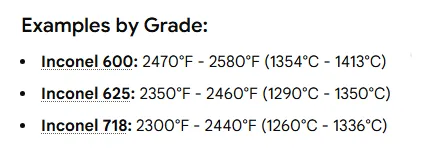
Aleaciones Inconel funden en un intervalo de temperaturas elevado y no en un único punto. Las calidades típicas a base de níquel-cromo utilizadas en la industria presentan temperaturas de solidificación comprendidas aproximadamente entre 1.260°C y 1.350°C y temperaturas de liquidus de hasta alrededor de 1.336°C a 1.350°Cdependiendo del grado específico. Para trabajos prácticos de fusión, soldadura, carga de horno y fundición, tratar Inconel 718625 y aleaciones afines según sus intervalos de fusión publicados y las ventanas de procesamiento recomendadas para evitar el agrietamiento en caliente, la formación de fases no deseadas o la pérdida excesiva de elementos.
Qué significa "temperatura de fusión" para las superaleaciones
En el caso de las aleaciones complejas a base de níquel, la expresión temperatura de fusión no se refiere a un único número concreto. Hay dos puntos técnicos que tienen más peso: solidus es la temperatura a la que aparece el primer líquido durante el calentamiento, y liquidus es la temperatura a la que el último sólido se disuelve en líquido. El intervalo entre ambas forma la gama de fusión de la aleación. En la práctica, este intervalo indica a los metalúrgicos y operarios de fundición cuánto sobrecalentamiento es necesario para obtener una carga totalmente líquida sin excesiva evaporación o segregación. En el caso de los miembros de la familia Inconel, el intervalo de fusión es elevado y debe tratarse con regímenes de horno específicos.
Referencia rápida: intervalos de fusión de los grados Inconel más comunes
| Aleación | Sólido típico (°C) | Liquidus típico (°C) | Intervalo de fusión típico (°C) |
|---|---|---|---|
| Inconel 718 | ~1,260 | ~1,336 | 1,260 - 1,336. Valores comunicados 1.260 - 1.338. |
| Inconel 625 | ~1,290 | ~1,350 | 1,290 - 1,350. Intervalo de fusión notificado: 1.290 - 1.349/1.350. |
| Inconel 600 | ~1,410 | punto único cerca de 1.413 notificado (varía según la especificación) | Superior a 718/625, a menudo cerca de 1.400+ °C. |
| Resumen representativo (para ingenieros) | 1.260 °C a 1.413 °C (según el grado) | - | Utilice la hoja de datos específica del grado para conocer las cifras exactas. |
Notas: las cifras anteriores proceden de boletines técnicos de fabricantes y bases de datos de materiales autorizadas. Al planificar la fusión o la soldadura, confirme siempre con el certificado del proveedor y las hojas de datos recientes.
Por qué varía el intervalo de fusión entre los grados de Inconel
Las superaleaciones a base de níquel son intencionadamente complejas. Cada grado contiene diferentes elementos de aleación mayores y menores: cromo, molibdeno, niobio, hierro, titanio, aluminio y trazas de aditivos. Estos elementos afectan a la estabilidad de las fases cerca del intervalo de fusión. Hay dos razones clave para la variación:
-
Química diferente cambia el liquidus/solidus alterando las energías de formación de las fases. Los elementos que deprimen el punto de fusión producen rangos más amplios o más bajos.
-
Fases microestructurales que se funden a diferentes temperaturas crean una dispersión entre la primera fusión y la licuefacción completa.
Dado que las tolerancias de producción y el historial térmico influyen en la composición local, el material de carga real puede comportarse de forma ligeramente diferente a los valores del manual. Por lo tanto, las fusiones en taller requieren un control cuidadoso de la rampa y la temperatura.
