اللحام الناجح لـ سبائك الإينكونيل يعتمد على اختيار معدن الحشو الصحيح، والتحكم في مدخلات الحرارة ودرجة الحرارة البينية، واتباع مواصفات إجراءات اللحام المؤهلة، وتنفيذ معالجات ما بعد اللحام المناسبة عند الحاجة. عندما تتطابق الإجراءات مع كيمياء السبيكة ومتطلبات الخدمة، ستلبي اللحامات المتطلبات الميكانيكية ومقاومة التآكل مع تقليل العيوب الشائعة.
لمحة سريعة عن عائلة Inconel ولمحة عامة عن قابلية اللحام
Inconel هو اسم تجاري يغطي عائلة من سبائك النيكل والكروم والنيكل والكروم والحديد التي غالباً ما تتضمن إضافات من الموليبدينوم والنيوبيوم (الكولومبيوم) والتيتانيوم والألومنيوم. تُظهر الدرجات المختلفة سلوك لحام متميز:
-
السبيكة 625: سبيكة 625: محلول صلب مقوى بالنيكلوبل والمونيوم؛ مقاومة قوية للتنقر الكلوريد والتشقق الإجهادي؛ متسامح في إصلاحات اللحام لأنه لا يتطلب معالجات حرارية معقدة.
-
السبيكة 718: سبيكة تصلب بالترسيب تحتوي على Nb وAl/Ti؛ وتكتسب قوة عالية من خلال المعالجة الحرارية الخاضعة للتحكم، ويتطلب اللحام تحكمًا حراريًا دقيقًا لتجنب مخاطر ضعف HAZ ومخاطر التشقق الناتج عن الإجهاد في سن الإجهاد.
-
سلسلة السبائك 600 و601 و800: سبائك ذات درجة حرارة عالية للأغراض العامة مع قابلية لحام جيدة باستخدام حشوات مطابقة أو شبه مطابقة.
يمكن لحام سبائك النيكل بشكل عام باستخدام عمليات اللحام بالقوس المحمي بالغاز، ولكن الاستجابة الميكانيكية وقابلية حدوث عيوب معينة تعتمد على كيمياء السبيكة والدورة الحرارية. على سبيل المثال، تتطلب السبائك عالية القوة القابلة للتصلب بالترسيب تحكماً أكثر صرامة في المدخلات الحرارية وقد تتطلب معالجة حرارية بعد اللحام لاستعادة الخصائص المطلوبة.
