und Zähigkeit zu erreichen. Typische Ofentemperaturen für das Anlassen/Normalisieren liegen bei einigen Produkten im Bereich von ~540 °C (1000 °F) - prüfen Sie die Angaben des Lieferanten.
-
Prüfung der Auswirkungen / CVN: Die A694 legt keine einheitliche Charpy-Temperatur für alle Güten fest; der Käufer kann CVN-Anforderungen (Temperatur und Mindestenergie) angeben. Viele Rohrleitungsanwendungen erfordern eine niedrige Temperaturzähigkeit; in diesem Fall sind die erforderliche CVN-Temperatur und der CVN-Wert in der Bestellung und im MTR anzugeben.
-
Anmerkung zum Design: Wenn der Flansch oder das Bauteil in kalten Klimazonen oder im Tieftemperaturbereich eingesetzt werden soll, wählen Sie einen Werkstoff und eine Abnahmeprüfung (A350 LF-Sorten oder spezielle Kerbschlagzähigkeitsanforderungen), die für die jeweilige Temperatur geeignet sind - A694 F52 ist nicht per se eine Tieftemperatur"-Sorte, es sei denn, das spezifische Bauteil und der Lieferant liefern CVN-Daten, die den erforderlichen Temperaturbereich abdecken.
Äquivalente - wie Ingenieure F52 in der Regel anderen Normen zuordnen
Kurze Antwort: F52 wird gemeinhin als funktionell kompatibel mit API 5L X52 / A860 WPHY-52 und in einigen Beschaffungskontexten mit EN/DIN-Feinkornstählen mit hoher Festigkeit (P355-Familie) gruppiert. Aber exakte Äquivalenz ist nie automatisch - müssen Sie vergleichen Chemische Grenzwerte, Zugfestigkeit/Dehnbarkeit, erforderliche CVN-Werte, Wärmebehandlung und Inspektions-/Prüfanforderungen.
Nachstehend finden Sie eine kurze Tabelle mit Querverweisen, die bei den Gesprächen über die Auftragsvergabe verwendet wird (ungefähre Angaben; je nach Antrag zu überprüfen):
| ASTM A694 F52 | Gemeinsamer Querverweis / Beinahe-Äquivalent (Anmerkungen) |
|---|---|
| API 5L X52 / A860 WPHY-52 | Wird häufig mit F52 verglichen, um die Kompatibilität von Rohrleitungen und Flanschen zu gewährleisten, da beide ~52 ksi Streckgrenze angeben. Nur nach Prüfung der PSL-Stufe (PSL1 vs. PSL2) und CVN-Tests verwenden. |
| EN / DIN - P355N/P355NH (Familie EN 10222-4 / EN 10025) | In Europa ordnen die Ingenieure die A694 F-Sorten verschiedenen EN-Feinkornstählen / hochfesten Stählen für Schmiedestücke zu; die Zuordnung hängt von der Produktnorm und der erforderlichen Festigkeit ab. Als ungefähr zu betrachten und zu bestätigen. |
| ASME / A860 WPHY-Sorten | A860 WPHY 52-Fittings werden mit API 5L X52 verwendet; A694 F52-Flansche werden üblicherweise mit diesen Rohr-/Fittingsorten verwendet (gleiche mechanische Eigenschaften). |
Praktische Anleitung: Wenn in einer Rohrleitungsspezifikation steht, dass ein A694 F52-Flansch mit einem X52-Rohr zu verwenden ist, handelt es sich um eine standardmäßige und übliche Paarung. Wenn in einer Spezifikation des Eigentümers "Material gleichwertig zu A694 F52" gefordert wird, muss der Verkäufer folgende Angaben machen MTRs mit A694 oder ausdrücklicher Begründung der Gleichwertigkeit (chemische, mechanische und Schlagdaten).
Warum Gleichwertigkeit irreführend sein kann - fünf Fallstricke
-
Verschiedene Prüfprogramme: API/EN/ASTM können unterschiedliche obligatorische Prüfungen vorschreiben (PSL2-Zusatzprüfung, EN-Schmiedestücke können unterschiedliche Wärmeanalysen oder NDT erfordern).
-
Unterschiedliche Akzeptanztemperaturen für die Zähigkeit: Die CVN-Temperatur und die Akzeptanzwerte variieren; eine Streckgrenze von 52 ksi" garantiert nicht die gleiche Bruchzähigkeit.
-
Unterschiede in der Zusammensetzung: Unterschiede im Kohlenstoffgehalt und in der Mikrolegierung beeinflussen die Schweißbarkeit und die Zähigkeit der WEZ; kleine %-Änderungen sind für kritische Anwendungen wichtig.
