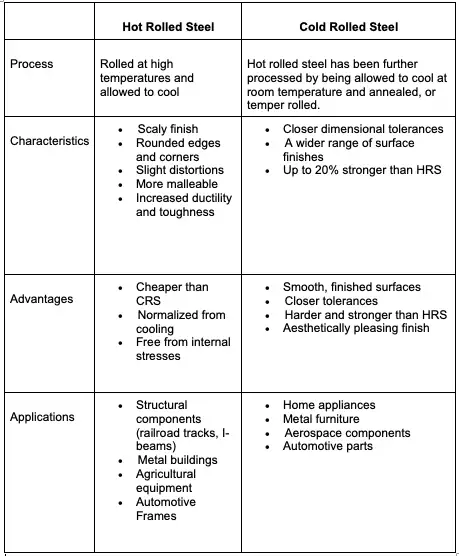
الفولاذ المدرفل على البارد هو في الأساس فولاذ مدرفل على الساخن تمت معالجته في درجة حرارة الغرفة أو بالقرب منها لإنتاج سطح أكثر سلاسة وتفاوتات أكثر دقة في الأبعاد وقوة أعلى (من خلال التصلب الانضغاطي والمعالجات الحرارية الخاضعة للرقابة)؛ وعادةً ما يتم اختياره عندما تكون الأولوية للتشطيب السطحي والتحكم الدقيق في المقاييس وتحسين الخواص الميكانيكية. يتم إنتاج الفولاذ المدرفل على الساخن في درجات حرارة عالية، وهو أكثر اقتصادًا في المقاطع السميكة والأشكال الكبيرة، ويوفر ليونة أكبر وسهولة في التشكيل للأجزاء الهيكلية الثقيلة حيث لا تكون الصقل الدقيق للسطح أو التحمل الدقيق أمرًا بالغ الأهمية. ولذلك يعتمد الاختيار الصحيح على التفاوتات المطلوبة في التطبيق ومتطلبات السطح والحدود الميكانيكية والميزانية.
ما هو الصلب المدرفل على البارد والصلب المدرفل على الساخن؟
-
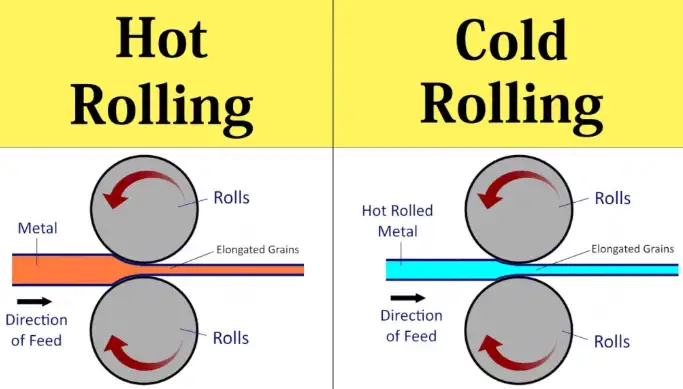
الصلب المدرفل على الساخن: منتجات مسطحة (صفائح وألواح ولفائف) أو منتجات طويلة (قضبان ومقاطع) يتم إنتاجها عن طريق درفلة الفولاذ عند درجات حرارة أعلى بكثير من درجة حرارة إعادة بلورة المعدن. وتحافظ درجة الحرارة المرتفعة هذه (غالبًا ما تكون أكثر من 900-1,200 درجة مئوية حسب الكيمياء) على ليونة الفولاذ أثناء التشوه وتسمح بتخفيضات كبيرة في كل مسار.
-
فولاذ مدلفن على البارد: الصفيحة أو الشريط الذي تم دحرجته عند درجة حرارة إعادة بلورة المعدن أو أقل منها (عادةً درجة حرارة الغرفة) بعد خطوة الدرفلة على الساخن الأولية (أي أن الدرفلة على البارد هي خطوة تشطيب ثانوية). ويمكن أن يتبع الدرفلة على البارد عملية التلدين والدرفلة على البارد لتكييف الخواص الميكانيكية والسطحية.
تدفق الإنتاج - خطوة بخطوة
الدرفلة على الساخن (التسلسل النموذجي)
-
صناعة الصلب والصب: يتم صب الفولاذ السائل في ألواح أو أزهار.
-
إعادة تسخين الفرن: يتم إعادة تسخين اللوح إلى درجة حرارة الدرفلة.
