API 5L Grade B PSL2 ist eine weit verbreitete, zuverlässige Spezifikation für Leitungsrohre aus Kohlenstoffstahl für Onshore- und viele Offshore-Übertragungssysteme, die im Vergleich zu PSL1 eine höhere Materialkonsistenz, verbesserte Prüfungen und vollständige Rückverfolgbarkeit erfordern. In der Praxis liefert die Güte B (manchmal als L245 bezeichnet) eine Mindeststreckgrenze im Bereich von ~245 MPa (≈35.000-35.500 psi) und eine Mindestzugfestigkeit um ≈415 MPa (≈60.000 psi)Die PSL2-Produktstufe bietet zusätzlich eine obligatorische zerstörungsfreie Prüfung, strengere chemische und mechanische Grenzwerte und, wo erforderlich, eine Kerbschlagzähigkeitsprüfung nach Charpy - Merkmale, die PSL2 zur ersten Wahl machen, wenn Betreibervorschriften, Pipeline-Richtlinien oder Behörden dokumentierte, nachweisbare Qualität und Bruchverhalten fordern.
Was ist API 5L?
Die API-Spezifikation 5L ist die Industrienorm für Leitungsrohre, die für den Transport von Erdöl und Erdgas verwendet werden. Sie definiert Werkstoffgüten, Produktspezifikationsstufen (PSL1 und PSL2), Abnahmekriterien, Prüfung und Kennzeichnung für nahtlose und geschweißte Rohre. Die API-Norm wird regelmäßig überarbeitet; bei der Erstellung von Beschaffungsdokumenten sollte auf die neuesten vollständigen Ausgaben und Errata Bezug genommen werden. Für die internationale Beschaffung ist es üblich, auf die ISO 3183 zu verweisen, die viele Anforderungen harmonisiert und auch die PSL1/PSL2-Produktstufen definiert.
Wichtige Punkte:
-
API 5L umfasst nahtlose und geschweißte Rohre aus Kohlenstoff- und Kohlenstoff-Mangan-Stahl für Pipelinetransportsysteme.
-
Die Produktspezifikationsstufe (PSL) unterscheidet zwischen Routine- und erweiterten Anforderungen; PSL2 beinhaltet zusätzliche Tests, Rückverfolgbarkeit und strengere Akzeptanzgrenzen.
MWalloys Angebot: API 5L Gr B Casing und Rohre
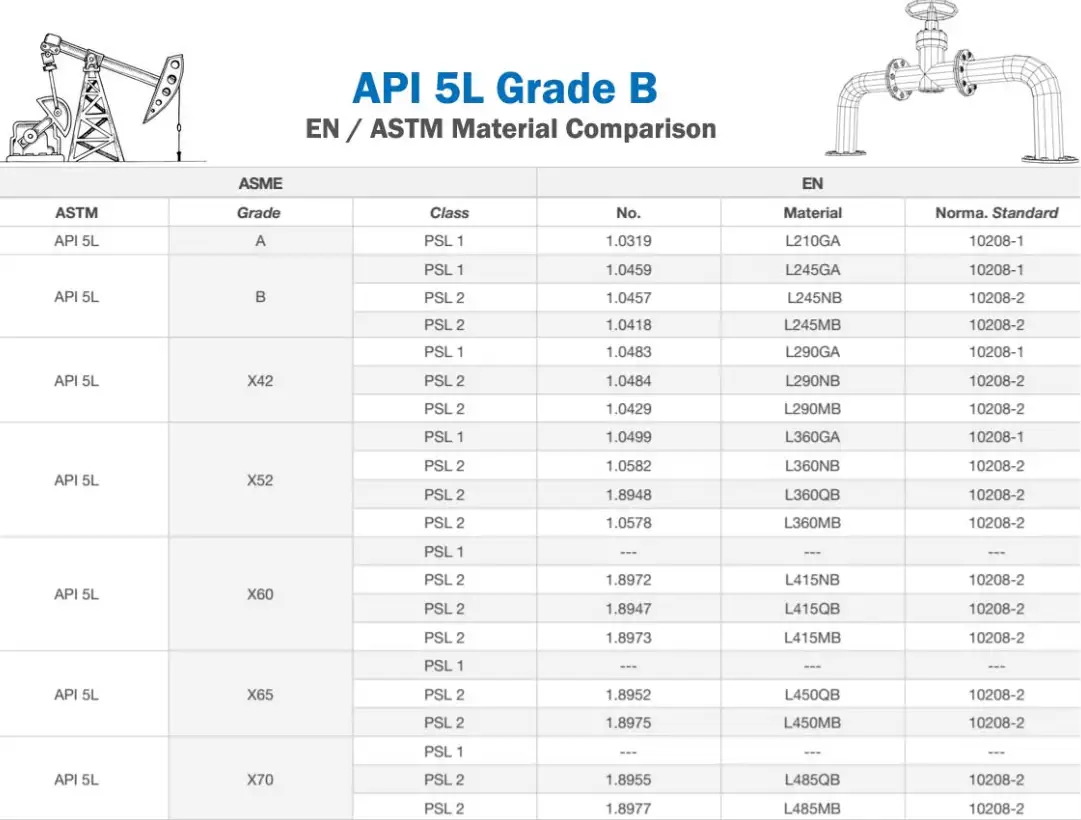
Klassennomenklatur und die Zuordnung von "Klasse B / L245" zu den Eigenschaften