-
Abweichung bei der Wärmebehandlung: "Geschmiedete", "normalisierte" oder "vergütete" Produkte weisen unterschiedliche Mikrostrukturen/Zähigkeiten auf. Bestätigen Sie die Verarbeitung.
-
Produktform vs. Rückverfolgbarkeit von Hitze/Lot: Einige Normen akzeptieren die Produktanalyse im Gegensatz zur Wärmeanalyse; die Beschaffung sollte Folgendes verlangen Wärme-zu-Wärme-MTRs für kritische Spulen.
Typische Anwendungen (wo F52 eine gute Wahl ist)
-
Flansche für Pipelines und Hochdruckrohrleitungen (Öl- und Gaspipeline-Header).
-
Hochdruckpumpen, Ventile und geschmiedete Armaturen wobei die Zugfestigkeit/Dehnbarkeit des Flansches der Rohrleitungssorte entsprechen muss.
-
Verdichter- und Gasübertragungsstationen wenn Gewichtseinsparungen und höhere zulässige Spannungen erwünscht sind.
Herstellungshinweise (für Einkäufer / QA-Teams)
-
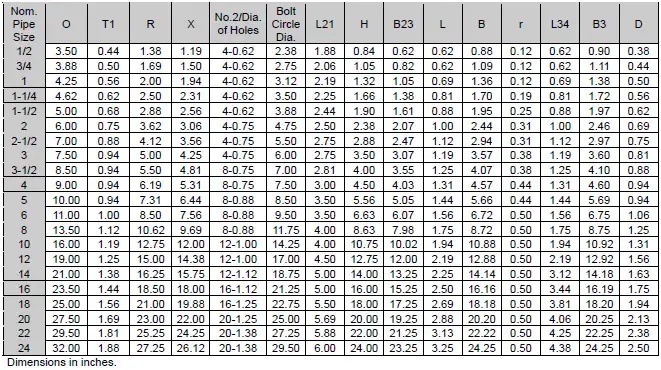
Schmiedepraxis: A694-Schmiedestücke werden in der Regel durch Warmschmieden aus einem Barren/Block und anschließender Bearbeitung und Wärmebehandlung hergestellt. Kritische Abmessungen sollten auf ASME/ANSI-Abmessungsnormen (B16.5, B16.47) verweisen, wenn Flansche spezifiziert werden.
-
Rückverfolgbarkeit: Anfrage vollständige MTR-RückverfolgbarkeitSchmelznummer, Produkt-/Wärmeanalyse, CVN-Prüfberichte (falls angegeben), Härte und alle vom Käufer geforderten NDT (RT/UT).
-
Kennzeichnung: Der Lieferant sollte Flansche mit Güteklasse, Schmelznummer und Norm kennzeichnen, um Verwechslungen zwischen A105, A350, A694 usw. zu vermeiden (A694-Teile werden häufig mit "A694 F52" oder ASME SA694-Äquivalenten gekennzeichnet).
Empfehlungen zum Schweißen, zur Bearbeitung und zur Reparatur
-
Wärmebehandlung vor und nach dem Schweißen (PWHT): Ob eine Druckwasserhärtung erforderlich ist, hängt von der Bauteildicke, dem Elementgehalt (Cr/Mo) und der Schweißanweisung (WPS) des Auftraggebers ab. Viele A694-Schmiedestücke aus Kohlenstoff/Niedriglegierung erfordern bei typischen Flanschdicken keine PWHT, aber Schweißnähte an Rohrleitungen oder Druckbehältern können gemäß den Vorschriften eine PWHT erfordern. Bestätigen Sie dies mit dem Schweißfachingenieur.
-
Auswahl des Schweißzusatzes: Wählen Sie einen Schweißzusatzwerkstoff mit kompatibler Festigkeit und Zähigkeit; bei hochfesten Kombinationen wählen Sie den gleichen oder einen etwas weniger festen Schweißzusatzwerkstoff, um spröde HAZ zu vermeiden.
-
Bearbeitungen: F52 hat eine höhere Festigkeit als Flansche der Klasse A105 - verwenden Sie gleichmäßige Schneidwerkzeuge/Vorschübe. Vermeiden Sie das Abtragen von Material, das den Nettoquerschnitt im Flanschhals unter die Konstruktionsspanne reduzieren würde.
Checkliste für Inspektion und Prüfung bei der Beschaffung
-
MTR: Wärmenummer, Produkt-/Wärmeanalyse, Prüfberichte.
-
Mechanische Prüfzeugnisse: Zugfestigkeit, Streckung, Dehnung.
-
CVN/Aufpralltestberichte bei der vom Käufer angegebenen Temperatur (falls gefordert).
-
Härteprüfung(en).
-
ZfP (RT/UT/MT), falls vom Auftraggeber oder der geltenden Norm gefordert.
