ASTM A105 (ASME SA-105) ist der Industriestandard für geschmiedete Kohlenstoffstähle für Rohrleitungskomponenten - Flansche, Fittings und Ventile -, bei denen zuverlässige Festigkeit, Schweißbarkeit und Wirtschaftlichkeit für Drucksysteme bei Umgebungs- und erhöhten Temperaturen erforderlich sind. Er zeichnet sich durch eine niedrige chemische Zusammensetzung und vorhersehbare mechanische Eigenschaften aus, kann zur Anpassung der Zähigkeit wärmebehandelt werden und hat international weithin anerkannte Äquivalente (z. B. die in Europa verwendeten EN-Sorten).
Was A105 ist und wo sie gilt
ASTM A105 (oft als ASME SA-105 bezeichnet) ist eine Norm für Schmiedestücke aus Kohlenstoffstahl, die für Rohrleitungsanwendungen bestimmt sind - in erster Linie Flansche, Fittings und Ventilgehäuse, die in Drucksystemen bei Umgebungs- und erhöhten Temperaturen verwendet werden. Die Norm umfasst chemische Grenzwerte, erforderliche mechanische Eigenschaften, zulässige Wärmebehandlungen, Prüfverfahren und Kennzeichnung. Schmiedestücke nach dieser Spezifikation haben ein begrenztes Gewicht (im Allgemeinen bis zu 10.000 lb pro Schmiedestück) und sollen zuverlässiges, normgerechtes Material für Rohrleitungen in den Bereichen Öl und Gas, Petrochemie, Energieerzeugung und allgemeine Industrie liefern.
Kurzanleitung für Einkäufer und Designer
Wenn Sie einen wirtschaftlichen, schweißbaren geschmiedeten Kohlenstoffstahl für drucktragende Rohrleitungsbauteile benötigen, die geschweißt, bearbeitet und bei normalen bis mäßig erhöhten Temperaturen eingesetzt werden, ist A105 in vielen Regionen die Standardwahl. A105 spezifizieren mit alle zusätzlichen Anforderungen des Käufers, die Sie benötigen (z. B. Normalisierung, Kerbschlagprüfung, hydrostatische Prüfung oder reduzierter Schwefel-/Phosphorgehalt), und verlangen Sie Materialprüfberichte (MTRs) gemäß ASTM A961, wenn eine Rückverfolgbarkeit des Codes erforderlich ist. Für Tieftemperaturanwendungen, die eine Kerbschlagzähigkeit erfordern, sollten Sie SA-350 LF2 in Betracht ziehen oder A105 mit spezifischen Anforderungen an die Zähigkeit bzw. Schlagzähigkeitsprüfung spezifizieren.
Chemische Zusammensetzung (Grenzen und praktische Bedeutung)
Nachfolgend finden Sie eine übersichtliche Tabelle mit den in der Spezifikation A105/SA-105 genannten chemischen Grenzwerten und praktischen Erläuterungen.