API 5L verwendet Güteklassenbezeichnungen, die in der Vergangenheit auf Mindeststreckgrenzen bezogen wurden. "Grade B" ist üblicherweise mit einer Mindeststreckgrenze von ≈245 MPa verbunden (daher die ISO-Bezeichnung L245). In API-Tabellen wird Grade B mit typischen Mindestwerten in MPa und psi angegeben. Typische mechanische Werte, die bei der Konstruktion und Beschaffung verwendet werden, sind:
-
Mindeststreckgrenze (Rt0,5): ~245 MPa (≈35.000-35.500 psi).
-
Mindest-Zugfestigkeit (Rm): ~415 MPa (≈60.000 psi).
-
Dehnung: hängt vom Durchmesser und der Wandstärke ab; in der Regel ein bestimmter Mindestprozentsatz in einer 2-Zoll-Messlänge.
Diese Werte sind in API 5L und in öffentlichen technischen Datenblättern von zertifizierten Lieferanten ausdrücklich aufgeführt - geben Sie bei der Spezifikation immer die Ausgabe und die PSL-Stufe an, um Unklarheiten zu vermeiden.
PSL1 vs. PSL2 - technische Unterschiede und wann man sie angeben sollte
Schneller Vergleich (Zusammenfassung)
PSL1 = Standardproduktniveau (Grundanforderungen).
PSL2 = erweiterte Produktstufe (verschärfte Chemie/Mechanik, obligatorische zerstörungsfreie Prüfung, Schlagprüfung, Rückverfolgbarkeit und Zertifizierung des Werks).
| Thema | PSL1 (typisch) | PSL2 (typisch) |
|---|---|---|
| Zertifizierung von Materialien | Grundlegender Mühlenprüfbericht | Vollständiger zertifizierter Materialprüfbericht mit zusätzlicher Rückverfolgbarkeit |
| Chemische Kontrollen | Breite Grenzen | Strengere Grenzwerte für chemische Elemente |
| Mechanische Grenzen | Nur Minimum | Minimal- und manchmal Maximalgrenzwerte für Rendite/UTS zur Bruchkontrolle |
| Kerbschlagzähigkeit (Charpy CVN) | Für viele Klassenstufen nicht erforderlich | Erforderlich, wenn angegeben (abhängig von Temperatur/Grad/Größe) |
| Zerstörungsfreie Prüfung (NDT) | Nicht obligatorisch für Rohrkörper | Obligatorisch (z. B. UT oder RT je nach Prozess und Kunden-SRs) |
| Rückverfolgbarkeit und Serialisierung | Einfache Wärme/Batch | Vollständige Rückverfolgbarkeit von Anfang bis Ende (Wärme → Coil → Platte → Rohr) |
| Typische Anwendungen | Serviceleitungen mit geringem Risiko, nicht regulierte Leitungen | Hochintegrierte Pipelines, regulierte Übertragungen, Leitungen mit hohen Folgen |
PSL2 ist zunehmend der Standard für regulierte Öl- und Gasleitungen und für Betreiber, die dokumentierte Fähigkeiten zur Risskontrolle benötigen.