-
طاحونة تخشين التخفيضات الكبيرة والاستطالة.
-
مطحنة التشطيب: تقليل السماكة الدقيقة والتحكم في التاج/الشكل.
-
اللف/التبريد: يتم لف الشريط الساخن أو تقطيعه إلى صفيحة؛ تتشكل قشور (أكسيد) على السطح.
-
التخليل والتزييت الاختياري (HRPO) لإزالة القشور وحماية السطح للتخزين/الطلاء.
الدرفلة على البارد (التسلسل النموذجي)
-
ابدأ باللفائف المدرفلة على الساخن (غالباً ما يتم تخليله وتزييته لإزالة القشور).
-
الاختزال البارد في المطاحن الترادفية أو العكسية - تمر البكرات المتتالية عبر بكرات في درجة حرارة الغرفة؛ فتنخفض السماكة ويحدث تصلب في الإجهاد.
-
التلدين (دفعي أو مستمر) - يعيد الليونة ويضبط حجم الحبيبات ويزيل الإجهاد الداخلي.
-
دحرجة المزاج / تمرير الجلد - تصغير صغير لتحسين التسطيح ومظهر السطح وضبط الخواص الفيزيائية النهائية.
-
التشطيب النهائي - التزييت أو الطلاء أو المعالجات السطحية حسب الاستخدام النهائي.
ما تفعله العمليات بالمعدن
-
الدرفلة على الساخن يحدث فوق درجة حرارة إعادة التبلور. ويتبع التشوه إعادة تبلور ديناميكية وحبيبات خشنة نسبيًا عند التبريد. ونظرًا لحدوث إعادة التبلور، تكون كثافة الخلع بعد التشوه منخفضة مقارنةً بالمنتجات المدرفلة على البارد؛ والنتيجة هي قوة أقل وليونة أعلى لكيمياء معينة.
-
الدرفلة على البارد يصلب المعدن (زيادة كثافة الخلع) وينتج عنه تباين في الخواص إذا لم يتم التلدين بشكل صحيح. يمكن أن يؤدي التلدين بين عمليات الاختزال إلى استعادة الليونة وصقل البنية المجهرية. يحدد التفاعل بين الاختزال البارد % ودورة التلدين الصلابة النهائية وقوة الخضوع والاستطالة.
الخواص الميكانيكية
الاتجاهات الرئيسية (ملخص):
-
يحتوي الفولاذ المدرفل على البارد عادةً على قوة خضوع وشد أعلى من الفولاذ المدلفن على الساخن من نفس الكيمياء بسبب تصلب الإجهاد (ما لم يتم تلدينه بالكامل إلى نفس المزاج).
-
الصلب المدرفل على الساخن أكثر مرونة ويسهل تشكيلها في المقاطع الثقيلة؛ فهي تتحمل تشوهات أكبر دون حدوث تشققات.
-
تكون الأسطح المدرفلة على البارد أكثر سلاسة ولذلك غالباً ما تكون مفضلة عند الحاجة إلى طلاء أو تشطيب سطح محكم.
الجدول 1 - الخواص الميكانيكية النموذجية (تمثيلية، إرشادات هندسية)
ملاحظة: هذه نطاقات تمثيلية. راجع دائمًا شهادة المطحنة المحددة / درجة ASTM للحصول على الأرقام الدقيقة.
| الممتلكات | مدلفن على الساخن (A1011 CS نموذجي) | مدلفن على البارد (A1008/ 1008-1010 النموذجي، صلب بالكامل مقابل الملدن) |
|---|---|---|
| قوة الشد (ميجا باسكال) | 340-520 (تختلف حسب الدرجة) | 350-550+ (مختزلة على البارد/مصلدة على البارد)؛ ملدنة أقل. |
| قوة الخضوع (ميجا باسكال) | 205-420 حسب الدرجة | عادةً 240-450 (يعتمد ذلك على التصلب والتلطيف). |
| الاستطالة (%) | 20-35% (ليونة أعلى) | 5-25% (أقل في حالة المدرفلة على البارد الصلب الكامل؛ وأعلى في حالة التلدين) |
| الصلابة (HB) | ~110 تقريبًا كحد أقصى (يختلف) | يمكن أن يكون أعلى بكثير للشريط الصلب الكامل |
| خشونة السطح | مقياس الطاحونة - خشن | أملس وجاهز للطلاء أو الطلاء |
(المصادر: درجات ASTM والنطاقات النموذجية للمصنعين).