| Element | Zusammensetzung (wt%) - Grenzwerte A105 / SA-105 | Praktische Wirkung |
|---|---|---|
| Kohlenstoff (C) | ≤ 0,35% | Steuert die Festigkeit und Härtbarkeit. Niedriger Kohlenstoffgehalt bewahrt die Schweißbarkeit. |
| Mangan (Mn) | 0,60 - 1,05% | Erhöht die Festigkeit und Härtbarkeit; typisch für geschmiedete Kohlenstoffstähle. |
| Phosphor (P) | ≤ 0,035% | Niedrig gehalten, um die Versprödung zu verringern und die Duktilität zu verbessern. |
| Schwefel (S) | ≤ 0,040% | Kontrolliert, um Kurzatmigkeit zu vermeiden; niedriger ist besser für die Zähigkeit. |
| Silizium (Si) | 0,10 - 0,35% | Desoxidationsmittel; geringe Mengen verleihen Festigkeit und verbessern die Guss-/Schmiedequalität. |
| Kupfer (Cu) | ≤ 0,40% (Anmerkung A) | Geringe Mengen sind zulässig; geringe Verbesserungen der Korrosionsbeständigkeit. |
| Nickel (Ni) | ≤ 0,40% (Anmerkung A) | Nur Spuren - kein legierter Stahl; keine nennenswerten Legierungselemente vorgesehen. |
| Chrom (Cr) | ≤ 0,30% (Anmerkung A/B) | Nur Spuren; begrenzter Beitrag zur Stärke. |
| Molybdän (Mo) | ≤ 0,12% (Anmerkung A/B) | Nur Spuren; normalerweise vernachlässigbar in A105. |
| Vanadium (V) | ≤ 0,08% | Spurenmengen können die Korngröße verfeinern. |
| Summe (Cu+Ni+Cr+Mo+V) | ≤ 1.00% (Anmerkung) | Der A105 bleibt in der Kategorie niedrig legierter Stahl/Kohlenstoff. |
| Summe (Cr+Mo) | ≤ 0,32% (Anmerkung) | Zusätzliche Einschränkung, um unbeabsichtigtes Legieren zu vermeiden. |
(Quelle der Tabelle: Zusammengefasste chemische Grenzwerte aus der Spezifikation A105 / SA-105 und den Materialdatenblättern der Industrie).
Kommentar: A105 ist im Wesentlichen ein kohlenstoffarmer, niedrig legierter Schmiedestahl. Die Spezifikation erlaubt geringe Zusätze von Legierungselementen, hält aber deren Summe streng unter Kontrolle, so dass sich das Material wie Kohlenstoffstahl verhält: gute Schweißbarkeit, vorhersehbare Schmiedbarkeit und wirtschaftliche Kosten. Die chemische Zusammensetzung unterstützt herkömmliche Wärmebehandlungsoptionen (Glühen, Normalisieren, Vergüten), macht A105 jedoch nicht zu einem höher legierten, korrosionsbeständigen oder hochwarmfesten Kriechstahl.
Mechanische Eigenschaften (Standardanforderungen und typische Bereiche)
Die A105 schreibt Mindestanforderungen an die mechanische Leistungsfähigkeit vor, um eine sichere Verwendung in Drucksystemen zu gewährleisten. Die wichtigsten Eigenschaften (in den beim Einkauf üblichen Zoll-Pfund-Einheiten) sind:
Interpretation für Designer: A105 bietet robuste Zug- und Streckgrenzen für geschmiedete Rohrleitungskomponenten; Duktilitäts- (Dehnungs-) und Härtegrenzen stellen sicher, dass der Werkstoff bei typischen Umgebungs- bis mäßig erhöhten Temperaturen ohne sprödes Verhalten bearbeitet, geformt und geschweißt werden kann.
Wärmebehandlung, Schmiedepraxis und A105 gegenüber A105N
Schmiedetemperatur und typische Wärmebehandlungen
-
Typischer Schmiedetemperaturbereich: etwa 900-1250 °C (≈1650-2300 °F) je nach Schmiedeverfahren. Die kontrollierte Wiedererwärmung/thermomechanische Verarbeitung gewährleistet einen angemessenen Kornfluss für Festigkeit und Zähigkeit.
-
Nach dem Schmieden zulässige Wärmebehandlungen gemäß der Spezifikation: Glühen (Erweichung), Normalisieren (Verfeinerung des Korns, Erhöhung der Zähigkeit), Vergüten (Erhöhung der Festigkeit/Zähigkeit) oder andere Anlassen nach Vorgabe. Der Käufer gibt oft die genaue Reihenfolge der Wärmebehandlung vor, um die Konstruktionsanforderungen zu erfüllen.
A105 vs. A105N - was das "N" bedeutet
-
A105N (oder SA-105N) zeigt an. Normalisierung (Die Bezeichnung "N" bedeutet, dass das Schmiedestück nach dem Schmieden normalisiert wurde, um ein gleichmäßigeres, feineres Korngefüge und damit eine bessere Zähigkeit und gleichmäßigere mechanische Eigenschaften zu erzielen.
