ASTM A234 هو معيار الصناعة الذي يحدد تجهيزات اللحام التناكبي المصنوعة من الكربون وسبائك الصلب المطاوع والمخصصة لأنابيب الضغط ذات درجات الحرارة المعتدلة إلى العالية؛ وتسميته الأكثر شيوعًا، وهي درجة WPB، توفر كيمياء من الصلب الكربوني القابل للحام بشكل موثوق (منخفض الكربون، والمنغنيز الخاضع للرقابة، وحدود لعناصر السبائك) مع الحد الأدنى من الخواص الميكانيكية المصممة خصيصًا لتصنيع خطوط الأنابيب وأوعية الضغط.
نطاق ASTM A234 والغرض منه
ASTM A234 / A234M هي المواصفات القياسية التي تغطي تجهيزات أنابيب الصلب الكربوني المطاوع وسبائك الصلب المشغولة سواءً كانت غير ملحومة أو ملحومة والتي يتم تصنيعها وفقًا لمواصفات الأبعاد المستخدمة في أنابيب الضغط (الأكثر شيوعًا ASME B16.9 و B16.28). وتحدد المواصفات الحدود الكيميائية المطلوبة، والحد الأدنى من الخواص الميكانيكية، وقواعد الإنتاج والوسم، وبعض خيارات المعالجة الحرارية/المعالجة بحيث يكون أداء التجهيزات متوقعًا في الخدمة في درجات الحرارة المعتدلة والمرتفعة.
سبب أهمية ذلك: تحديد المواصفات A234 يخبر المصنعين والمفتشين بالمواد الخام والاختبارات والعلامات التي يجب أن تكون موجودة للتركيبات لتكون مؤهلة لأنابيب الضغط. إنه مرجع المواد المعتاد لمرفقي لحام الكربون/سبائك الصلب الكربوني/سبائك الصلب، والمحملات، والمخفضات، والأغطية، والانحناءات.
التقديرات والتسميات وما تعنيه الحروف
يستخدم ASTM A234 اصطلاح ترقيم الدرجات الذي يشير إلى فولاذ خدمة الضغط القابل للحام. التسميات الشائعة التي ستصادفها:
-
دبليو بي بي - الضغط المشغول من الدرجة B (أكثر درجات الصلب الكربوني شيوعاً)
-
WPC - درجة أخرى من الفولاذ الكربوني مع نطاق شد أعلى قليلاً
-
WP1 وWP5 وWP9 وWP11 وWP12 وWP22 وWP91 وWP911 - سبائك أو درجات الكروم/الموليبدينوم للخدمة في درجات الحرارة المرتفعة (فولاذ Cr-Mo، قوة أعلى)
يرمز الحرف "W" إلى القابل للحام أو المطاوع، والحرف "P" للضغط، والرمز اللاحق (B، 5، 9، 11، إلخ) يحدد الحد الأدنى من نطاق القوة/الكيمياء. ويعتمد الاختيار من بين هذه الرموز على درجة حرارة التصميم، والشد/المردود المطلوب، ومقاومة الزحف/الأكسدة المطلوبة للأنظمة ذات درجات الحرارة العالية.