Chemische Zusammensetzung und mechanische Eigenschaften
Hinweis: Die Werte variieren je nach Ausgabe, Produktform (nahtlos oder geschweißt) und Dicke. Nachstehend finden Sie repräsentative Tabellen für Grade B unter PSL2, die für die Erstellung von Spezifikationen gedacht sind; beziehen Sie sich bei der Beschaffung immer auf die genaue API/ISO-Ausgabe und die zertifizierten Daten des Herstellers.
Typische chemische Grenzwerte (repräsentativ für Klasse B, PSL2)
(Dies sind illustrative Spannen - überprüfen Sie die aktuellen API/ISO-Tabellen für Beschaffungsverträge).
| Element | Max (typisch) |
|---|---|
| Kohlenstoff (C) | ~0,20 - 0,25 % |
| Mangan (Mn) | ~0,60 - 1,30 % |
| Phosphor (P) | ≤ 0,030 % |
| Schwefel (S) | ≤ 0,030 % |
| Silizium (Si) | ≤ 0,40 % |
| Niob, Vanadium, Titan | ≤ kleine kontrollierte Mengen (wenn mikrolegiert) |
(Die genauen zulässigen Werte sind in den API 5L-Tabellen angegeben, die auch nach Rohrdicke und Herstellungsart differenzieren).
Repräsentative mechanische Eigenschaften (Klasse B / L245; typische PSL2-Werte)
| Eigentum | Typischer Mindestwert |
|---|---|
| Streckgrenze (Rt0,5) | 245 MPa (≈35.000-35.500 psi). |
| Zugfestigkeit (Rm) | Mindestens 415 MPa (≈60.000 psi). |
| Dehnung (2 Zoll/50 mm) | Normalerweise ≥20% (variiert mit OD und WT) |
| Härte | Kein ausdrücklicher Höchstwert für die Güteklasse B, es sei denn, dies ist in den zusätzlichen Anforderungen festgelegt; PSL2 kann Grenzwerte für die Schweißnahthärte und die WEZ enthalten. |
Fertigungsverfahren, Abmessungen und gängige Produktionswege
API 5L-Leitungsrohre werden in mehreren Hauptverfahren hergestellt - nahtlos (SMLS) und in mehreren geschweißten Verfahren (ERW, EFW, LSAW, SSAW). Jedes Verfahren hat unterschiedliche charakteristische Einschränkungen und Prüfanforderungen.
-
Nahtlos (SMLS): werden in der Regel für dickere Wandstärken oder höhere Güten verwendet, bei denen aus Gründen der Kerbschlagzähigkeit oder der Anforderungen an den sauren Betrieb keine Schweißnaht erforderlich ist. Nahtlose Rohre sind in der Regel in einer breiten Palette von Durchmessern und Dicken erhältlich.
-
ERW (Electric Resistance Welded): bei kleineren Durchmessern und dünneren Wänden üblich; Verbesserungen in der Herstellung haben zu qualitativ hochwertigem ERW für viele Rohrleitungsanwendungen geführt, aber PSL2 erfordert eine Nahtinspektion/Prüfung.
-
LSAW/SSAW (Longitudinal/Spiral Submerged Arc Welded): bei mittleren bis großen Durchmessern verwendet werden; Nahteigenschaften, Wärmezufuhr und Wärmebehandlung nach dem Schweißen (falls erforderlich) sind wichtige Faktoren.