-
Der wichtigste praktische Unterschied: chemisch gesehen sind die Basisgrenzwerte die gleichen, aber A105N ist nach dem Schmieden normalisiert/wärmebehandelt und wird im Allgemeinen bevorzugt, wenn eine höhere Zähigkeit, ein besseres Korngefüge und gleichmäßigere mechanische Eigenschaften erforderlich sind. Viele Einkäufer geben jetzt A105N als Standard an, weil es das Risiko von Schwankungen im Betrieb verringert.
Käufertipp: Wenn die Anwendung eine zyklische Belastung, Druckstöße oder Tieftemperaturbetrieb beinhaltet, ist A105N zu spezifizieren oder zusätzliche Anforderungen für Kerbschlagbiegeversuche hinzuzufügen. Für allgemeine Versorgungsleitungen bei Umgebungstemperatur wird in der Regel der einfache A105 akzeptiert.
Internationale Entsprechungen und Querverweise
Die ASTM A105/ASME SA-105 ist zwar eine US-Norm, doch gibt es auch international gebräuchliche Äquivalente. Die Gleichwertigkeit ist praktisch - chemische und mechanische Eigenschaften werden verglichen -, aber die tatsächliche Gleichwertigkeit muss mit dem Käufer und der zuständigen Behörde überprüft werden.
| Region/Land | Standard | Gleichwertiges Material |
| Europa | EN 10213 | GS-C25 (Geschmiedeter Kohlenstoffstahl für Druckteile) |
| EN 10025 | S235JR (Kohlenstoffbaustahl, üblicherweise für Druckgeräte verwendet) | |
| Japan | JIS G3454 | STPG370 (für Druckrohrleitungen) |
| JIS G3101 | SS400 (Allgemeiner Kohlenstoffbaustahl) | |
| Deutschland | DIN 17175 | St 35.8 (Rohre aus Kohlenstoffstahl, für Drucksysteme) |
| DIN 17200 | C 22.8 (Allgemeiner Kohlenstoffstahl) | |
| Vereinigtes Königreich | BS 1501 | 1501-151 Güte 360 (Kohlenstoffstahl für Druckgeräte) |
| China | GB 713 | Q245R (Kesselkohlenstoffstahl) |
| GB 699 | Q235B (Kohlenstoffbaustahl, üblicherweise für Druckbehälter verwendet) | |
| International | ISO 6505 | P245GH (Schmiedestahl für Druckteile) |
| ISO 4957 | 42CrMo4 (Legierter Stahl mit hoher Festigkeit) | |
| Indien | IS 2062 | E250 (üblicher Kohlenstoffstahl für Bau- und Drucksysteme) |
| Südkorea | KS D 3503 | STPT370 (Kohlenstoffstahl für Druckrohrleitungen) |
| Vereinigte Staaten | ASTM A105N | A105N (Normalisierte Version der ASTM A105) |
Das ist wichtig: Die "Äquivalenztabellen" sind ein Ausgangspunkt. Bestätigen Sie immer die chemischen Bereiche, die erforderlichen Wärmebehandlungen und die mechanischen Prüfverfahren, bevor Sie ein ausländisches Normschmiedestück als Ersatz für A105 in der Normarbeit akzeptieren.
Praktische Hinweise zu Fertigung, Schweißen und Bearbeitung
Bearbeitung und Herstellung
-
A105 lässt sich im normalisierten oder geglühten Zustand leicht bearbeiten. Die Härtegrenze (max. 187 HBW) hilft, übermäßigen Werkzeugverschleiß zu vermeiden.
-
Für die Bearbeitung von Flanschen mit engen Toleranzen fordern Sie bitte spezifizierte Wärmebehandlungs- und Härteberichte über MTR an.
Schweißen & Schweißpraxis
-
A105 ist kohlenstoffarm und lässt sich mit gängigen Schweißdrähten (ER70S-x / E7018 usw.) gut schweißen, wenn die Wärmebehandlung vor und nach dem Schweißen entsprechend den Anforderungen an die Dicke und die Norm durchgeführt wird.