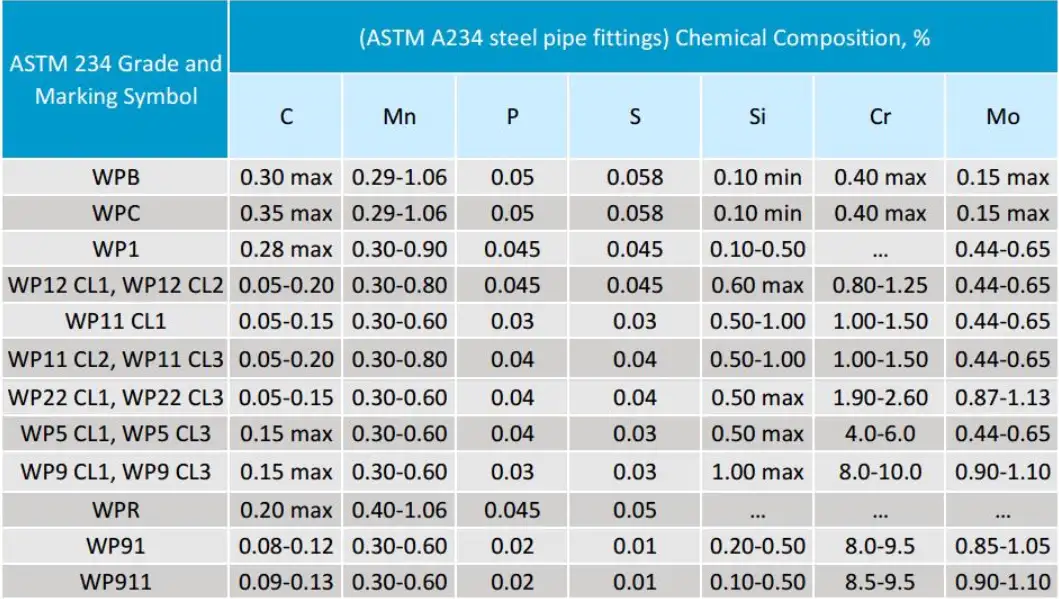
رمز الوسم التركيب الكيميائي
التركيب الكيميائي - القيم الأساسية
فيما يلي جدول مركّز للدرجات الأكثر طلباً, دبليو بي بي (الحدود النموذجية وفقًا لمواصفات A234 والممارسة الشائعة). لاحظ أن درجات السبائك لها تركيبات كيميائية مختلفة (إضافات الكروم والمونيوم والنيكل) ويتم تفصيلها بشكل أكبر في المواصفة القياسية.
| العنصر | الحد/المدى النموذجي (WPB) | الملاحظات |
|---|---|---|
| الكربون (C) | ≤ 0.30 - 0.35 wt% (كحد أقصى، حسب المصدر/المادة الأصلية) | يحسن انخفاض الكربون من قابلية اللحام؛ قد تحدد مصادر الصفيحة/الحدادة 0.35 كحد أقصى. |
| المنجنيز (Mn) | 0.29-1.06 wt% | يدعم نطاق Mn القوة والصلابة. |
| الفوسفور (P) | ≤ 0.05 wt% | يتم التحكم فيها للحد من الهشاشة. |
| الكبريت (S) | ≤ 0.058 wt% | يتم التحكم فيها لتقليل شوائب الكبريتيد. |
| السيليكون (Si) | ≈ 0.10 Wt% (دقيقة) | مزيل الأكسدة؛ يختلف المحتوى حسب ممارسة الذوبان. |
| النحاس + النيكل + الكروم + المنيوم (المجموع) | ≤ 1.00 Wt% (الحد العام ل WPB) | تمنع الحدود منع السبائك غير المبررة التي من شأنها تغيير قابلية اللحام واحتياجات المعالجة الحرارية. |
ملاحظة: تحتوي رتب السبائك (WP5، WP9، WP11، WP22، WP91) على إضافات محكومة من الكروم والموليبدينوم والنيكل، إلخ، ويتم اختيارها عند الحاجة إلى قوة أعلى أو قدرة على تحمل درجات حرارة مرتفعة. تحقق دائمًا من جداول البنود في المواصفة القياسية لمعرفة النطاقات المسموح بها بالضبط.
الخواص الميكانيكية - الأرقام الأساسية
تعتمد الحدود الميكانيكية في A234 على الرتبة. والحدود الدنيا النموذجية لدرجات حرارة الغرفة بالنسبة لـ WPB الشائعة الاستخدام هي:
| الممتلكات | الحد الأدنى النموذجي (WPB) |
|---|---|
| قوة الشد (Rm) | ≈ 60 كسي (415 ميجا باسكال) (الحد الأدنى) |
| قوة الخضوع (إزاحة 0.2%) | ≈ 35 كسي (240 ميجا باسكال) (الحد الأدنى) |
| الاستطالة (L0) | ~22% (طولي) (يختلف باختلاف القسم ومسار التصنيع) |
تتميز درجات السبائك بأرقام الشد/المردود الدنيا الأعلى - على سبيل المثال WP12 تُظهر نطاقات شد/مردود أعلى وتستخدم للخدمة في درجات الحرارة الأعلى حيث تكون مقاومة الزحف مطلوبة. اطلب دائمًا تقارير اختبار مطحنة معتمدة لقيم الحرارة/الجزء الدقيقة.