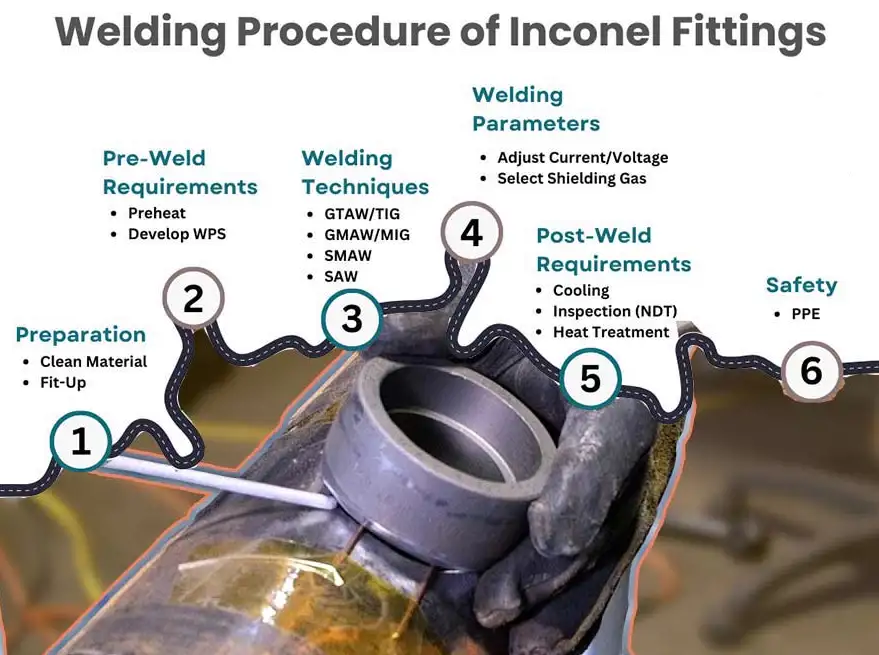
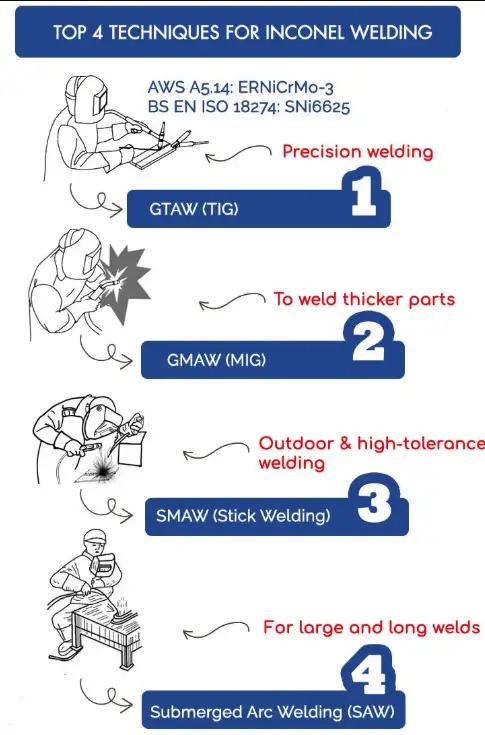
عمليات اللحام التي تعمل بشكل جيد على الإينكونيل
العمليات الشائعة المستخدمة تجارياً:
-
GTAW (TIG): أعلى مستوى من التحكم، ويفضل في المقاطع الرقيقة والتمريرات الجذرية؛ تخفيف منخفض ونظافة ممتازة.
-
GMAW (MIG): معدل ترسيب أعلى؛ مناسب للمقاطع السميكة واللحامات الميكانيكية.
-
SMAW (عصا): تستخدم للإصلاحات الميدانية، كفاءة ترسيب أقل، مفيدة في حالة عدم توفر معدات أخرى.
-
FCAW/SAW: تُستخدم في الإنتاج، خاصةً في الكسوة، على الرغم من أن تقنية SAW تقتصر على سبائك المحلول الصلب في بعض الحالات.
-
GMAW النبضي GMAW وGTAW النبضي GTAW: مفيد للتحكم في مدخلات الحرارة وتقليل التشويه.
-
اللحام بالشعاع الإلكتروني واللحام بالليزر: للدقة أو الحد الأدنى من عرض HAZ، يستخدم في التطبيقات المتخصصة.
يعتمد اختيار العملية على هندسة المكونات، وجودة اللحام المطلوبة، والخصائص الميكانيكية، والقدرة على التحكم في التلوث، والوصول. بالنسبة للمكونات الحرجة، تعتبر GTAW أو GMAW الميكانيكية ذات المعلمات الخاضعة للتحكم نموذجية.
اختيار معدن الحشو: المبادئ والأزواج العملية
المبادئ العامة لاختيار معدن الحشو:
-
يفضل استخدام حشوة ذات كيمياء تنتج مقاومة التآكل والسلوك الميكانيكي المطلوب في الخدمة.
-
بالنسبة للمعادن الأساسية المصلدة بالترسيب، اختر مواد الحشو التي تسمح بالمعالجة الحرارية المرغوبة بعد اللحام أو التي تتجنب مراحل التصلب.
-
بالنسبة للوصلات المعدنية غير المتشابهة، اختر مادة حشو تقلل من التكوين المعدني البيني الهش وتتحكم في التخفيف.