شروط جودة السطح والتشطيب التي ستراها في المواصفات
-
تشطيب مطحنة (مدرفلة على الساخن): سطح رمادي/أسود غامق/أسود مع مقياس أكسيد؛ خشن بصرياً. جيد للاستخدامات الإنشائية التي لا تكون فيها الطبقة النهائية حرجة.
-
HRPO (مخلل وزيت مدلفن على الساخن): إزالة الترسبات الكلسية عن طريق التخليل الحمضي، ثم التزييت - يعطي سطحًا أنظف وأكثر اتساقًا وتماسكًا أفضل للطلاء من الطلاء الطاحونة.
-
تشطيب ملفوف على البارد: سطح لامع وأملس؛ وعادةً ما يتم تزييته لمنع الصدأ الوامض. تشمل خيارات السطح السطح السطح غير اللامع أو اللامع أو السطح الممرور بالجلد.
الجدول 2 - تخطيط السطح والاستخدام النهائي
| السطح/التشطيب | المظهر النموذجي | التطبيقات الشائعة |
|---|---|---|
| تشطيب مطحنة مدرفلة على الساخن | قشور داكنة، غير متساوية | العوارض الإنشائية، والمعدات الزراعية، والمصنوعات الملحومة |
| HRPO | نظيف، زيتي قليلاً | التصنيع العام حيث يتبع ذلك الطلاء أو الجلفنة |
| لامع ملفوف على البارد | سلس وعاكس | ألواح الأجهزة، والألواح الداخلية للسيارات، والأثاث |
| مدهون بالزيت على البارد | سلس ومحمي | الأجزاء المختومة بدقة، واللوحات الكهربائية |
دقة الأبعاد، والتفاوتات والتسطيح
يتم درفلة المنتجات المدرفلة على البارد وفقًا لمقاييس أكثر إحكامًا وتسطيحًا أفضل. الأسباب النموذجية:
-
يمكن أن يقلل الدرفلة على البارد من السُمك في خطوات صغيرة مضبوطة (طواحين ترادفية) بحيث يمكن الحفاظ على المقياس النهائي بتفاوتات أضيق.
-
يعمل تمرير الجلد وتسوية الشد بعد الدرفلة على البارد على تحسين التسطيح وملمس السطح.
تكون الألواح واللفائف المدرفلة على الساخن أكثر سمكًا وذات تفاوتات تفاوتات أوسع - مقبولة في التطبيقات الإنشائية حيث تكون الطلاءات النهائية للمطاحن والتفاوتات الميكرومترية غير ضرورية.
التشكيل، والثني، واللحام، واللحام، والتشغيل الآلي
-
التشكيل/الختم: يوفر الشريط المدلفن على البارد (خاصةً الملدن أو شبه الصلب) ثباتًا في الانزلاق وتحكمًا محكمًا في الملامح من أجل الختم؛ ومع ذلك، قد يتشقق الشريط البارد الصلب بالكامل إذا تم تشكيله بشكل مفرط. أما الصفيحة المدرفلة على الساخن فهي أكثر تسامحًا مع الانحناءات الكبيرة والتشكيل الثقيل.
-
اللحام: عادةً ما تكون المنتجات المدرفلة على الساخن أسهل في اللحام دون معالجة ما قبل أو بعد اللحام، لأن الضغوط المتبقية أقل والمادة أكثر ليونة. قد تتطلب الأجزاء المدرفلة على البارد مزيدًا من الاهتمام بالتحكم في التشويه.
-
التصنيع الآلي: غالبًا ما يكون الفولاذ المدلفن على البارد أسهل قليلاً في الماكينة وينتج تشطيبًا أفضل للسطح بسبب المواد الأكثر اتساقًا والتفاوتات الأكثر دقة.
الدرجات والرموز والمعايير المشتركة
-
ASTM A1011 - المواصفات القياسية للصفائح والصفائح المدرفلة على الساخن (يتم اقتباسها عادةً للملفات والصفائح الهيكلية المدرفلة على الساخن).
-
A1008 / A1008M من Astm A1008M - المواصفات القياسية للصفائح المدرفلة على البارد، في لفائف وأطوال مقطوعة.
-
السبائك التجارية الشائعة/أرقام UNS: 1008، 1010 (الفولاذ التجاري المدلفن على البارد وفولاذ السحب)؛ A36 هو صفيحة/شكل شائع مدلفن على الساخن للهيكل. تحقق دائمًا من شهادة المطحنة والمزاج.