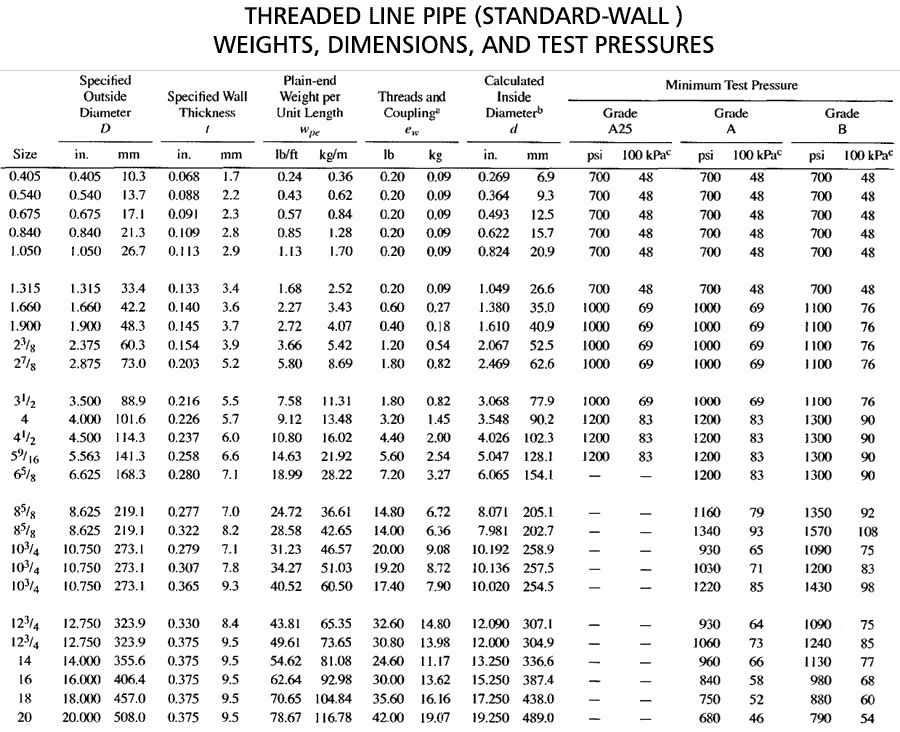
Standardgrößen und Toleranzen
API 5L enthält Maßtoleranzen (Außendurchmesser, Wanddicke, Ovalität, Länge) und zulässige Abweichungen für das Gewicht pro Längeneinheit. Die üblicherweise für Rohrleitungen verwendeten Standard-Nennweiten reichen von kleinen Bohrungen bis zu 48" und größer; bei der Beschaffung sollte die Abmessungsnorm (API/ANSI, ISO oder Kundenspezifikation) angegeben werden.
Obligatorische Prüfungen und Inspektionen für PSL2
PSL2 zeichnet sich durch mehrere obligatorische oder üblicherweise angewandte erweiterte Tests aus. Nachfolgend finden Sie die typischen Tests, die Sie in einer PSL2-Beschaffungsspezifikation finden werden:
-
Chemische Analyse (Wärme- und Produktanalyse) - strengere Elementgrenzwerte und Berichterstattung.
-
Zugfestigkeitsprüfung - um Rt0,5 (Streckgrenze) und Rm (UTS) zu bestätigen.
-
Kerbschlagbiegeversuch nach Charpy V (CVN) - für bestimmte Güten, Dicken und Betriebstemperaturen erforderlich, um das Bruchzähigkeitsverhalten zu steuern. In PSL2 sind Temperaturen und die Anzahl der Proben pro Los aufgeführt.
-
Hydrostatische Prüfung - volumetrischer/hydrostatischer Test pro Länge oder Schmelze, um die mechanische Integrität und Dichtheit zu überprüfen. Die Berechnung des Prüfdrucks für die hydrostatische Festigkeit erfolgt nach den anerkannten Regeln der Technik und den API-Tabellen.