خيارات الحشو التمثيلية الموصى بها (ممارسة الصناعة):
| المعدن الأساسي/التطبيق | الحشوة (الحشوات) الشائعة | الأساس المنطقي |
|---|---|---|
| إنكونيل 625 المعدن الأساسي أو الوصلات غير المتشابهة إلى الفولاذ المقاوم للصدأ/الفولاذ | ERNiCrMo-3 (UNS N06625) | تتوافق مع مقاومة التآكل وقوة درجات الحرارة العالية؛ متعددة الاستخدامات للوصلات غير المتشابهة |
| إنكونيل 718 المعدن الأساسي | ERNiFeFeCr-2 (تصنيف AWS للحشو 718) أو ERNiCrMo-3 في اللحامات غير الحرجة غير ذات القوة الحرجة | يحتوي 718 على حشو مطابق (ERNiFeFeCr-2) يمكن تعتيقه لتطوير قوة عالية؛ وفي كثير من الحالات يتم استخدام حشو سبيكة 625 عندما لا تكون قوة اللحام المتطابقة مطلوبة. |
| إنكونيل 600 وسبائك Ni-Cr المماثلة | متغيرات ERNiCr-3 (Inconel 82) / ERNiCr-3 | مطابقة جيدة لسبائك Ni-Cr، وتستخدم على نطاق واسع في اللحام والتحويلات المعدنية غير المتشابهة. |
مواصفات وتركيبات معدن الحشو موحدة في AWS A5.14 (أقطاب وقضبان النيكل وسبائك النيكل) ومعايير معدن الحشو ذات الصلة EN/ISO؛ واتباع هذه المواصفات يدعم أداء اللحام المتسق.
تصميم الوصلة وإعداد الحافة والتركيب
النقاط العملية الرئيسية:
-
حافظ على أن تكون الأوجه الجذرية رقيقة للحامات التناكبية أحادية الجانب TIG ذات الاختراق الكامل؛ الأوجه الجذرية السميكة تقلل من الاختراق في سبائك النيكل. سُمك وجه الجذر الموصى به للحام التناكبي ذو الفجوة الصفرية TIG هو ≤ 1.5 مم لضمان الاختراق الكامل. تساعد شرائط الدعم القابلة للإزالة على التحكم في شكل حبة الجذر وتقليل العيوب.
-
استخدم أسطحًا نظيفة وخالية من الأكسيد؛ قم بإزالة الزيت والطلاء والأكاسيد الثقيلة عن طريق التنظيف الميكانيكي أو الكيميائي الموضعي مباشرةً قبل اللحام. يتسبب التلوث في حدوث مسامية وشوائب.
-
بالنسبة للمقاطع السميكة، يفضل اللحام متعدد الممرات مع التحكم في درجة الحرارة البينية لتجنب الإفراط في خشونة HAZ والحفاظ على البنى المجهرية المعدنية المرغوبة.
معلمات اللحام والنطاقات النموذجية
فيما يلي نقاط البداية الخاصة بالعملية. يجب أن تكون المعلمات مؤهلة عن طريق سجل تأهيل الإجراءات (PQR) لمطابقة الرمز ومتطلبات الخدمة.
الجدول: نقاط البداية النموذجية لمعلمات GTAW/TIG النموذجية للحام اليدوي (سمك رقيق إلى متوسط)
| سُمك المادة (مم) | قطر القطب (مم) | التيار (أ) | سرعة السفر (مم/ثانية) | غاز التدريع |
|---|---|---|---|---|
| 0.5-2.0 | 1.0-1.6 | 40-90 | 2-8 | 100% أرغون 100% |
| 2.0-6.0 | 1.6-2.4 | 90-160 | 4-10 | 100% أرغون 100% |
الجدول: نقاط بداية معلمة GMAW النموذجية (الرش القصير/المتحكم فيه)
| قطر السلك (مم) | الجهد (فولت) | التيار (أ) | سرعة السفر (مم/ثانية) | الغاز |
|---|---|---|---|---|
| 0.8-1.2 | 14-22 | 150-300 | 6-15 | أرغون أو Ar + إضافات O2/He صغيرة لثبات النقل |
الملاحظات:
-
تساعد الأوضاع النبضية على الحد من مدخلات الحرارة على سبائك التصلب بالترسيب.
-
تجنب درجات الحرارة البينية المرتفعة على 718؛ يدعم التجاوز البيني المنخفض تقليل التقادم الزائد في المنطقة الوسيطة. يجب تحديد حدود التجاوز البيني من خلال تأهيل الإجراءات وهندسة المواد.
التحكم الحراري: التسخين المسبق، والمعالجة الحرارية البينية، والمعالجة الحرارية بعد اللحام (PWHT)
الإدارة الحرارية أمر أساسي للأداء.