-
Bei dicken Profilen oder kritischen Anwendungen befolgen Sie die ASME B31.x oder die entsprechenden Richtlinien für Vorwärmung, Zwischenlagentemperatur und PWHT. Wenn die Kerbschlagzähigkeit ein Thema ist, normalisieren Sie vor dem Schweißen oder legen Sie eine Kerbschlagprüfung fest.
Oberflächenschutz und Korrosion
-
A105 ist nicht korrosionsbeständig. Für korrosive Umgebungen sind Beschichtungen (Epoxid, Verzinkung für drucklose Teile, sofern zulässig), Anstriche oder korrosionsbeständige Legierungen zu wählen. Für Flansche, die im Erdreich verwendet werden, sollten Schutzbeschichtungen und kathodischer Schutz in Betracht gezogen werden.
Inspektion, Prüfung und Zertifizierung
Geben Sie beim Kauf von A105-Schmiedestücken an, welche Prüfungen und Unterlagen Sie benötigen. Typische Anforderungen:
-
Materialtestberichte (MTRs) - chemische und mechanische Prüfergebnisse, die sich auf jede Schmelze/jedes Los zurückführen lassen (ASTM A961 wird häufig für die Zertifizierung angegeben).
-
Zugversuche und Härtetests - gemäß der Norm.
-
Makroskopische/visuelle Inspektion - um Schmiedefehlstellen oder Risse aufzudecken.
-
NDE (falls vom Käufer gefordert) - UT oder RT für druckkritische Teile, Magnetpulver oder Farbstoffeindringverfahren für Oberflächenfehler.
-
Schlagprüfung (Charpy V-Kerbe) - nur, wenn der Auftraggeber dies vorschreibt (A105 verlangt standardmäßig keine Kerbschlagzähigkeitsprüfung für alle Schmiedestücke; für Tieftemperaturanwendungen ist SA-350 LF2 zu spezifizieren oder die zusätzliche Anforderung hinzuzufügen).
-
Hydrostatische Prüfung - nur vorgeschrieben, wenn spezifiziert (ASTM A961 Supplemental S57 beschreibt hydrostatische Testanforderungen für Schmiedestücke).
Beispiele für Spezifikationsklauseln, die in die Bestellung aufzunehmen sind:
-
"Werkstoff: ASTM A105 / ASME SA-105, normalisiert (A105N) gemäß den Anforderungen des Käufers."
-
"Zertifizierung: Vollständige MTRs gemäß ASTM A961, einschließlich Rückverfolgbarkeit der Schmelznummer."
-
"Ergänzend: Charpy-Kerbschlagversuche bei -20 °F (oder angegebener Temperatur) für Ventile und Fittings."
-
"NDE: Ultraschallprüfung gemäß dem NDE-Plan des Käufers für drucktragende Teile.
Typische Anwendungen und Checkliste für die Auswahl
Typische Anwendungen
-
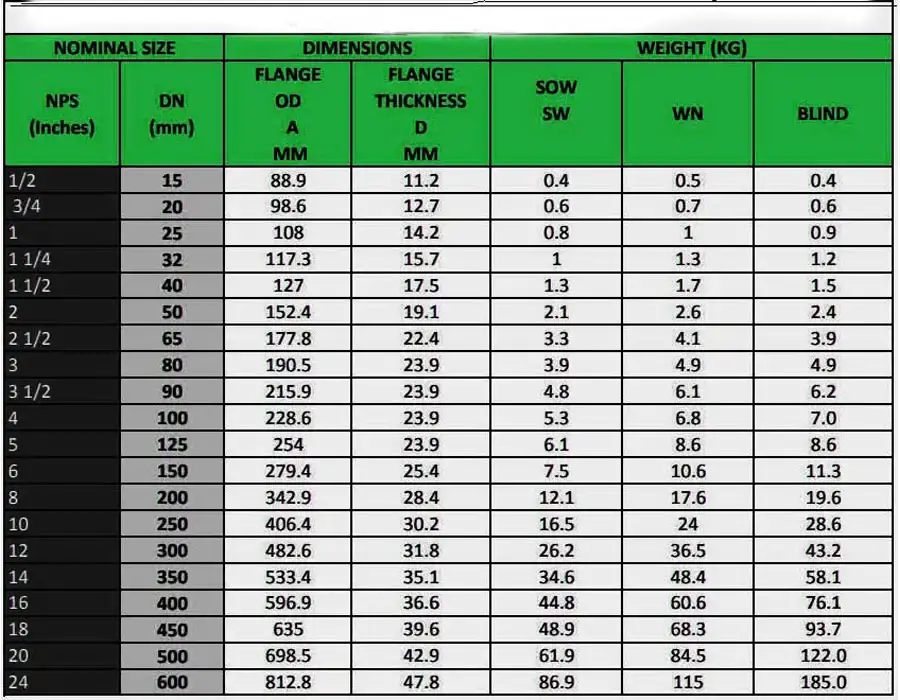
Vorschweiß-, Aufsteck- und Blindflansche für Rohrleitungssysteme