خصائص مكافئ الكربون، وقابلية اللحام والمنطقة المتأثرة بالحرارة
عند تحديد مواصفات التجهيزات للحام الميداني، يكون المكافئ الكربوني (C.E) أمرًا بالغ الأهمية للتنبؤ بخطر التصلب في المنطقة المتأثرة بالحرارة وقابلية التشقق. يتضمن ASTM A234 إرشادات ويتطلب العديد من البائعين حدًا أقصى ج.إ. ≤ 0.50 بالنسبة للفولاذ الكربوني، تُحسب عادةً باستخدام
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
هذه المعادلة هي أداة فرز مستخدمة على نطاق واسع؛ إذا تجاوزت نسبة الكفاءة الحرارية الكربونية C.E. حدود المشروع، فقد يكون من الضروري إجراء التسخين المسبق أو المعالجة الحرارية بعد اللحام (PWHT) أو اختيار مادة ذات كفاءة حرارية منخفضة.
نقطة عملية: عندما يتم تصنيع التركيبات من الصفيحة أو التشكيل، قد يقبل المصنع كربونًا أعلى قليلاً إذا كان المنجنيز أو عناصر أخرى تعوضه، ولكن يجب التعامل مع ذلك من خلال تحليل حراري موثق ومعايير قبول.
طرق التصنيع والمعالجة الحرارية والوسم
تسمح ASTM A234 بالتجهيزات المصنوعة من الفولاذ المقطوع أو المطروقات أو القضبان أو الألواح أو الأنابيب غير الملحومة أو المنتجات الأنبوبية الملحومة بالانصهار مع إضافة معدن حشو. ملاحظات الإنتاج الرئيسية:
-
المواد الخام غير الملحومة مقابل المواد الخام الملحومة: غالبًا ما يُفضّل المخزون الخام غير الملحوم للتطبيقات ذات الأقطار الصغيرة والخدمة العالية بسبب بنيته المجهرية الموحدة؛ أما الأنبوب الملحوم أو أنبوب المتفجرات من مخلفات الحرب فهو شائع في الأحجام الأكبر لأسباب تتعلق بالتكلفة.
-
المعالجة الحرارية: تتطلب بعض رتب السبائك التطبيع أو التقسية. وتحدد المواصفة القياسية متى تكون المعالجة الحرارية مطلوبة؛ وسيقوم المنتجون بإدراج المعالجة الحرارية الفعلية في شهادة اختبار المطحنة (MTC).
-
وضع العلامات: يجب أن تكون التجهيزات موسومة بتسمية الرتبة، ورقم الحرارة، ورمز الشركة المصنعة، ومرجع مواصفات ASTM/ASME للحفاظ على إمكانية التتبع.
إمكانية التتبع و MTC (EN 10204 3.1/3.2 عند الطلب) غير قابلة للتفاوض بالنسبة للخدمة الحرجة.
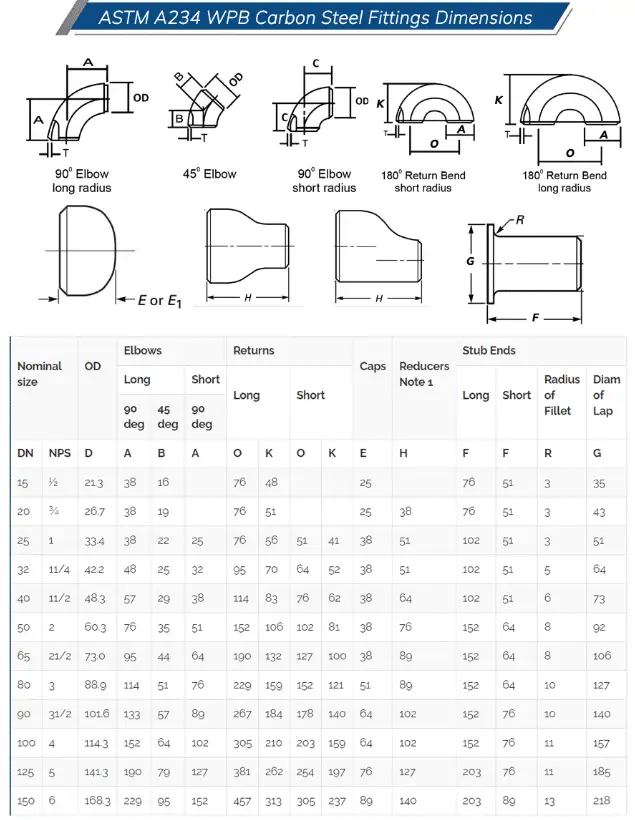
معايير الأبعاد والتبادل
يحكم ASTM A234 المواد والاختبار؛ ويعتمد تبادل الأبعاد على معايير ASME وEN:
-
ASME B16.9 - مرجع شائع لتجهيزات اللحام التناكبي المصنوعة في المصنع في NPS 1/2-48 (الأبعاد، التفاوت، والتسامح، وإعداد النهاية).