-
Zerstörungsfreie Prüfung (NDT) - PSL2 erfordert in der Regel eine Prüfung der Schweißnaht (RT oder UT) und bei einigen Verfahren zusätzlich eine volumetrische UT. Die Wahl zwischen Radiographie (RT) und Ultraschallprüfung (UT) hängt von der Rohrart und den Kunden-SRs ab.
-
Abflachung, Aufweitung, Härtetests und Rückbiegeversuche - gegebenenfalls zur Bestätigung der Verformbarkeit und der Härtegrenzen.
Rückverfolgbarkeit und Dokumentation: PSL2 erfordert eine vollständige Rückverfolgbarkeit von der Schmelze bis zum fertigen Produkt und eine Bescheinigung, dass das Werk alle erforderlichen Tests und Kontrollen durchgeführt hat. Werkstestberichte (MTRs) und die Serialisierung der Enden/Längen sind Standardanforderungen.
Überlegungen zu Schweißung, Fertigung und Gebrauchstauglichkeit
Die Qualifizierung der Schweißverfahren, der Schweißer und die Wärmebehandlung vor und nach dem Schweißen (falls angegeben) müssen im Fertigungsplan für Rohrleitungen aus API 5L-Material berücksichtigt werden. Wichtige Hinweise zur Praxis:
-
Prüfung der Schweißnähte: Bei geschweißten PSL2-Rohren ist sicherzustellen, dass der Lieferant die ZfP-Protokolle der Schweißnähte (RT/UT) und alle Berichte über Korrekturmaßnahmen für die Nahtreparatur zur Verfügung stellt.
-
Schweißeignung: Die Sorte B ist mit Standardschweißverfahren für Kohlenstoffstahl gut schweißbar; Kohlenstoffäquivalentkontrollen (CE) sind für die HAZ-Härte und die Anfälligkeit für Wasserstoffrissbildung relevant. PSL2 verlangt häufig die Angabe von CE-Indizes (z. B. CEIIW, Pcm) in MTRs.
-
Auswahl des Schweißzusatzes: Für Schweißnähte an Rohren der Güteklasse B sind Schweißzusatzwerkstoffe zu wählen, die die erforderliche mechanische Kompatibilität und Zähigkeit bei der jeweiligen Betriebstemperatur aufweisen. Für saure Anwendungen sind Schweißzusatzwerkstoffe zu wählen, die nach den Richtlinien der NACE/ISO 15156 qualifiziert sind.
Fragen zu Korrosion, Beschichtungen und saurem Service
Die Auswahl von Beschichtungen, Auskleidungen und Korrosionsschutzmaßnahmen hängt von Boden, Flüssigkeitschemie und Temperatur ab und davon, ob H₂S oder CO₂ vorhanden ist.
-
Beschichtungen und Auskleidungen: Schmelzgeklebtes Epoxid (FBE), mehrlagiges Polyethylen, bituminöse Beschichtungen und Innenauskleidungen werden je nach Anwendung (Onshore vs. Offshore, erdverlegt vs. freiliegend) häufig verwendet. Die Datenblätter der Lieferanten sollten angefordert und auf Haftung, kathodische Entladung und Dicke überprüft werden.
-
Saurer Dienst (H₂S): Wenn H₂S vorhanden ist, muss die Werkstoffauswahl der NACE MR0175 / ISO 15156 entsprechen, um sulfidische Spannungsrisse (SSC), wasserstoffinduzierte Risse (HIC) und spannungsorientierte wasserstoffinduzierte Risse (SOHIC) zu vermeiden. Dies bedeutet oft, dass PSL2-Material spezifiziert werden muss, das qualifiziert ist, oder dass die Einsatzbedingungen eingeschränkt werden und zusätzliche Tests erforderlich sind.