-
Ventilkörper (Schieber, Ventile, Rückschlagventile) und Ventiloberteilkomponenten
-
Geschmiedete Fittings (T-Stücke, Winkelstücke, Reduzierstücke) für Öl und Gas, Petrochemie, Raffinerien, Kraftwerke und allgemeine Industrierohrleitungen
Checkliste für die Auswahl von Ingenieuren
-
Betriebstemperatur und -druck - bestätigt, dass A105 die zulässigen Spannungen bei Betriebstemperatur erfüllt.
-
Einsatz bei niedrigen Temperaturen? - wenn ja, Kerbschlagprüfung oder alternative Legierung verlangen.
-
Ätzende Umgebung? - wenn ja, ist ein zusätzlicher Oberflächenschutz oder eine Legierungsverbesserung erforderlich.
-
Schweißen / Nachschweißarbeiten - bei Bedarf Vorheizen/PWHT angeben.
-
Rückverfolgbarkeit und Prüfung - erfordern MTRs und jede zusätzliche NDE.
-
Werkstoffzustand (A105 vs. A105N) - Normalisierung/Wärmebehandlung angeben, wenn gleichmäßige Zähigkeit erforderlich ist.
-
Gewichtsgrenzen - Schmiedestücke über ~10.000 lb werden möglicherweise nicht von A105 abgedeckt; prüfen Sie alternative Spezifikationen (A266 usw.).
Bestellung, Kennzeichnung und ergänzende Anforderungen des Käufers
Empfohlene PO-Sprache (kurz und bündig)
-
Werkstoff: ASTM A105 / ASME SA-105, letzte Revision.
-
Wärmebehandlung: Normalisieren und Anlassen (A105N) OR wie geschmiedet mit Glühung nach PO.
-
Zertifizierung: MTRs gemäß ASTM A961; der Prüfbericht muss die Wärmezahl, die chemische Analyse, die Zug- und Härteergebnisse enthalten.
-
NDE: Ultraschallprüfung von kritischen druckführenden Oberflächen; Farbeindringverfahren bei bearbeiteten Bohrungen.
-
Kennzeichnung: Schmelznummer, Werkstoffspezifikation und Herstellerkennzeichen auf jedem Schmiedestück eingeprägt.
Typische Kennzeichnungen auf Schmiedeteilen
-
Logo des Herstellers
-
Wärmenummer (rückführbar auf MTR)
-
Werkstoffspezifikation (z. B. A105 oder SA-105)
-
Größe oder spezieller Bestellcode
Korrosionsverhalten, Temperaturgrenzen und häufige Ausfallarten
-
Korrosion: A105 ist Kohlenstoffstahl und korrodiert in nassen oder aggressiven Umgebungen. Verwenden Sie Beschichtungen, Inhibitoren oder wechseln Sie zu rostfreien oder legierten Stählen in korrosiven Medien.
-
Betriebstemperatur: Geeignet für Umgebungstemperaturen und mäßig erhöhte Temperaturen. Bei Problemen mit Hochtemperatur-Kriechen ist eine Legierung zu wählen, die für anhaltend hohe Temperaturen ausgelegt ist.