-
التسخين المسبق: في معظم سبائك النيكل يكون التسخين المسبق في حده الأدنى أو معدومًا؛ يزيد التسخين المسبق المرتفع في العديد من سبائك النيكل من خطر التشقق والتشوه الساخن. بالنسبة لدرجات 718 والدرجات الأخرى القابلة للتصلب بالترسيب، غالبًا ما يتم تجنب التسخين المسبق أو إبقائه منخفضًا.
-
درجة الحرارة البينية: حافظ على درجة الحرارة البينية منخفضة إلى معتدلة بالنسبة للسبائك القابلة للتصلب بالترسيب؛ اسمح للجزء بالتبريد بين التمريرات للحفاظ على بنية مجهرية ملائمة. يمكن أن تؤدي درجة الحرارة البينية المفرطة إلى تعزيز الترسبات غير المرغوب فيها وتقليل الصلابة.
-
PWHT: تختلف المتطلبات حسب السبيكة. تتطلب السبيكة 718 عادةً التلدين بالمحلول والتقادم المتحكم فيه لاستعادة قوة التصميم بعد لحام المكونات التي يجب أن تفي بالقوة الكاملة للمعدن الأصلي. لا تتطلب السبيكة 625 عادةً المعالجة بالمحلول لمقاومة التآكل ولكن يمكن معالجتها بالمحلول لتطبيقات محددة. اتبع توصيات مورد المواد ومتطلبات الكود لجداول المعالجة الحرارية الفائقة للسبائك 625 لمقاومة التآكل.
المؤهلات، والوثائق، والرموز، ومعايير القبول
بالنسبة لمعدات الضغط، والأجهزة الدوارة والأجزاء الحرجة الأخرى، اتبع الرموز والمعايير المعمول بها:
-
ينص القسم التاسع من مدونة ASME للمراجل وأوعية الضغط، القسم التاسع، على قواعد التأهيل لإجراءات اللحام (WPS) وسجلات الأداء (PQR). يجب أن يثبت تأهيل الإجراءات أن إجراء اللحام ينتج لحامات تفي بمتطلبات الاختبار الميكانيكي. وغالبًا ما تكتب المنظمات غالبًا WPS التي تشير إلى سجلات الأداء المؤهل لنطاق محدد من المتغيرات.
-
مواصفات AWS: تحدد A5.14 الخواص الكيميائية والميكانيكية المقبولة لمعادن الحشو بالنيكل. يسهل استخدام معادن الحشو حسب تصنيفات AWS كتابة الإجراءات وتتبع التوريد.
-
توفر النشرات الفنية الخاصة بالشركة المصنعة للمواد إرشادات خاصة بالسبائك للحام والمعالجة الحرارية، وينبغي الرجوع إليها في تطوير WPS.
تشتمل عناصر WPS الأساسية للحام Inconel على المواد الأساسية والمواصفات، وتعيين السبيكة وتتبع رقم الحرارة، ونوع معدن الحشو وتصنيفه، وعملية اللحام ونطاقات المعلمات وعملية اللحام ونطاقات المعلمات والدعم وإزالة الدعم، وممارسة التنظيف، والتحكم في الممر البيني، ومتطلبات PWHT.
عيوب اللحام الشائعة وأسبابها الجذرية وعلاجها
تُظهر سبائك النيكل أنماط فشل متميزة؛ ويدعم فهم هذه الأنماط تطوير إجراءات قوية.