-
Sicht- und Maßprüfung nach ASME B16.5 / EN1092 oder nach der angegebenen Norm für Flanschabmessungen.
Praktische Beispiele für die Gleichwertigkeit
-
Fall A - Anschluss an die Pipeline: Vom Ingenieur spezifizierte API 5L X52 Rohre und A694 F52 Flansche - dies ist eine akzeptierte und übliche Kombination (mechanische Eigenschaften stimmen überein). Dennoch muss der Flanschlieferant A694 MTRs und eine passende Auswahl an Schrauben/Dichtungen bereitstellen.
-
Fall B - Druckbehälter mit Niedertemperaturbelastung: Do nicht Ersatz für F52 blind für Tieftemperatur-Schmiedestücke für Druckbehälter - verwenden Sie EN / ASME Tieftemperatursorten (A350 LF2 / LF3) mit zertifizierter CVN-Leistung.
Vergleichende Schnellreferenz: A694 F52 im Vergleich zu gängigen Alternativen
| Material | Streckgrenze (ksi / MPa) | Typische Verwendung | Anmerkungen |
|---|---|---|---|
| A694 F52 | 52 ksi / 360 MPa. | Hochbelastbare Flansche/Fittings für den Einsatz in Rohrleitungen. | Erfordert MTR und spezifische Tests, wie vom Käufer vorgeschrieben. |
| API 5L X52 | 52 ksi / 360 MPa. | Leitungsrohr. | Die Prüfung von PSL2 und PSL1 wirkt sich auf die Gleichwertigkeit aus. |
| A105 | ~36 ksi / 250 MPa. | Flansche für allgemeine Zwecke (niedrigerer Druck). | Nicht geeignet, wenn ein hoher Ertrag erforderlich ist. |
| A350 LF2 | ~36 ksi, aber auf Tieftemperaturzähigkeit getestet. | Tieftemperatur-Flansche. | Wählen Sie LF2/LF3 für den Kryodienst, nicht F52, es sei denn, es ist zertifiziert. |
Wortlaut der Beschaffung
"Der Werkstoff muss ASTM A694/A694M Grade F52 sein (ASME SA694 F52 ist zulässig). Der Lieferant muss vollständige MTRs mit Verweis auf ASTM A694 und die Schmelznummer, eine chemische Analyse des Produkts/der Schmelze, Berichte über Zug-, Dehnungs- und Verlängerungsprüfungen sowie Berichte über Härte und CVN-Kerbschlag bei der vom Käufer angegebenen Temperatur (falls angegeben) vorlegen. Flanschabmessungen gemäß ASME B16.5 (oder EN 1092-1, wo angegeben). Jegliche Substitution muss schriftlich mit vollständiger Prüfdokumentation vereinbart werden."
Häufig gestellte Fragen von Ingenieuren
-
Kann ich A694 F52-Flansche mit X52-Rohren verwenden? - Ja im normalen Pipelinebetrieb; Bestätigung der PSL-Stufe und der CVN-Anforderungen.
-
Ist F52 rostfrei oder Duplex? - Nein. A694 F52 ist ein hochfestes Schmiedestück aus Kohlenstoff/Niedriglegierung; nicht zu verwechseln mit den rostfreien Duplex-F-Nummern, die manchmal von anderen Anbietern verwendet werden. Überprüfen Sie die MTR-Schlüsselwörter.
-
Garantiert A694 die Leistung bei niedrigen Temperaturen? - Nicht automatisch; der Käufer muss CVN/Temperaturannahme angeben.
-
Ist A694 F52 die gleiche Zusammensetzung wie X52? - Ungefähraber die Mikrolegierung und die erforderlichen Tests unterscheiden sich; es handelt sich um eine praktische Paarung, nicht um eine wörtliche chemische Identität.
Häufig gestellte Fragen
-
F: Wie hoch ist die genaue Streckgrenze und Zugfestigkeit für A694 F52?
A: Mindestens 0,2% Offset-Ertrag 52 ksi (≈360 MPa) und Mindestzugkraft 66 ksi (≈455 MPa); Dehnungsminimum 20%. Dies sind die wichtigsten mechanischen Schwellenwerte, die "F52" definieren. -
F: Ist API 5L X52 identisch mit A694 F52?
A: Keine Eins-zu-eins-Identität; beide streben eine Streckgrenze von ~52 ksi an. API 5L ist eine Rohrnorm (PSL1/PSL2) mit spezifischen chemischen Prüfungen/Zähigkeitsprüfungen; A694 ist eine Schmiede-/Flanschnorm. Sie sind gemeinsam gepaartaber Sie müssen PSL, CVN und MTR bestätigen. -
F: Kann ich A694 F52 an A105 Flansche oder A106 Rohre schweißen?