-
EN 10253 (الأجزاء 1-4) - المعايير الأوروبية لتجهيزات أنابيب اللحام التناكبي (الأبعاد وبعض فئات الفحص). تغطي EN 10253-2 الفولاذ غير السبائكي والسبائك الحديدية مع متطلبات فحص محددة.
عند تحديد التجهيزات للمشتريات، قم بتضمين كل من المواد المواصفات (ASTM A234/A234M) و الأبعاد المعيار (ASME B16.9 أو EN 10253). وهذا يمنع الغموض الذي يمكن أن يتسبب في عدم تطابق الأوجه أو الحواف أو اختلافات الوزن.
المعادلات الدولية وجدول التعيين
تحتاج فرق المشروع عادةً إلى معرفة المواد المكافئة/الأقرب في أنظمة DIN/EN/JIS. الخريطة التالية هي مرجع تبادلي عملي (تمثيلي وليس شامل):
| درجة ASTM A234 | أنبوب/لوح مكافئ نموذجي | المكافئ النموذجي EN/DIN |
|---|---|---|
| دبليو بي بي | غالبًا ما تقترن مع ASTM A106 Gr B (أنبوب) أو A516 Gr 70 (لوحة) للتركيبات | p265gh (en 10028 / en 10222) أو 1.0425 / St45.8 حسب التطبيق. |
| WP1 / WP5 / WP9 / WP11 / WP12 / WP22 | درجات السبائك المكافئة في نطاق ASTM | DIN/EN 13CrMo ودرجات Cr-Mo المماثلة (على سبيل المثال، 13CrMo4-5، 15Mo3) المستخدمة في درجات الحرارة العالية. |
| WP91 / WP911 | فولاذ Cr-Mo-V عالي السبائك منخفض السبائك لدرجات الحرارة العالية جدًا | X10CrCrMoVNb9-1 / 1.4903 أو الفولاذ المقاوم للزحف ذي الصلة. |
ملاحظة عملية: يتعلق التكافؤ بظروف الخدمة والكيمياء؛ لا تفترض أبدًا قابلية التبادل دون التأكد من درجة حرارة التصميم وحدود الزحف والوثائق المطلوبة.
معايير الاختيار - كيفية اختيار الدرجة A234 المناسبة
دوافع اتخاذ القرار:
-
درجة حرارة التصميم والضغط: تتطلب درجات الحرارة المرتفعة والدوران الحراري درجات Cr-Mo (WP11، WP12، WP22، WP91).
-
احتياجات قابلية اللحام: عادةً ما يتم لحام الكربون المنخفض الكربون WPB بسهولة؛ تأكد من مكافئ الكربون قبل اللحام الميداني.
-
بيئة التآكل: الكربون العادي WPB ليس مقاومًا للتآكل؛ بالنسبة للخدمة الحامضة (H₂S)، يجب عليك التحقق من توافق NACE MR0175/ISO 15156 أو اختيار سبائك مقاومة للتآكل.
-
قيود التصنيع: غالبًا ما تستخدم الأقطار الكبيرة تركيبات ملحومة؛ أما الأقطار الصغيرة فقد تكون غير ملحومة لتحسين أداء التعب.
تضمين معايير قبول محددة (الحد الأقصى للقبول (C.E.، PWHT المطلوب، مستوى NDT) في طلبات الشراء.
