Bobina de acero al carbono
Productos
PRODUCTOS
- Aleaciones de níquel
- Productos de aleación
- Aleaciones Acero
- Placa de acero inoxidable
- Tubos de acero inoxidable
- Barra de acero inoxidable
- Barra de acero al carbono
- Chapa de acero al carbono
- Tubos de acero al carbono
- Bobina de acero al carbono
- Tuberías de hierro dúctil
- Aceros para moldes y matrices
- Acero resistente a la abrasión
- Productos tubulares para la industria petrolera
CONTACTO
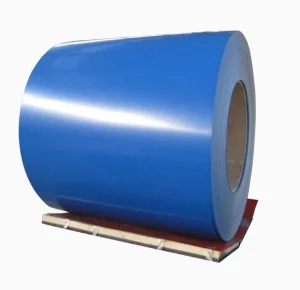






La bobina de acero al carbono es el producto de acero plano más rentable y utilizado para piezas estructurales, componentes conformados y ensamblajes revestidos. Seleccione el tipo de bobina (laminada en caliente, decapada y aceitada, laminada en frío, galvanizada o prepintada) en función de las prestaciones mecánicas, el acabado superficial y las exigencias de procesamiento posteriores.
Qué es la bobina de acero al carbono
Una bobina de acero al carbono es una longitud de chapa o fleje de acero enrollada en un rodillo tras las operaciones de laminado en el tren de laminación. Las bobinas son la principal forma comercial de los productos planos; alimentan procesos posteriores como el corte longitudinal, el corte a medida, el troquelado en prensa y el revestimiento de bobinas. La industria considera la "bobina" como la forma intermedia estándar en todas las líneas de productos laminados en caliente, laminados en frío y recubiertos.
Normas que importan
-
ASTM A1011 / A1011M - Principal especificación estadounidense para chapas y bandas laminadas en caliente (comerciales, estiradas y estructurales). Enumera las calidades por límite elástico y uso previsto; los espesores típicos son para productos de calibre ligero de hasta ~6 mm.
-
ASTM A1008 / A1008M - Norma para chapas y bandas de carbono laminadas en frío; cubre los aceros comerciales y los aceros de trefilado utilizados habitualmente cuando se requiere una superficie lisa y un control dimensional más estricto.
-
ASTM A653 / A653M - especifica bobina galvanizada en caliente y bobina galvanizada; fundamental cuando se requiere protección contra la corrosión para piezas expuestas o pintadas.
-
EN 10130 - Norma europea para productos planos de acero con bajo contenido en carbono laminados en frío y destinados a la conformación en frío; comúnmente referenciada en las cadenas de suministro de automoción y electrodomésticos.
Familias de grado: composición y comportamiento (normas prácticas de selección)
-
Aceros suaves / bajos en carbono (familia SAE/AISI 1006-1018)bajo contenido en carbono (≈0,06-0,20% C), buena ductilidad, alta conformabilidad, fácil soldadura; común para embutición profunda y fabricación general. Ejemplos típicos: 1008, 1010, 1018.
-
Aceros comerciales (A1011 CS Tipos A-D)Clasificación de los molinos en función del coste y la utilidad general. La selección del tipo compensa el carbono por la resistencia.
-
Grados estructurales (A1011 SS Grado 36, etc.)Rendimiento mínimo garantizado más elevado, utilizado cuando la capacidad de carga es importante (bastidores, soportes).
-
Baja aleación de alta resistencia (HSLAS)Se utiliza cuando es necesario reducir el peso manteniendo la conformabilidad.
Regla de selección: Si su pieza necesita una conformación pesada (embutición profunda, estampación), elija aceros de embutición laminados en frío con bajo contenido en carbono o equivalentes de calidad DC; si la prioridad es la carga estructural, elija bobinas estructurales laminadas en caliente de calidad superior.
Cómo se fabrican las bobinas: pasos que afectan a las especificaciones y al precio
-
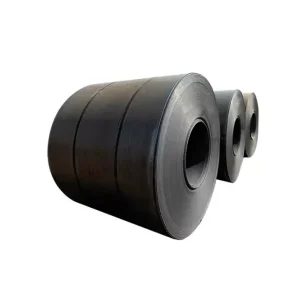
Laminado en caliente - El planchón se recalienta y pasa por un tren de laminación en caliente; el resultado es una bobina laminada en caliente con cascarilla en la superficie. La bobina laminada en caliente es económica y se utiliza con frecuencia cuando el acabado superficial no es crítico.
-
Encurtido / P&O (encurtido y aceitado) - El decapado ácido elimina la cascarilla de laminación; el aceitado proporciona una ligera protección contra la corrosión y facilita la manipulación de las bobinas. Las bobinas decapadas son preferibles cuando la limpieza de la superficie es importante.