الجدول: العيوب الشائعة وإجراءات الإصلاح
| العيب | السبب النموذجي | التدبير المضاد |
|---|---|---|
| المسامية | الملوثات، والرطوبة، والحماية غير الكافية | تنظيف الأسطح، وتجفيف الحشو والتدفق، والتأكد من التدفق الصحيح للغاز وحالة الفوهة |
| عدم الاندماج/الاختراق | الإعداد غير الصحيح للمفصل، وانخفاض مدخلات الحرارة، والوجه الجذري الزائد | تقليل وجه الجذر، وزيادة زاوية/حرارة السفر، واستخدام تقنية التمرير الخلفي أو تمرير الجذر المتحكم فيه |
| التشقق الساخن/التشقق المتصلب | انفصال عالٍ في معدن اللحام، وتقييد عالٍ، وحشو خاطئ | استخدام الحشو المناسب مع تقليل الحساسية، والتحكم في ضبط النفس، واستخدام تسلسل اللحام المناسب |
| تليين HAZ أو فقدان القوة (718) | دورة حرارية غير مناسبة، عدم وجود معالج حراري غير مناسب، عدم وجود معالج حراري غير مناسب عند الحاجة | اتبع الجدول الزمني المناسب للمعالجة الحرارية PWHT أو استخدم حشوة مطابقة تسمح بالمعالجة الحرارية |
| تكسير عصر الإجهاد (السبائك القابلة للتصلب بالترسيب) | الإجهادات المتبقية مع ترسبات الشيخوخة | تقليل الإجهاد (تخفيف الإجهاد بعد اللحام إذا كان مسموحًا به)، والتحكم في الدورة الحرارية، وتجنب درجات الحرارة العالية بين الدورات، واستشارة مورد المواد |
اللحام بالمعدن غير المتماثل والوصلات الانتقالية
يعد الربط مع الفولاذ الكربوني أو الفولاذ المقاوم للصدأ أمرًا شائعًا. المبادئ:
-
استخدم مادة انتقالية متدرجة أو حشوة مناسبة لتجنب التغيرات المفاجئة في معامل التمدد الحراري والتكوين المحتمل للمعادن البينية الهشة.
-
يمكن أن يوفر ترسيب طبقة لحام أساسها النيكل على الفولاذ سطحًا مقاومًا للتآكل مع تجنب الاستبدال الكامل. من المهم اختيار الحشو المطابق والتحكم في التخفيف للحفاظ على أداء التآكل المطلوب. تُستخدم حشوات سلسلة ERNiCrMo-3 و ERNiCr-3 على نطاق واسع لربط سبائك النيكل بالفولاذ والفولاذ المقاوم للصدأ.
الصحة والسلامة ومكافحة التلوث
ينتج عن اللحام بسبائك النيكل أبخرة قد تحتوي على مركبات النيكل والكروم؛ حافظ على التهوية ومعدات الحماية الشخصية بما يتفق مع اللوائح المحلية. منع التلوث:
-
استخدم مستهلكات شعلة TIG المخصصة لأعمال النيكل لتجنب التلوث المتبادل من الفولاذ؛ حتى التقاط الحديد الصغير يغير مقاومة التآكل.
-
احتفظ بسلك الحشو جافًا ومخزنًا في بكرات أو عبوات محكمة الغلق؛ قد يكون الخبز الجاف مطلوبًا للمواد الاستهلاكية ذات التدفق المحفور المستخدمة في اللحام الحرج.
أمثلة إجراءات عملية خطوة بخطوة
فيما يلي خطوط عريضة موجزة وعملية شبيهة بمخططات WPS للحالات الشائعة. هذه نماذج؛ يجب أن يكون أي استخدام إنتاجي مدعومًا بمراجعات الجودة النوعية ومراجعة التعليمات البرمجية.
مثال: اللحام اليدوي GTAW ل Inconel 625 (سمك رقيق إلى متوسط)
-
المادة الأساسية: إنكونيل 625، في حالة التلدين بالمحلول.
-
تنظيف ما قبل اللحام: المسح بالمذيب، والطحن الخفيف لإزالة الأكسيد الثقيل، والمسح النهائي بالأسيتون.
-
حشو: ERNiCrMo-3، قطر 1.6 مم لـ TIG اليدوي.
-
دعامة: شريط دعم نحاسي قابل للإزالة إذا لزم الأمر للتحكم في الجذور.
-
غاز التدريع: 100% أرغون، تدفق 10-15 لتر/دقيقة. ضع في اعتبارك كوب غاز زائد للحماية بعد القوس.
-
المشعل: 2% ثوري أو ما يعادله من التنجستن، قطر 1.6 مم، قطبية DCEN.
-
المعلمات: التيار 50-140 أمبير اعتمادًا على السُمك؛ سرعة الحركة لإنتاج هندسة حبة مناسبة. استخدم تمريرة واحدة للمقاطع الرقيقة، ومتعددة التمريرات للسميكة.