الفحص والاختبار والتوثيق
الحد الأدنى للاختبارات/المتطلبات التي يحددها المشترون عادةً لتجهيزات A234:
-
شهادة المواد: EN 10204 3.1/3.2 EN 10204 3.1/3.2 MTC يوضح التحليل الحراري ونتائج الاختبار الميكانيكي.
-
الاختبار الميكانيكي: الشد والخضوع والاستطالة حسب الدرجة.
-
الاختبارات غير المتلفة (NDT): الاختبار البصري أو اختبار PMI أو الاختبار الطيفي للتحقق من الكيمياء، والاختبار الإشعاعي أو الفحص بالموجات فوق الصوتية حيثما كان محددًا للتجهيزات الملحومة.
-
الاختبار الهيدروستاتيكي: لا يتم إجراؤه دائمًا على كل تركيبة، ولكن قد يُطلب ذلك وفقًا لرمز التصميم والخدمة.
-
الصلابة: بالنسبة لبعض رتب السبائك وحيثما تكون المعالجة بالحرارة الفائقة PWHT مطلوبة.
-
إمكانية التتبع: رقم الحرارة وعلامة الجزء المرتبطة بـ MTC.
غالبًا ما توصي هيئات المعايير بضوابط إضافية للخدمات الحرجة. بالنسبة للخدمة الحامضة، تتطلب الامتثال لمعيار NACE MR0175/ISO 15156 حيثما كان ذلك مناسبًا.
التطبيقات النموذجية وأنماط الفشل
التطبيقات: خطوط أنابيب النفط والغاز، وخطوط البخار في محطات الطاقة، وأنابيب المعالجة في البتروكيماويات والمصافي، والهواء المضغوط، وأنابيب توزيع المياه، ووصلات أوعية الضغط.
أنماط الفشل الشائعة التي يجب الحذر منها:
-
لحام HAZ التشقق الوعائي عندما تكون C.E. عالية جدًا أو عندما تكون إجراءات اللحام غير منضبطة.
-
التقصف المزاجي في بعض سبائك الفولاذ إذا كان PWHT غير صحيح.
-
التآكل / التشقق الإجهادي الكبريتيدي في الخدمة الحامضة عندما يتجاهل اختيار المواد إرشادات NACE/ISO.
التدابير الوقائية: تحديد إجراءات التسخين المسبق/المعالجة الحرارية المسبقة PWHT، والحد من مكافئ الكربون، واشتراط إجراء اختبار عدم التآكل المناسب، واختيار درجات السبائك للخدمة في درجات الحرارة المتآكلة أو المرتفعة.
القائمة المرجعية للمشتريات
عند إنشاء أمر الشراء/الاستفسار الفني، قم بتضمين:
-
مواصفات المواد: أستم A234/A234M (تقدير واضح، على سبيل المثال، WPB / WP11).
-
مواصفات الأبعاد: ASME B16.9 أو EN 10253-2 (الدولة المفضلة).
-
مطلوب MTC: إن 10204 3.1/3.2 أو ما يعادلها.
-
حدود الكيمياء: تتطلب تحليلًا حراريًا مع حساب C.E. والقيمة القصوى C.E.
-
الاختبارات: الاختبارات: البصرية ومؤشر مديري المشتريات، والتصوير الإشعاعي/التصوير الإشعاعي/التصوير الطيفي (للحامات)، والصلابة (إذا لزم الأمر)، وتقرير الشد.
-
تشطيب السطح ونوع الشطبة وتعليمات الوسم.
-
ضمان الجودة: نقاط شهود التفتيش، والتفتيش من طرف ثالث إذا كان حرجًا.