-
Laminado en frío - reduce el espesor, mejora el acabado superficial, ajusta las tolerancias; la bobina laminada en frío es lo que necesitan los grandes proveedores de electrodomésticos y automóviles.
-
Recocido / skin-pass - restaura la ductilidad tras el trabajo en frío y controla las propiedades mecánicas finales y la textura de la superficie.
-
Recubrimiento (galvanizado, recocido galvánico, revestimiento orgánico de bobinas) - Aplicado en continuo a la bobina para darle resistencia a la corrosión o para proporcionar un sustrato pintable (metales prepintados).
Las decisiones de procesamiento (omitir el decapado, el laminado en frío o el revestimiento de bobinas) son importantes factores de coste: especifique sólo lo que necesita.
Estados superficiales, revestimientos y acabados
-
Laminado en caliente (HR) - laminado, pintado o decapado
-
Encurtido y aceitado (P&O) - limpiar la superficie brillante con aceite protector para el almacenamiento
-
Laminado en frío (CR) - acabados totalmente duro / semiduro / totalmente blando
-
Galvanizado (GI) - zincado en caliente (A653) - protección antioxidante clásica de larga duración
-
GAlvanneal (GA) - aleación de zinc y hierro - mejora de la adherencia de la pintura para el revestimiento de bobinas
-
Acero prelacado (PPGI / PPGL) - Revestimiento orgánico aplicado en fábrica sobre bobina; útil para paneles arquitectónicos o decorativos.
Dimensiones típicas, tolerancias y embalaje (tabla)
| Forma del producto | Grosor típico (mm) | Anchura típica (mm) | Peso de la bobina común (kg) |
|---|---|---|---|
| Bobina laminada en caliente | 1,5 - 12 (calibre fino HR < 6 mm común) | 600 - 2100 | 5,000 - 30,000 |
| Bobina laminada en frío | 0.25 - 3.0 | 600 - 1500 | 2,000 - 10,000 |
| Bobina galvanizada | 0.20 - 2.00 | 600 - 1500 | 2,000 - 10,000 |
Nota: Las gamas exactas varían según el laminador y la especificación; las normas EN y ASTM enumeran las dimensiones permitidas y el comprador debe indicar las tolerancias requeridas al realizar el pedido.
Comparación de precios de las bobinas de acero al carbono - 2025
| Nombres de productos / grados típicos | EE.UU. (USD / tonelada métrica) - gama típica al contado | China (USD / tonelada métrica) - gama típica al contado | Europa (EUR / tonelada métrica) - gama típica al contado (se muestra aprox. USD) |
|---|---|---|---|
| Bobina laminada en caliente (HRC) - por ejemplo, ASTM A1011 / grados HR (equivalentes 1008-1018) | $840 - $975 / t. (ofertas al contado de molinos y referencias de CSP a mediados de 2025). | $380 - $520 / t (evaluaciones al contado del HRC nacional chino; las ofertas nacionales chinas de gama baja suelen situarse muy por debajo de los niveles al contado estadounidenses). | €535 - €722 / t ≈ $615 - $830 / t (utilizando a mediados de 2025 EUR→USD ≈ 1,15). El mercado muestra variaciones regionales por país y actividad importadora. |
| Bobina laminada en frío (CRC / aceros trefilados) - por ejemplo, ASTM A1008 / EN DC01 | $1,050 - $1,130 / t (prima laminada en frío frente a HRC en EE.UU.). | $500 - $640 / t (Índices nacionales de China CRC; ejemplo de cifras de mediados de 2025 ~ $516 / t comunicadas para China CRC). | €620 - €730 / t ≈ $713 - $840 / t (las evaluaciones CRC de importación y nacionales en el norte de Europa muestran esta banda). |
| Bobina galvanizada en caliente (HDG / GI / galvannealed) - por ejemplo, ASTM A653 / GA | $980 - $1,110 / t (el galvanizado suele tener una prima modesta sobre el HRC en EE.UU.). | $480 - $700 / t (Las ofertas nacionales de HDG de China y la presión de las exportaciones mantienen esta banda amplia). | €670 - €722 / t ≈ $770 - $830 / t (Las evaluaciones del HDG europeo se agruparon en torno a estos niveles a principios o mediados de 2025). |
| Notas / bobinas especiales estrechas (PPGI prepintado, alta resistencia, anchuras muy estrechas) | Se aplican primas: +$50-$200 / t en función del sistema de pintura, las pruebas y el tamaño del pedido. (varía según el proveedor). | Primas, pero China aún puede subcotizar el precio en destino debido a los bajos precios de venta de las fábricas nacionales; las ofertas de exportación dependen de las cuotas/aranceles. | Primas para las bobinas certificadas de automoción/arquitectura; la escasez de producción local o la elevada actividad importadora pueden ampliar los diferenciales. |
Comportamiento de la fabricación: consejos sobre conformado, soldadura y tratamiento térmico
-
Formación: Los aceros de embutición en frío con bajo contenido en carbono tienen el mayor rendimiento en embutición profunda; utilice una lubricación adecuada y un control de la fuerza de prensado para evitar el agrietamiento de los bordes.