-
ممر بيني: اسمح بالتبريد إلى أقل من 150 درجة مئوية بين التمريرات للتحكم في التشويه.
-
PWHT: غير مطلوب بشكل روتيني؛ اتبع متطلبات التصميم أو المورد.
-
التنظيف والفحص بعد اللحام: فحص بصري أو بصري أو بصبغة-بينيتانت للتشقق السطحي أو التصوير بالأشعة أو بالموجات فوق الصوتية عند الحاجة.
مثال: لحام إصلاح GTAW/GMAW على إنكونيل 718 الذي يتطلب استعادة القوة
-
قبل اللحام: إزالة البنية المجهرية القديمة بالقرب من منطقة الإصلاح عن طريق المعالجة بالمحلول الموضعي إذا كان ذلك ممكنًا؛ استشر خبير المعادن.
-
الحشو: ERNiFeFeCr-2 (حشو 718) لتمكين استجابة التقادم بعد اللحام.
-
التحكم في الحرارة: تقليل مدخلات الحرارة إلى الحد الأدنى، واستخدام درجات حرارة منخفضة بينية.
-
PWHT: بعد اللحام، قم بإجراء التلدين بالمحلول وجدول التعتيق المتحكم فيه المطابق لمواصفات الشركة المصنعة لاستعادة القوة الكاملة. يجب أن تتبع درجات الحرارة وأوقات التثبيت الدقيقة بيانات المعادن الخاصة أو بيانات المورد.
جداول المراجع السريعة والملاحق
الجدول: الفحص السريع لاختيار السبيكة
| سبيكة | التطبيق الشائع | صعوبة اللحام |
|---|---|---|
| 625 | المعالجة الكيميائية، والبحرية، وقطع غيار التوربينات الغازية | سهل إلى معتدل |
| 718 | مثبتات عالية القوة، أقراص التوربينات الغازية | متوسطة إلى صعبة؛ تتطلب معرفة بالمعالجة الحرارية |
| 600/601 | المبادلات الحرارية، وأجزاء الفرن | معتدل |
الجدول: قائمة فحص اللحام الموصى بها
-
الفحص البصري (جميع اللحامات)
-
اختبار الاختراق للعيوب السطحية (المقاطع الرقيقة)
-
التصوير الإشعاعي للحامات التناكبية الحرجة (المقاطع السميكة)
-
الاختبارات الميكانيكية حسب الكود (الشد، والانحناء، والصدمات) أثناء اختبار الجودة النوعية
الأسئلة الشائعة (FAQs)
س1: هل يمكنني لحام Inconel 625 بدون معالجة حرارية بعد اللحام؟
ج1: في العديد من التطبيقات، نعم. يتم تقوية السبيكة 625 بالمحلول الصلب في المقام الأول؛ وغالبًا ما لا تكون المعالجة الروتينية بالحرارة العالية PWHT مطلوبة لأداء التآكل. بالنسبة لبعض التصميمات ذات درجات الحرارة العالية أو عند الربط مع سبائك معينة، اتبع إرشادات المورد.
س2: هل يجب أن يتلقى Inconel 718 دائمًا المعالجة الحرارية الفائقة بعد اللحام؟
ج2: إذا كان يجب أن يصل اللحام ومنطقة HAZ المجاورة إلى القوة الكاملة للمعدن الأصلي، عندئذٍ يلزم اتخاذ خطوات المعالجة الحرارية المناسبة للتلدين بالمحلول والتقادم. بالنسبة للملحقات الثانوية غير الحرجة التحميل، يقبل المصممون أحيانًا قوة محلية أقل. ارجع دائمًا إلى مواصفات المكونات.
س3: ما هو معدن الحشو الأفضل لربط 625 بالفولاذ المقاوم للصدأ؟
A3: ERNiCrMo-3 هو حشو شائع الاستخدام لربط Inconel 625 بالفولاذ المقاوم للصدأ والفولاذ الكربوني حيثما تكون هناك حاجة إلى مقاومة التآكل في الترسيب. التحكم في التخفيف للحفاظ على الخصائص المطلوبة.