يستخدم مهندسو الجداول في الواقع
أ - جدول اختيار الدرجة السريعة
| الحاجة إلى الخدمة | درجة A234 النموذجية |
|---|---|
| أنابيب عامة، ملحومة، درجة حرارة معتدلة | دبليو بي بي |
| درجة الحرارة المرتفعة، مقاومة الزحف | WP11 / WP12 / WP22 |
| طاقة/بترول بدرجة حرارة عالية جداً | WP91 / WP911 |
| درجة حرارة منخفضة (مبردة) | استخدم مواصفات درجات الحرارة المنخفضة (ضع في اعتبارك A420 WPL3 لدرجات الحرارة المنخفضة) |
ب - أزواج المواد الأم الشائعة (لتصنيع التركيبات)
| مصدر المواد الخام الملائمة | مادة أصلية نموذجية مطابقة |
|---|---|
| الأنابيب غير الملحومة | ASTM A106 Gr B/ Gr C |
| اللوحة | ASTM A516 Gr 60/70 |
| التزوير | ASTM A105 (للتجهيزات المطروقة؛ لاحظ أن A234 للتجهيزات الملحومة بالنقر المطاوع) |
دراسة حالة
معمل تكرير يستبدل رأس بخار قديم محدد ASTM A234 WPB أكواع مصنوعة من الصفيحة. طلب الفريق الهندسي: اختبار MTC EN 10204 3.1، ومعدل كربون كربوني ≤ 0.45 (الحد الأقصى للمشروع)، والتصوير الإشعاعي على جميع اللحامات التناكبية وPWHT للحامات ذات السماكة المحددة. ومن خلال الإصرار على تحليل حرارة الطاحونة والتحقق من طرف ثالث، تجنبوا الاكتشاف المتأخر للحرارة العالية للكربون التي كانت ستتطلب إعادة العمل وإيقاف التشغيل لفترة طويلة.
الدرس المستفاد: تقلل حدود المشروع والتحقق في مرحلة الطلب من مخاطر إعادة العمل والتأثير على الجدول الزمني.
أفضل الممارسات - لغة المواصفات
استخدم شرطاً مضغوطاً وقابلاً للتنفيذ:
"يجب أن تتوافق التركيبات مع أستم A234/A234Mدرجة المادة؛ درجة المادة: دبليو بي بي (أو حدد درجة السبيكة). معيار الأبعاد: ASME B16.9 (أو EN 10253-2). يجب أن يقدم المورد شهادات اختبار المطحنة EN 10204 3.1 مع تحليل الحرارة ومسار التصنيع ورقم الحرارة المختوم على كل تركيب. يجب ألا يتجاوز المكافئ الكربوني 0.50؛ وبالنسبة للمكافئ الكربوني الذي يزيد عن 0.45، يجب تقديم إجراء اللحام وخطة PWHT للموافقة عليها. فحص من طرف ثالث [إذا لزم الأمر] للشهادة على التحليل الكيميائي والاختبار غير الفحصي غير الكامل."
تفرض هذه الصياغة امتثال الموردين وتحدد المعايير الفنية.
الأسئلة الشائعة
-
Q: هل يمكنني استخدام تجهيزات ASTM A234 WPB مع أنابيب ASTM A106 درجة B؟
A: بشكل عام نعم؛ A234 WPB هي مادة التركيبات الشائعة المقترنة بأنبوب A106 Gr B لدرجات الحرارة المعتدلة، شريطة تطابق كود التصميم وتصنيفات الضغط/درجة الحرارة. تأكد دائمًا من مواصفات MTCs والتوافق الكيميائي وأرقام الحرارة. -
Q: ما الفرق بين ASTM A234 و ASTM A105؟
A: يغطي A234 تجهيزات اللحام بعقب الفولاذ المشغول من الكربون وسبائك الفولاذ المطاوع (ملحومة/غير ملحومة)، بينما A105 هو معيار من الفولاذ الكربوني المطروق يستخدم عادةً في الشفاه والتجهيزات المطروقة. تنطبق طرق التصنيع المختلفة وتوقعات الخصائص الميكانيكية المختلفة. -
Q: هل PWHT مطلوب لتجهيزات A234؟
A: يعتمد PWHT على الدرجة وسُمك الجدار ورمز المشروع. العديد من تجهيزات WPB المصنوعة من الفولاذ الكربوني لا تتطلب المعالجة الحرارية الفائقة للكروم؛ وغالبًا ما تتطلب درجات الكروم المولي دورات محددة للمعالجة الحرارية الفائقة للكروم - حددها في أمر الشراء. -