عند تقديم الطلب، حدد دائمًا ما يلي: الدرجة والمواصفات (على سبيل المثال، "ASTM A1008 CS Type B، طلاء غير لامع، مزيت")، وتفاوت السماكة، والعرض، والطول، وحافة الحافة، ومعرف/معرّف الملف، وأي معالجات لاحقة (التلدين، والتلطيف، والطلاء).
اعتبارات التكلفة وسلسلة التوريد
-
التكاليف: عادة ما يكون الفولاذ المدرفل على الساخن أرخص للطن الواحد لأنه يتجنب خطوات الاختزال البارد والتلدين الثانوية. ويضيف المدرفل على البارد تكاليف المعالجة (وقت الدرفلة على البارد، ووقود/طاقة التلدين، والتمرير على الجلد).
-
المهلة الزمنية: قد تستغرق المنتجات المدرفلة على البارد فترات زمنية أطول حسب جدولة المصنع ومتطلبات المزاج وخطوات التشطيب.
-
الغلة والخردة: يمكن أن يؤدي الاختزال البارد إلى إنتاج لفائف ضيقة وتفاوتات ضيقة مما قد يزيد من الإنتاجية القابلة للاستخدام للأجزاء الدقيقة، ولكن تكلفة المواد الأولية أعلى.
التطبيقات النموذجية ومصفوفة القرار
الجدول 3 - مصفوفة الاختيار السريع (عملي)
| المتطلبات | مدرفلة على الساخن | ملفوف على البارد |
|---|---|---|
| الأعضاء الهيكلية الثقيلة والعوارض I-العوارض والألواح | ممتاز | ليس نموذجيًا |
| التجميعات الملحومة الكبيرة حيث لا تكون اللمسات النهائية غير حرجة | ممتاز | ممكن ولكن أكثر تكلفة |
| الأجزاء المختومة بدقة، وألواح الأجهزة | فقير | ممتاز |
| الألواح الخارجية للسيارات (مرئية) | نادرة | تستخدم على نطاق واسع (مع الطلاء) |
| سياج/مناظر طبيعية منخفضة التكلفة | ممتاز | الإفراط في المواصفات |
| قاعدة الطلاء أو الطلاء حيث تكون اللمسة النهائية مهمة | البولي بروبيلين عالي الكثافة (HRPO) لا بأس به؛ أفضلها المدرفلة على البارد | الأفضل |
العيوب الشائعة وفحوصات الجودة
-
مشاكل المدرفلة على الساخن: قشور الطاحونة، وموجات الحواف، والتواء المركز، وإزالة الكربنة من السطح في بعض العمليات. يساعد التخليل على إزالة الترسبات الكلسية.
-
المشكلات المدرفلة على البارد: العيوب الناجمة عن الإجهاد، وتغير لون التلدين، وتشقق الحواف (إذا كانت التخفيضات شديدة للغاية). الإعداد السليم للمطحنة، ودورات التلدين وتسوية الشد هي المفتاح.
فحوصات الجودة لطلبها من المورد:
-
شهادة اختبار الطاحونة (كيميائية وميكانيكية) - دائمًا الطلب.
-
صور/عينات تشطيب السطح.
-
تقارير الأبعاد (الرسم البياني للسمك والتسطيح).
-
نتائج أي اختبارات غير متلفة (إذا طُلبت).
ما بعد المعالجة: الطلاء والجلفنة والطلاء
-
الجلفنة: يمكن جلفنة كل من HR وCR؛ ومع ذلك، غالبًا ما تتطلب الأجزاء المدرفلة على البارد معالجة مسبقة وتوفر طلاءً أكثر اتساقًا بسبب السطح الأملس.
-
دهان/طلاء/مسحوق الطلاء: ينتج عن الدرفلة على البارد مع المعالجة المسبقة المناسبة التصاقًا فائقًا وتحكمًا في اللمعان. يعتبر HRPO بديلاً منخفض التكلفة حيثما تكون هناك حاجة إلى تشطيب معتدل فقط.