س4: هل يلتوي الإينكونيل بسهولة أثناء اللحام؟
A4: تتمتع سبائك النيكل بقوة عالية في درجات الحرارة المرتفعة والتي يمكن أن تزيد من إجهاد التقييد؛ ومع ذلك، فإن التحكم الدقيق في مدخلات الحرارة واستراتيجية اللحام بالتثبيت واللحام بالتثبيت يقلل من التشوه.
س5: ما غاز التدريع الموصى به؟
A5: 100% الأرغون هو الإعداد الافتراضي ل GTAW وGMAW لمعظم سبائك النيكل؛ وتستخدم إضافات الهيليوم لزيادة مدخلات الحرارة عند الضرورة، كما أن جزء الأكسجين الصغير يحسن أحيانًا من استقرار القوس في GMAW الميكانيكي.
س6: كيف يمكن تجنب المسامية في لحامات Inconel؟
ج6: التأكد من جفاف المواد الاستهلاكية ونظافة الأسطح والتدريع الصحيح وعدم وجود تلوث عضوي. قم بخبز الأقطاب الكهربائية مسبقاً أو تجفيفها إذا كانت مخزنة في ظروف رطبة.
س7: س7: هل يمكنني استخدام حشوة 625 للحام المادة الأساسية 718؟
A7: تُستخدم أحيانًا حشوة 625 للحامات 718 عندما لا تكون القوة الكاملة للمعدن الأصلي إلزامية. بالنسبة للحامات عالية القوة الحرجة، استخدم الحشو 718 المطابق واتبع تقنية PWHT المناسبة.
س8: هل TIG أم MIG أفضل للإنكونيل؟
ج8: يوفر TIG تحكماً أفضل في اللحامات الرقيقة أو الدقيقة؛ بينما يوفر MIG ترسيباً أعلى للإنتاج. يعتمد اختيار العملية على هندسة القِطع وأهداف الجودة.
س9: هل ممارسات الدعم أو التطهير الخاصة مطلوبة في لحام أنابيب الإينكونيل؟
ج9: يوصى بتطهير جانب الجذر بغاز خامل لمنع الأكسدة والتحكم في كيمياء حبة الجذر للحامات الأنابيب والأنابيب التي تتطلب مقاومة التآكل الداخلي.
Q10: ما هي الرموز التي تحكم تأهيل إجراءات لحام الإينكونيل؟
A10: يغطي القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين (ASME) تأهيل إجراءات اللحام للعديد من تطبيقات أوعية الضغط والأنابيب؛ وتوضح معايير AWS بالتفصيل تصنيفات معادن الحشو ومتطلبات الاختبار.
كيفية بناء WPS/PQR للإنكونيل
-
حدد درجة المادة الأساسية وحالتها، مع تضمين شهادات الطحن.
-
اختر معدن الحشو الذي يحمل تصنيف AWS أو EN ووفر إمكانية تتبع رقم الدفعة/رقم الحرارة.
-
تحديد العملية والأحجام المستهلكة ونطاقات معلمات اللحام.
-
توفير بنود التنظيف والدعم والتطهير والتحكم في درجة الحرارة البينية.
-
تحديد الاختبارات الميكانيكية المطلوبة ومعايير القبول؛ وإجراء اختبار (اختبارات) جودة المنتج لإثبات صحة وسلامة المنتج.
-
تحديد طرق الفحص وحدود قبول الفحص غير قابل للتفتيش والاختبار غير التام.
التوصيات النهائية والأخطاء التي يجب تجنبها
-
لا تفترض أن جميع سبائك النيكل تتصرف بشكل متماثل؛ راجع النشرات الفنية الخاصة بالسبائك لمعرفة المعالجات الحرارية المطلوبة.
-
تجنب التسخين المسبق غير الضروري ودرجات الحرارة البينية العالية للسبائك المتصلبة بالترسيب.
-
استخدم إجراءات مؤهلة واحتفظ بإمكانية تتبع معادن الحشو والمعادن الأساسية المسخنة.
-
بالنسبة للوصلات المعدنية غير المتشابهة، قم بإدارة التخفيف وفكر في التكسية أو الطبقات الانتقالية للحماية من المشاكل الجلفانية والمعدنية.