-
Soldadura: Las bobinas de carbono suave se sueldan fácilmente con los procesos habituales (MIG, TIG, electrodo); las de alto contenido en carbono aumentan los requisitos de precalentamiento. En el caso de las bobinas galvanizadas, las salpicaduras de soldadura y los humos de zinc requieren extracción de humos.
-
Tratamiento térmico: la mayoría de las piezas de carbono en bobina no se someten a tratamiento térmico posterior a la fabricación; cuando sea necesario aumentar la resistencia, seleccione flejes de grado superior o considere aceros templados y revenidos (clase de producto diferente).
Control de calidad, pruebas a exigir en la orden de compra
Cuando compre bobinas para piezas críticas, especifique las pruebas y la documentación que necesita:
-
Certificado de las pruebas de molienda (análisis químico y resultados de las pruebas mecánicas)
-
Ensayo de tracción (límite elástico, tracción, alargamiento) y dureza cuando proceda
-
Clase de calidad de la superficie (manchas, arañazos, eliminación de la cascarilla de laminación)
-
Masa de revestimiento o espesor de revestimiento para revestimientos galvanizados/orgánicos (por ejemplo, g/m² según ASTM A653)
-
Tolerancias dimensionales y precisión de la anchura de corte de las bobinas cortadas
Almacenamiento, manipulación, control de la corrosión y logística
-
Almacenar en el interior en estibas de madera o estanterías pintadas; rotar las existencias (FIFO) para evitar la corrosión por contacto a largo plazo.
-
Proteja los extremos de la bobina y el ID/OD con bandas y chapas finales durante el envío.
-
Reducir al mínimo el agua estancada y evitar el contacto directo con suelos de hormigón.
-
Para las bobinas galvanizadas, evite la humedad elevada y los ácidos que aceleran la oxidación blanca.
Consideraciones comerciales: determinantes del precio y redacción del pliego de condiciones
Controladores de precios: el coste del mineral de hierro en bruto y de la chatarra, la capacidad y el plazo de entrega del tren de laminación, las fases de transformación necesarias (decapado, laminado en frío, recocido, revestimiento) y la personalización del peso y la anchura de las bobinas. Los plazos de entrega largos y las anchuras estrechas o los revestimientos especiales aumentan el precio por kilogramo. Para las compras globales, el flete y los aranceles suelen dominar el coste en destino de las bobinas de productos básicos.
Cómo redactar órdenes de pedido: hacer referencia a la norma (por ejemplo, "ASTM A1008/A1008M-23 laminado en frío, CS Tipo B"), indicar el grado requerido, el espesor, las tolerancias de anchura, el acabado superficial, el tipo y la masa del revestimiento (si lo hay), el embalaje, el nivel MTC (por ejemplo, EN 10204 2.1/2.2/3.1) y los ensayos requeridos.
Tablas comparativas
Cuadro A - Comparación de grados comunes
| Grado / Especificación | Gama de carbono (peso %) | Uso típico | Resistencia / Conformabilidad |
|---|---|---|---|
| SAE-AISI 1008 / 1010 | 0.05 - 0.13 | Estampación general, piezas conformadas | Alta conformabilidad, baja resistencia |
| SAE-AISI 1018 | 0.15 - 0.20 | Ejes, pasadores, estructuras suaves | Resistencia y ductilidad equilibradas |
| A1011 CS Tipo B | ~0.07-0.18 | Uso general de la bobina laminada en caliente | Formabilidad moderada |
| A1011 SS Grado 36 | hasta ~0,20 | Aplicaciones de chapa estructural | Rendimiento superior (36 ksi) |
Tabla B - Referencia rápida de superficie/revestimiento
| Acabado | Lo mejor para | Especificaciones típicas |
|---|---|---|
| HR (laminado en caliente) | estructuras soldadas, poca necesidad de apariencia | ASTM A1011 |
| P&O | pintura aguas abajo, cegado | Superficie decapada y aceitada |
| CR (laminado en frío) | superficies visibles, dibujo profundo | ASTM A1008 |
| GI (zincado en caliente) | protección contra la corrosión en exteriores | ASTM A653 |
| GA (galvanizado) | adherencia del revestimiento de bobinas | ASTM A653 (designación galvanneal) |
| PPGI (prepintado) | paneles arquitectónicos, aparatos | Especificación de pintura del cliente sobre sustrato revestido |
Preguntas frecuentes
-
P: Bobina laminada en caliente o en frío: ¿cuál elegir?