الاعتبارات البيئية واعتبارات الطاقة
وتتطلب الدرفلة على الساخن مدخلات طاقة كبيرة لإعادة تسخين الألواح ولكنها عملية فعالة عالية الإنتاجية للأجزاء الثقيلة. وتستهلك الدرفلة على البارد طاقة إضافية من خلال التشغيل الترادفي للمطاحن وخاصة من خلال أفران التلدين. ومن وجهة نظر دورة الحياة والانبعاثات، فإن تحسين العملية (استعادة الحرارة، وخطوط التلدين المستمرة الحديثة، وإعادة التسخين الفعالة) يقلل من الفجوة بين المسارات. يجب مراجعة مصادر المطاحن ومحتوى الخردة المعاد تدويرها في مواصفات المشتريات المستدامة.
القائمة المرجعية العملية للمشتريات (ما يجب تحديده)
-
المنتج:: صفيحة، أو لفائف، أو لوحة، أو شريط.
-
المواصفات والدرجة:: على سبيل المثال، ASTM A1011 من النوع B (ساخن) أو ASTM A1008 (بارد).
-
السُمك والتفاوت (بما في ذلك الحد الأدنى/الحد الأقصى المسموح به).
-
العرض والطول أو OD/ID الملف/المعرف.
-
الإنهاء:: مطحنة، مخللة ومزيّتة، مدرفلة على البارد، مدرفلة بالزيت، ممرّلة بالزيت
-
المزاج (صلب بالكامل، أو ربع صلب، أو صلب بشكل كامل، أو صلب بشكل كامل، إلخ).
-
الطلاء:: الجلفنة والطلاء ومواد التشحيم.
-
الشهادات:: شهادة مطحنة (كيميائية وميكانيكية)، اختبار غير متلف إذا لزم الأمر.
-
التوصيل والتعبئة والتغليف:: لف، منصات نقالة، منصات نقالة، أبعاد المنصات.
-
التتبع/المصدر.
الأسئلة الشائعة
1. هل الصلب المدرفل على البارد أقوى من الصلب المدرفل على الساخن؟
بشكل عام نعم لنفس التركيب الكيميائي في درجات الحرارة النموذجية: الدرفلة على البارد تزيد من قوة الشد والخضوع من خلال تصلب العمل. إذا تم تلدين المنتج المدرفل على البارد بالكامل، فقد تكون قوته مماثلة لقوة المدرفلة على الساخن. تحقق دائمًا من شهادة المطحنة لمعرفة القيم الدقيقة.
2. هل يمكنني لحام الفولاذ المدرفل على البارد مثل المدرفل على الساخن؟
يمكنك لحام الاثنين معًا، ولكن قد تتشوه الأجزاء المدرفلة على البارد أكثر بسبب الضغوط المتبقية الأعلى اعتمادًا على المزاج؛ قد تحتاج المواد المدرفلة على البارد السميكة الصلبة الكاملة إلى تسخين مسبق أو تركيبات خاصة. بالنسبة للحامات الحرجة تحقق من الإجراءات الموصى بها للدرجة الدقيقة.
3. ماذا يعني HRPO ومتى أختاره؟
HRPO = مخلل ومزيت مدلفن على الساخن. يزيل التخليل قشور المطاحن ويمنع الزيت الصدأ الوامض. اختر HRPO عندما تكون هناك حاجة لسطح أنظف من السطح النهائي للمطحنة ولكنك تريد تكلفة أقل من المدرفلة على البارد.
4. هل جميع أنواع الفولاذ المدرفلة على البارد مدرفلة على الساخن في الأصل؟
نعم - تبدأ المنتجات المدرفلة على البارد عادةً كملفات مدرفلة على الساخن (يتم إزالة القشور) ثم يتم تخفيضها على البارد. لذا، فإن جميع المنتجات المسطحة المدرفلة على البارد تبدأ من منتج مدلفن على الساخن.
5. أيهما أفضل للختم والرسم العميق؟
يتم تصميم الدرجات المدرفلة على البارد، وجودة السحب (DQ)، والسحب العميق (DDS) والسحب العميق للغاية (EDDS) من أجل الختم والسحب؛ حيث يتم التحكم في كيمياء هذه الدرجات وجداول التلدين لتوفير الليونة اللازمة. ارجع إلى أنواع ASTM A1008 عند تحديد المواصفات.
6. ما هي التفاوتات النموذجية للسماكة؟
تعتمد التفاوتات المسموح بها على المواصفات والسُمك. تكون التفاوتات المسموح بها المدرفلة على البارد أكثر إحكامًا (على سبيل المثال، ± 0.005-0.02 مم للمقاييس الرقيقة)، في حين أن التفاوتات المسموح بها المدرفلة على الساخن يمكن أن تكون أوسع. اطلب دائمًا جدول التفاوتات المسموح بها من المورد أو راجع خيارات طلب ASTM.