Solidus vs liquidus: metalurgia e implicaciones prácticas
Comprender el solidus y el liquidus conduce a reglas prácticas:
-
Si trabaja cerca del solidusLa fusión parcial puede dar lugar a la formación de eutécticos de baja fusión, lo que puede provocar la aparición de grietas o fisuras durante el trabajo en caliente.
-
Si se calienta por encima de liquidusSe consigue una fusión completa, pero aumentan el coste energético y el riesgo de vaporización. Para algunos elementos, el tiempo prolongado a alta temperatura provoca una desviación de la composición.
-
Para la soldadura y la soldadura fuerte, el control del baño de soldadura utiliza una comprensión del liquidus localizada, mientras que el tratamiento térmico posterior a la soldadura tiene como objetivo la restauración de la microestructura sin cruzar los intervalos críticos de fusión.
Al supervisar los ciclos del horno, los termopares deben calibrarse y colocarse de forma que lean temperaturas representativas del metal, no sólo de la atmósfera del horno. En el caso del Inconel 718 y 625, los fabricantes proporcionan números de solidus y liquidus que sirven de guía para las ventanas de fusión, forja y tratamiento térmico.
Cómo afectan los principales elementos de aleación al comportamiento de fusión
Breve cartografía de elementos comunes y sus efectos típicos en el intervalo de fusión:
-
Niobio y titanio suelen promover fases de refuerzo que pueden elevar la temperatura a la que la aleación conserva sus características sólidas.
-
Molibdeno y cromo influyen en la resistencia a altas temperaturas y pueden afectar modestamente al comportamiento de fusión.
-
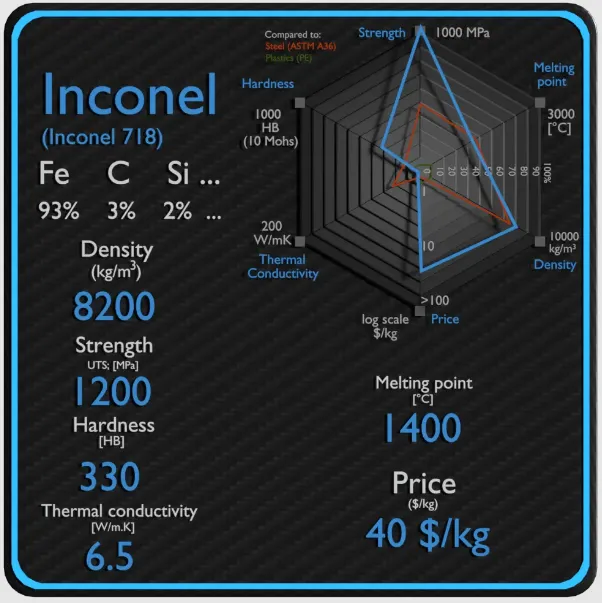
Hierro se comporta de forma casi inerte para el punto de fusión, pero modifica la densidad y las propiedades mecánicas.
-
Carbono, el azufre, el fósforo en pequeñas cantidades forman eutécticos de bajo punto de fusión que causan riesgo de desgarro en caliente.
La selección de chatarra o materia prima en polvo con una composición controlada evita comportamientos de fusión inesperados. Para los polvos de fabricación aditiva, un control estricto de la composición limita la variación de la dinámica de fluidos del baño de fusión. Los boletines técnicos de los fabricantes tratan estos puntos para cada grado.
Prácticas recomendadas de fusión y hornos para Inconel 625 y 718
| Operación | Ventana de temperatura recomendada (°C) | Nota práctica |
|---|---|---|
| Fusión de Inconel 718 (fusión completa) | 1.340 a 1.420 (la práctica típica de fusión utiliza cerca de liquidus + margen) | Utilizar el vacío o una atmósfera controlada para limitar la oxidación y la pérdida de elementos; controlar la segregación de niobio y titanio. |
| Fusión de Inconel 625 (fusión completa) | De 1.350 a 1.450 | Mantener tiempos de retención cortos en el pico para reducir la evaporación de los componentes volátiles. |
| Precalentamiento de trabajo en caliente | De 980 a 1.150 | El precalentamiento uniforme reduce los gradientes térmicos que provocan el agrietamiento. |
| Recocido en solución (referencia típica) | 980 a 1.020 para determinadas fases del tratamiento térmico | Siga las especificaciones de tratamiento térmico del proveedor para la forma particular del producto. |
Importante: los números anteriores son orientativos. Consulte siempre la hoja de datos del material específico del proveedor antes de ajustar los programas del horno.