Bewährte Verfahren für Beschaffung, Kennzeichnung und Qualitätssicherung
Wenn Sie eine Bestellung oder technische Spezifikation für API 5L Grade B PSL2 vorbereiten, müssen Sie mindestens die folgenden Punkte angeben, um eine rückverfolgbare, überprüfbare Qualität zu gewährleisten:
-
Referenzausgabe der API 5L (genaue Ausgabe und Errata).
-
Produktspezifikation Ebene (PSL2) ausdrücklich erklärt.
-
Klasse (Güteklasse B / L245) und die geforderten mechanischen Eigenschaften und Schlagzähigkeitseigenschaften, einschließlich der Prüftemperaturen für CVN.
-
Herstellungsweg erlaubt (SMLS, ERW, LSAW, SSAW) und alle Einschränkungen.
-
Umfang der zerstörungsfreien Prüfung (RT/UT), hydrostatischer Prüfdruck und Anzahl/Ort der Probenprüfungen.
-
Rückverfolgbarkeit: Werkswärmezahl → Coil/Blech → fertiges Rohr; MTR-Gehalt erforderlich.
-
Bescheinigungen: Legen Sie die geforderten Zertifikate bei (Äquivalente zu EN 10204 3.1/3.2, ggf. API-Monogramm-Anforderungen).
Bewährte Praxis: Beifügen eines ITP (Inspektions- und Testplans) und verlangen, dass der Lieferant die Testergebnisse und Verfahren zur Meldung von Abweichungen abzeichnet. Bei kritischen Rohrleitungen sollten Sie bei wichtigen Prüfungen (CVN, hydrostatisch, NDT) Inspektionen durch Dritte oder Zeugen vor Ort vorsehen.
Praktische Auswahlbeispiele & Anwendungsszenarien
Beispiel A - Onshore-Pipeline unter behördlicher Aufsicht
Empfehlung: Spezifizieren Sie API 5L Grade B PSL2 (oder einen höheren Grad, je nach MAOP und Bruchkontrolle) mit obligatorischem Naht-RT/UT, CVN bei der niedrigsten zu erwartenden Betriebstemperatur, hydrostatischer Prüfung gemäß Engineering Code und vollständiger Rückverfolgbarkeit (MTRs mit CE-Werten). Begründung: PSL2 liefert dokumentierte Integritäts- und Bruchkontrollnachweise, die von vielen Aufsichtsbehörden und Betreibern gefordert werden.
Beispiel B - risikoarme Sammelleitung mit begrenzter Betriebstemperatur
Empfehlung: PSL1 kann akzeptabel sein, wenn die Risikobewertung des Betreibers eine geringe Ausfallwahrscheinlichkeit ergibt und die örtlichen Vorschriften dies zulassen. Es sollte jedoch erwogen werden, wichtige zusätzliche Anforderungen (z. B. Nahtinspektion, MTRs) auch für PSL1 festzulegen, um das Lebenszyklusrisiko zu verringern.
Beispiel C - Saurer Dienst (H₂S vorhanden)
Empfehlung: API 5L Grade B kann zusätzliche Qualifikationen erfordern; beziehen Sie sich auf NACE MR0175/ISO 15156, um die geeignete Metallurgie und Schweißzusätze auszuwählen; in vielen Fällen sind höher korrosionsbeständige Güten oder inhibierte Ausführungen erforderlich.
Häufig gestellte Fragen
-
F: Ist Güteklasse B dasselbe wie L245?
A: Ja - Güteklasse B entspricht der ISO-Bezeichnung L245, die eine Mindeststreckgrenze von 245 MPa widerspiegelt. Um Unklarheiten zu vermeiden, geben Sie immer die anwendbare Normausgabe an. -
F: Wann ist PSL2 anstelle von PSL1 erforderlich?