7. أيهما أرخص؟
عادةً ما تكون المدرفلة على الساخن أقل تكلفة. يتضمن المدرفل على البارد تكلفة معالجة إضافية (وقت الطحن على البارد، التلدين، تمرير التلطيف) مما يرفع السعر. ومع ذلك، قد تكون المقايضات الاقتصادية في صالح الفولاذ البارد إذا انخفضت الخردة والتشطيب مما يقلل من التكلفة الإجمالية للقطعة.
8. هل خشونة السطح هي نفسها في حالة البولي بروبيلين عالي الكثافة (HRPO) والمدرفلة على البارد؟
لا، إن HRPO أكثر سلاسة من الطلاء المطحني ولكنه لا يزال أكثر خشونة من الطلاء المدلفن على البارد أو الطلاء المدلفن على الجلد. بالنسبة للطلاء اللامع والطلاءات الرقيقة يفضل الطلاء المدلفن على البارد.
9. هل يمكن استخدام المدرفلة على الساخن للأجزاء الدقيقة؟
المدرفلة على الساخن مقبولة عندما لا تكون الدقة حرجة (العوارض الهيكلية I-العوارض والتصنيع). بالنسبة للختم الدقيق، أو التسطيح المحكم أو الأسطح التجميلية اختر المدرفلة على البارد أو حدد عمليات تصنيع إضافية.
10. ما هي المعايير التي يجب أن أطلبها على أمر الشراء؟
للصفائح/الشريط المدلفن على الساخن: ASTM A1011 (وما يتصل بها ASTM A568 وما إلى ذلك). للصفائح/الشريط المدلفن على البارد: ASTM A1008. اطلب شهادات اختبار المطحنة لتأكيد التوافق الميكانيكي والكيميائي.
التوصية الختامية
-
إذا كنت بحاجة إلى تكلفة منخفضة وأداء هيكلي/قسم ثقيل منخفض التكلفة: اختر مدرفلة على الساخن (أو HRPO لسطح أنظف).
-
إذا كنت بحاجة إلى سُمك مضبوط، وتشطيب أفضل للسطح، وقوة أعلى وتشكيل دقيق: اختر مدرفلة على البارد وتحديد المزاج وحالة ما بعد الذوبان.
-
دائماً طلب شهادات اختبار المطحنة وتحديد معيار ASTM / EN في طلب الشراء.
جداول مرجعية سريعة
الجدول 4 - مقارنة سريعة من صفحة واحدة
| الميزة | مدرفلة على الساخن | ملفوف على البارد |
|---|---|---|
| درجة حرارة الإنتاج | فوق درجة حرارة إعادة التبلور | درجة حرارة إعادة التبلور عند/أقل من درجة حرارة إعادة التبلور |
| السطح | تحجيم (تقريبي)؛ HRPO متاح | ناعم؛ ساطع/مشرق/مضيء |
| تفاوت الأبعاد | عريض | ضيقة |
| القوة (نفس الكيمياء) | أقل | عادةً ما تكون أعلى (متصلب في العمل) |
| الليونة/القابلية للتشكيل | عالية (تشكيل سائب) | أقل (ما لم يتم تلدينها) |
| المعايير النموذجية | ASTM A1011 | ASTM A1008 |
| التكلفة | أقل | أعلى |
| أفضل الاستخدامات | هيكلي، ثقيل | الأجهزة، والسيارات، وقطع الغيار الدقيقة |
مراجع موثوقة
- ASTM A1008 / A1008M - المواصفة القياسية للصفائح الفولاذية المدرفلة على البارد، الكربونية، الهيكلية، عالية القوة ومنخفضة السبائك وعالية القوة للغاية
- ASTM A101111 / A1011M - المواصفة القياسية للصلب والصفائح والشرائط، المدرفلة على الساخن، الكربون، الإنشائي، عالي القوة ومنخفض السبائك وعالي القوة
- رابطة تكنولوجيا الحديد والصلب (AIST) - الموارد التقنية والتدريب على ممارسات الدرفلة على الساخن
- نيبون للصلب - الكتالوج الفني لصفائح ولفائف الصلب المدرفلة على الساخن (ملاحظات العملية والمنتج)