R: Si necesita un bajo coste y el acabado superficial es secundario, elija el laminado en caliente. Para tolerancias estrechas, superficies brillantes o embutición profunda, el laminado en frío es la elección correcta. Indique en su pedido los requisitos de conformado y aspecto final. -
P: ¿Cómo especifico el rendimiento de las bobinas galvanizadas?
R: Especifique la designación ASTM A653, la masa de revestimiento requerida (g/m²) y si desea galvanizado. Solicite también pruebas de adherencia del revestimiento y de pintabilidad si va a pintar. -
P: ¿Qué margen de tolerancia debo esperar en el grosor?
R: Las tolerancias dependen de la norma y del laminador; las tolerancias del laminado en frío son más estrictas que las del laminado en caliente. Indique siempre las bandas de tolerancia o haga referencia a la cláusula ASTM/EN. -
P: ¿Puedo pedir bobinas cortadas con anchuras personalizadas?
R: Sí. El corte longitudinal es estándar. Especifique la anchura final del corte, el estado de los bordes (cizallado/rasurado) y las tolerancias objetivo. -
P: ¿Qué documentación debe acompañar a un lote de bobinas?
R: Un certificado de pruebas de laminación con los resultados de las pruebas químicas y mecánicas, un certificado de revestimiento (si está revestido) y cualquier registro de no conformidad. Para proyectos críticos, solicite un certificado de inspección EN 10204 3.1. -
P: ¿Cómo afectan los pasos de procesamiento de bobinas a la calidad de las piezas?
R: El laminado en frío y el recocido mejoran la planitud y la conformabilidad; el decapado elimina la cascarilla y reduce los defectos superficiales. La tensión de la bobina inducida por el bobinado puede influir posteriormente en la planitud; solicite la nivelación si la estabilidad dimensional es crítica. -
P: ¿Qué calidades son las mejores para soldar?
A: Los aceros de bajo contenido en carbono (1008-1018, A1011 CS Tipo B) se sueldan fácilmente; los de mayor contenido en carbono necesitan precalentamiento/enfriamiento controlado para soldaduras críticas. -
P: ¿Cuáles son los fallos más comunes en la producción alimentada por bobina?
R: Roturas de bobinas, grietas en los bordes durante el conformado, delaminación del revestimiento (para bobinas pintadas) y desviación dimensional por bobinas mal niveladas. Prevenir mediante el establecimiento de puntos de control de inspección de entrada. -
P: ¿Cuánto duran las bobinas almacenadas?
R: En condiciones interiores secas y con un ligero engrasado, las bobinas suaves pueden conservarse durante meses; las galvanizadas o prepintadas tienen mejor vida útil. Controla la humedad y evita que se acumule agua. -
P: ¿Hay que tener en cuenta aspectos medioambientales o normativos?
R: Para las bobinas galvanizadas y pintadas, compruebe los requisitos de COV y RoHS para los revestimientos y la jurisdicción de uso final; para las bobinas exportadas, compruebe la clasificación aduanera y cualquier medida antidumping.
Lista de control práctica
-
Norma de referencia y edición (ASTM/EN + año).
-
Especifique el grado y los límites químicos exactos o los criterios de aceptación del MTC.
-
Indique la gama de espesores, la tolerancia y la anchura/anchura de las rendijas.
-
Especifique el acabado superficial y el revestimiento (incluya la masa del revestimiento).
-
Solicitud de nivel MTC (EN 10204) y notificación de no conformidad.
-
Incluya los requisitos de embalaje y entrega (peso de la bobina, enfajado, pintura en el extremo, estiba).
-
Añada derechos de inspección y pruebas de terceros si es fundamental.
Notas técnicas adicionales para ingenieros
-
Descarburación: La bobina laminada en caliente puede tener una capa superficial descarburada; para el mecanizado de superficies críticas, especifique los límites de descarburización o seleccione material laminado en frío.
-
Springback: Las piezas conformadas en bobina se retraerán en función del rendimiento; validar con prototipos.
-
Espesor del revestimiento frente a duración de la corrosión: Una mayor masa de zinc aumenta la vida útil; consultar las tablas ASTM A653 para las designaciones y equivalencias de los revestimientos.