A: PSL2 wird von vielen Betreibern von Übertragungsleitungen, Aufsichtsbehörden und für Dienstleistungen gefordert, bei denen Bruchkontrolle, verbesserte zerstörungsfreie Prüfung und rückverfolgbare Qualität entscheidend sind. Verwenden Sie PSL2 für regulierte Leitungen, die mit hoher Wahrscheinlichkeit beschädigt werden. -
F: Welches sind die wichtigsten Prüfungen, die ein PSL2-Rohr bestehen muss?
A: Zu den typischen Prüfungen gehören detaillierte chemische Analysen, Zugversuche, Charpy-Schlagversuche (CVN), hydrostatische Prüfungen und die obligatorische zerstörungsfreie Prüfung (RT oder UT) von Schweißnähten und/oder des Rohrkörpers. -
F: Ist für PSL2 immer ein Charpy-Schlagversuch erforderlich?
A: Nicht immer. Die CVN-Anforderungen hängen von der Sorte, der Dicke und der niedrigsten Betriebstemperatur ab. API 5L listet auf, wann CVN vorgeschrieben ist; PSL2 macht CVN wahrscheinlicher als PSL1. -
F: Sind ERW-Rohre für PSL2 zulässig?
A: Ja - ERW-Rohre können PSL2 erfüllen, wenn sie die erforderliche Nahtprüfung und andere PSL2-Prüfungen bestehen; geben Sie die Nahtprüfung und alle Wärme-/UT/RT-Akzeptanzkriterien in der Bestellung an. -
F: Wie sollte ich das Kohlenstoffäquivalent kontrollieren?
A: Aufnahme von CE-Grenzwerten oder Anforderung von CE-Berichten in die MTR; Kontrolle von CE zur Vermeidung übermäßiger HAZ-Härte und des Risikos der Wasserstoffrissbildung. PSL2 fordert üblicherweise CE-Indizes (z. B. Pcm, CEIIW). -
F: Welche Unterlagen muss das Werk vorlegen?
A: Werksprüfberichte (mit Wärme- und Produktanalyse), NDT-Berichte (RT/UT), hydrostatische Prüfprotokolle, CVN-Berichte und Serialisierungs-/Rückverfolgbarkeitsprotokolle; für einige Projekte werden Zertifikate von Dritten (EN 10204 3.1/3.2-Äquivalente) verlangt. -
F: Ist API 5L gleichwertig mit ISO 3183?
A: ISO 3183 und API 5L sind in vielerlei Hinsicht harmonisiert; ISO 3183 verweist ausdrücklich auf die Produktspezifikationsstufen PSL1/PSL2 und wird häufig als internationales Gegenstück zu API 5L verwendet. Beim Mischen von Normen ist ein sorgfältiger Querverweis erforderlich. -
F: Was sollte ich für den Sauerteigdienst angeben?
A: Befolgen Sie die Richtlinien der NACE MR0175 / ISO 15156 für die Auswahl und Prüfung von Werkstoffen. Möglicherweise benötigen Sie alternative Güteklassen, zusätzliche Prüfungen (HIC, SOHIC) sowie qualifizierte Schweißverfahren und Schweißzusatzwerkstoffe. -
F: Wie kann man den Kauf von nicht konformen Rohren vermeiden?
A: Spezifizieren Sie die API/ISO-Ausgabe, die PSL-Stufe, den detaillierten ITP, die obligatorischen Zeugenpunkte für die wichtigsten Tests, die Serialisierung und die Abnahme der MTRs; ziehen Sie bei kritischen Projekten einen externen Prüfer in Betracht.
Praktische Checkliste für die Beschaffung
-
Referenzausgabe (API 5L, z. B. 46. Ausgabe, und Errata).
-
Geben Sie die Güteklasse (B / L245) und PSL2 an.
-
Angabe der zulässigen Herstellungsrouten und des Nahtprüfverfahrens (RT/UT).
-
Festlegung der CVN-Temperaturen und des Probenahmeplans.
-
Festlegung der hydrostatischen Prüfmethode und der Abnahmekriterien.
-
Verlangen Sie eine vollständige Rückverfolgbarkeit und die erforderlichen Zertifikate (MTRs).