Q: هل يمكن استخدام A234 WPB في خدمة الحامض (H₂S)؟
A: ليس افتراضيًا. يجب أن تفي البيئات الحامضة بقواعد اختيار NACE MR0175/ISO 15156؛ وفي كثير من الحالات، يلزم وجود سبائك معدلة منخفضة الكبريت أو كربنة أو مقاومة للتآكل. تتطلب الامتثال لقواعد NACE في حالة وجود H₂S. -
Q: ما الاختبار الذي يجب أن يقدمه المورد؟
A: كحد أدنى: اختبار MTC (EN 10204 3.1/3.2 إذا طُلب ذلك)، والتحليل الحراري، وتقارير الاختبارات الميكانيكية، والفحص البصري، والفحص البصري والاختبار غير الميكانيكي المحدد (RT/UT) للحامات. تضمين نقاط الشهود في أمر الشراء للمشاريع الحرجة. -
Q: هل تجهيزات A234 مشمولة برموز ASME؟
A: مواصفات المواد منفصلة ولكنها تُستخدم مع معايير الأبعاد والضغط ASME مثل ASME B16.9 لتجهيزات اللحام التناكبي. استخدم كلاهما للحصول على تغطية فنية كاملة. -
Q: كيف أقارن A234 مع EN 10253؟
A: تتحكم ASTM A234 في المواد والاختبارات ذات الصلة؛ وتتحكم EN 10253 في فئات الأبعاد والفحص الأوروبية. بالنسبة للتبادل، قم بتعيين الدرجات وتأكد من معادلة فئة الاختبار/الفحص. -
Q: ما هو حد المكافئ الكربوني للحام الآمن؟
A: حد الفحص العملي C.E. المستخدم غالبًا هو 0.50. قد يضع أصحاب المشروع حدودًا أقل (على سبيل المثال، 0.45) للحامات الحرجة. استخدم معادلة C.E. القياسية للحساب. -
Q: هل يمكن تمييز التركيبات الملحومة بحرف "W" في درجتها؟
A: نعم. التركيبات المصنوعة من مواد ملحومة يجب أن يكون الحرف "W" ملحقًا بعلامة الرتبة للإشارة إلى البناء الملحوم؛ وتدعو المواصفة القياسية إلى ممارسات وضع العلامات للحفاظ على الوضوح. -
Q: إذا كانت هناك حاجة إلى درجة سبيكة، فما هي درجات A234 الشائعة؟
A: بالنسبة للخدمة في درجات الحرارة المرتفعة اختر WP11 أو WP12 أو WP22 أو WP22 أو WP91 حسب خصائص الزحف والشد المطلوبة. تأكد من الخواص الكيميائية والميكانيكية الدقيقة في الجداول القياسية.
نصائح عملية أخيرة للمهندسين والمشترين
-
اطلب دائماً أجهزة التتبع الحراري MTCs القابلة للتتبع الحراري والتحقق من التحليل الحراري المبلغ عنه مقابل متطلبات المشروع.
-
بالنسبة إلى اللحام في الموقع، أصر على حساب المعدل الكهربي الحراري المعتمد من المورد وإجراءات اللحام PWHT/اللحام المعتمدة إذا كان المعدل الكهربي المعتمد قريبًا من حدود المشروع.
-
عندما تكون الخدمة الحامضة ممكنة، اطلب بيانات NACE MR0175/ISO 15156 الصريحة.
-
اشتراط شُروح قياسية للأبعاد (ASME B16.9 أو EN 10253) مع ASTM A234 في مستندات الشراء لمنع عدم التطابق.
مراجع موثوقة
- ASTM A234 / A234M - المواصفة القياسية لتجهيزات الأنابيب من الفولاذ الكربوني المطاوع وسبائك الفولاذ للخدمة في درجات الحرارة المتوسطة والعالية (ASTM International)
- ASME B16.9 - تجهيزات اللحام بالزبدة المطاوع المصنوعة في المصنع (ASME)
- EN 10253-2 - تجهيزات أنابيب اللحام بالأعقاب: الفولاذ غير السبائكي والسبائك الحديدية (CEN/BSI، نسخة عامة)
- ASME SA-234 / SA-234M - نظرة عامة على معيار المواد والوثائق ذات الصلة (مدخل كتالوج ASME)
- NACE MR0175 / ISO 15156 - مواد للاستخدام في البيئات المحتوية على H2S (NACE / ISO)