-
Zu beachtende Fehlermöglichkeiten: Spannungsrisskorrosion in chloridhaltigen Umgebungen (bei Kohlenstoffstahl selten, aber unter bestimmten chemischen Bedingungen/Belastungen möglich), Ermüdungsrisse durch zyklische Belastung, Sprödbruch bei Verwendung unterhalb der vorgesehenen Temperatur ohne Kerbschlagprüfung - Angabe der zu vermeidenden Bedingungen.
Schnellreferenztabellen (Taschentücher für Ingenieure)
Tabelle A - Zusammenfassung (schnell)
| Artikel | A105 / SA-105 Zusammenfassung |
|---|---|
| Typ | Schmieden von Kohlenstoffstahl für Rohrleitungen |
| Max Kohlenstoff | 0.35% |
| Zugfestigkeit (min) | 70 ksi (485 MPa) |
| Ausbeute (min) | 36 ksi (250 MPa) |
| Härte (max) | 187 HBW |
| Gemeinsame Formen | Flansche, Armaturen, Ventilgehäuse |
| Bevorzugte Ausführung für härtere Teile | A105N (normalisiert) |
Tabelle B - Wann sollte A105 gegenüber Alternativen gewählt werden?
| Zustand | A105 verwenden | Alternative in Betracht ziehen |
|---|---|---|
| Rohrleitungen für Umgebungsdruck | ✓ | |
| Tieftemperaturbetrieb (Kryogenik) | SA-350 LF2 verwenden oder Aufpralltests angeben | |
| Ätzend, Seewassereinwirkung | Verwendung von Duplex/Edelstahl-Legierungen | |
| Hochtemperatur-Kriechdienst | Verwendung kriechfester Legierungen (z. B. 1,25Cr-0,5Mo, 316H usw.) | |
| Codework für Druckbehälter mit Kerbanforderungen | SA-350 oder ergänzende Tests in Betracht ziehen |
Praktische Fragen zu Beschaffung und Lieferanten
-
F: Sind rohe Stäbe in A105 erhältlich? Nein - A105 bezieht sich auf Schmiedestücke; rohe Stangen werden normalerweise nach anderen Spezifikationen geliefert. Einige aus Stangenmaterial bearbeitete Bauteile sind nur dann zulässig, wenn der Hersteller gleichwertige chemische und mechanische Prüfungen gemäß der Norm nachweisen kann.
-
F: Ist A105 magnetisch? Ja - wie andere Kohlenstoffstähle ist auch A105 ferromagnetisch.
-
F: Kann A105 zur Erhöhung der Festigkeit wärmebehandelt werden? Es kann vergütet werden, aber die Schmiedewerkstätten fertigen die Schmiedestücke in der Regel mit der vom Käufer gewünschten Wärmebehandlung nach dem Schmieden. Erkundigen Sie sich beim Hersteller nach den erreichbaren Eigenschaften.
FAQs
-
Was ist der Unterschied zwischen ASTM A105 und ASME SA-105?
Es handelt sich im Wesentlichen um dieselbe Spezifikation - ASME SA-105 ist das Format und die Bezeichnung, die in den ASME-Code-Publikationen verwendet werden; der Inhalt ist an ASTM A105 angeglichen (die genauen Revisionsjahre sind in der Bestellung angegeben). -
Erfordert die A105 eine Schlagprüfung (Charpy)?
Nicht standardmäßig. Die Schlagprüfung ist eine zusätzliche Anforderung des Käufers. Für den Einsatz bei niedrigen Temperaturen ist eine Schlagprüfung erforderlich oder SA-350 LF2 zu verwenden. -
Was bedeutet A105N?
Das "N" steht für eine Normalisierungswärmebehandlung (A105N), die ein feineres Korngefüge und eine höhere Zähigkeit im Vergleich zu A105 im geschmiedeten Zustand bewirkt. -
Welche Dokumentation sollte ich bei einem A105-Schmiedestück verlangen?
Vollständige MTR (ASTM A961), Rückverfolgbarkeit der Schmelznummer, Berichte über Zug- und Härtetests sowie alle von der Bestellung geforderten NDE- oder hydrostatischen Tests. -
Ist A105 für den Einsatz in der Tieftemperaturtechnik geeignet?