A: Schweißen ist möglich, aber beachten Sie die Diskrepanz in der Streckung: A105 (≈36 ksi) ist viel weicher; die Bearbeitung von Flanschhals/Bohrung kann das A105-Teil überbeanspruchen. Bei Systemen mit hoher Beanspruchung ist die Festigkeit anzupassen oder die Konstruktion so zu gestalten, dass die Unterschiede ausgeglichen werden. Technische Überprüfung empfohlen. -
F: Auf welche Prüfungen sollte ich beim Kauf von F52-Flanschen bestehen?
A: Minimum: MTR (Wärmezahl), Zugversuch, Streckung, Dehnung und alle vom Auftraggeber vorgeschriebenen CVN-Schlagversuche. Härte und NDT gemäß Vertrag. Verlangen Sie vom Lieferanten die Angabe, welche Ausgabe der ASTM A694 er verwendet hat. -
F: Gibt es EN/DIN-Äquivalente, die ich in Europa bestellen kann?
A: Ingenieure ordnen A694 F52 häufig EN-Feinkornstählen / hochfesten Stählen zu (P355-Familie / 1.0562 oder verwandte Bezeichnungen), aber prüfen Sie die EN-Produktnorm (EN 10222-4 oder EN 1092-1) für Schmiedestücke und Flanschabnahme. Diese Karten sind ungefähre Angaben. -
F: Gilt A694 auch für Schweißmuffen und Gewindeverbindungen?
A: Ja - die Spezifikation gilt für geschmiedete Fittings, Ventile und Teile. Für Muffenschweiß-/Gewindeformen gelten möglicherweise andere Produktanalysenzuschläge; prüfen Sie die spezifischen Produktverpackungen und MTRs. -
F: Welche Wärmebehandlung sollte ich erwarten?
A: Normalisieren oder Vergüten je nach Hersteller und Teilegeometrie; der Lieferant sollte die Wärmebehandlung auf dem MTR vermerken. Wenn die Konstruktion ein bestimmtes Mikrogefüge/eine bestimmte Härte erfordert, ist dies anzugeben. -
F: Sind A694 F52-Flansche im Offshore-Bereich üblich?
A: Sie werden im Getriebe-, Öl- und Gasbereich eingesetzt; für Offshore- oder korrosive Umgebungen können zusätzliche Korrosionsschutzmaßnahmen oder Edelstahl-/CRA-Auskleidungen vorzuziehen sein. Bestätigen Sie die Eignung für Seewasser und Korrosionsbedingungen. -
F Kann ein A694 F52-Flansch für Hochtemperatur-Dampfanwendungen verwendet werden?
A: Möglicherweise, aber die Hochtemperatur-Kriechbeständigkeit hängt von der Legierung und der Konstruktion ab; konsultieren Sie die Norm (ASME) und geben Sie alle mechanischen Anforderungen bei erhöhten Temperaturen an. -
F: Welche Unterlagen belegen die Gleichwertigkeit?
A: Heat-by-heat MTRs mit Standardreferenz (A694 oder API/EN), vollständiger chemischer Analyse, Zug-/Dehnungs-/Dehnungsergebnissen und CVN-Prüfberichten, wo angegeben. Für Substitutionen ist die schriftliche Zustimmung des Käufers/Ingenieurs erforderlich.
Checkliste für den Einkauf & Muster für die Bestellung
-
Geben Sie an. ASTM A694/A694M - Güteklasse F52 (oder Zulassung ASME SA694 F52) auf PO.
-
Fordern Sie an. MTR unter Bezugnahme auf die verwendete ASTM/A860/API-Norm.
-
Erforderlich angeben CVN-Temperatur (falls zutreffend), ZfP und Akzeptanzstufen.
-
Nennen Sie die Flanschabmessungsnorm (ASME B16.5 oder EN 1092-1) und die Leistungsklasse.
Abschließende technische Empfehlungen
-
Behandeln Sie A694 F52 → API X52 als praktische Paarungnicht eine blinde Substitution.
-
Für kritische / tieftemperatur- / ermüdungsanfällige Systeme, erfordern Aufprall-/Bruchdaten im Vertrag.
-
Bestehen Sie auf wärmerückverfolgbare MTRs und Prozessnotizen der Lieferanten (Schmiedeplan, Wärmebehandlung).
Maßgebliche Referenzen
- ASTM A694/A694M - Standard Specification for Carbon and Alloy Steel Forgings for Pipe Flanges, Fittings, Valves, and Parts for High-Pressure Transmission Service (ASTM International).
- API-Spezifikation 5L - Leitungsrohre (API). (Siehe Anforderungen für die Güteklassen X52 und PSL1/PSL2).
- Werkstoffvergleich (Querverweis) - DIN / EN / ASTM-Äquivalenztabellen (Beispielverweis mit P355 / A694-Angleichungen).