Nein - für kryogene oder subambiente Anwendungen benötigen Sie Werkstoffe mit garantierter Kerbschlagzähigkeit bei der geforderten Temperatur (z. B. Stähle der LF-Serie oder spezielle Tieftemperaturlegierungen). -
Wie verhält sich A105 im Vergleich zu rostfreien Flanschen?
A105 ist weit weniger korrosionsbeständig, aber viel billiger. Verwenden Sie rostfreien Stahl, wenn Korrosionsbeständigkeit erforderlich ist oder wenn die Prozessbedingungen dies erfordern. -
Können A105-Schmiedestücke für Hochdruck-/Hochtemperatur-Dampfleitungen verwendet werden?
Sie werden in vielen Dampf- und Kraftwerksanwendungen eingesetzt, bestätigen jedoch die zulässigen Spannungen bei Betriebstemperatur gemäß den geltenden Druckvorschriften (ASME, API usw.). -
Typische Härte von A105?
Die Spezifikation begrenzt die Brinellhärte auf ≤ 187 HBW. Dies trägt dazu bei, die Bearbeitbarkeit zu gewährleisten und spröde Gefüge zu vermeiden. -
Was sind häufige Fehler bei A105-Komponenten?
Ermüdungsrisse durch zyklische Belastung, korrosionsbedingte Leckagen bei ungeschützter Verwendung und Sprödbruch bei Verwendung unterhalb der vorgesehenen Kerbschlagzähigkeit ohne Prüfung. -
Gibt es in Europa Standardersatzstoffe für A105?
Ingenieure verweisen häufig auf die EN 10222-2 / P-Sorten (z. B. 1.0460 / P250GH-Familie) als ähnliche Schmiedestähle - eine vollständige Gegenprüfung der chemischen und mechanischen Eigenschaften und der Wärmebehandlung ist jedoch obligatorisch.
Praktisches Muster einer Beschaffungsklausel (kopieren/einfügen)
Material: ASTM A105 / ASME SA-105, letzte Revision.
Wärmebehandlung: Normalisieren (A105N), sofern nicht anders angegeben.
Zertifizierung: Legen Sie den Prüfbericht des Herstellers (MTR) gemäß ASTM A961 mit Rückverfolgbarkeit der Schmelznummer und den Ergebnissen der chemischen Analyse sowie der Zug- und Härtetests vor.
NDE/Prüfung: Ultraschallprüfung an druckhaltenden Bauteilen; hydrostatische Prüfung und Charpy-Schlagprüfung bei -20 °F als zusätzliche Anforderungen (falls festgelegt).
Kennzeichnung: Jedes Schmiedestück ist mit Hersteller-ID, Schmelznummer und Werkstoffbezeichnung zu versehen.
Abschließende praktische Hinweise für MWAlloys
Wenn Sie der Lieferant sind, wie MWAlloys, stellen Sie sicher, dass Ihre Werks- und Schmiedeprotokolle so organisiert sind, dass Sie vollständige MTRs liefern und die Ergebnisse der einzelnen Schmelztests vorlegen können. Geben Sie ausdrücklich an, ob Schmiedestücke geliefert werden wie geschmiedet, normalisiert oder vergütet und angelassenund geben Sie Bearbeitungsmöglichkeiten und Optionen für die Oberflächenbehandlung von Rohrleitungsarmaturen und Flanschen an. Für Exportkunden sollten Sie immer alle Norm-Querverweise (EN/JIS) angeben, die Sie erfüllen können, und alle zusätzlichen Prüfungen bestätigen, die von den Importcodes erwartet werden.
Maßgebliche Referenzen
- ASTM A105 / A105M - Standard-Spezifikation für Schmiedestücke aus Kohlenstoffstahl für Rohrleitungsanwendungen (ASTM)
- ASME SA-105 / SA-105M - Schmiedestücke aus Kohlenstoffstahl (ASME / BPVC Abschnitt II A, Kopie)
- EN 10222-2:2017+A1:2021 - Schmiedestücke aus Stahl für Druckzwecke (Europäische Norm, Muster)