Consideraciones sobre la temperatura de soldadura, soldadura fuerte y fabricación aditiva
-
Soldadura: Inconel 718 y 625 requieren metales de aportación adaptados a la composición química de la base. Controlar el aporte de calor para limitar el engrosamiento del grano y evitar la licuefacción en los límites del grano. Evitar la permanencia prolongada por encima de la temperatura en la que se forman las fases de baja fusión. El tratamiento térmico posterior a la soldadura suele restaurar las propiedades deseadas.
-
Soldadura: La soldadura fuerte implica la introducción de una aleación de relleno de fusión más baja. Seleccione un relleno con expansión térmica compatible. La limpieza previa y la selección del fundente son importantes para las películas de óxido.
-
Fabricación aditiva: La materia prima en polvo se funde en piscinas localizadas que llegan muy por encima del liquidus. La química del polvo, el solapamiento de las capas y las velocidades de enfriamiento del baño de fusión determinan la microestructura y la porosidad. Caracterización de las muestras impresas mediante el comportamiento del intervalo de fusión y ensayos de microdureza.
Para cada método de unión, siga los procedimientos cualificados y las especificaciones de procedimiento de soldadura escritas para el grado de aleación concreto.
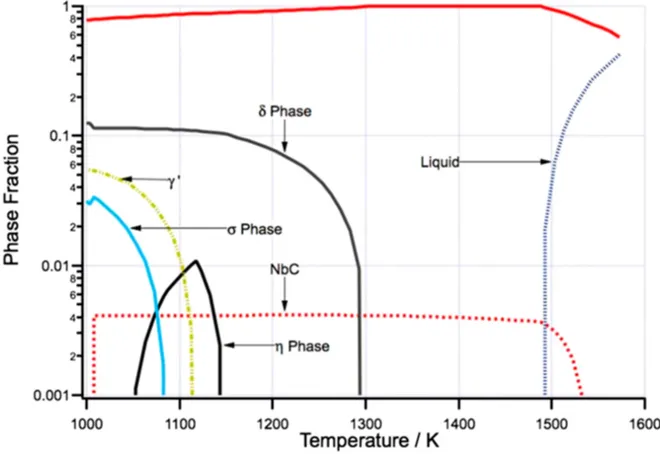
Efectos térmicos en la heterogeneidad microestructural de Inconel 718
Ventanas de temperatura de fundición y forja y control de defectos
-
Casting: Manejar la temperatura de vertido ligeramente por encima del liquidus para asegurar el llenado pero no tan alta que aumente el ataque refractario o la porosidad por contracción excesiva. Utilizar un diseño de elevador adecuado para alimentar la contracción. Controlar el enfriamiento para evitar la segregación de elementos como el niobio que forman intermetálicos de baja fusión.
-
Forja: Llevar a cabo la deformación por encima de la temperatura de recristalización, pero por debajo de los rangos en los que podría producirse una fusión incipiente. Para muchas operaciones con Inconel, los rangos de precalentamiento y trabajo se sitúan entre 900°C y 1.200°C. Respetar los límites de trabajo en caliente del fabricante.
Comparación con aceros inoxidables y otras aleaciones de níquel
| Propiedad | Inconel 625/718 típico | Acero inoxidable común (316L) |
|---|---|---|
| Intervalo de fusión (°C) | ~1,260 - 1,350 | ~1.370 - 1.405 según el grado |
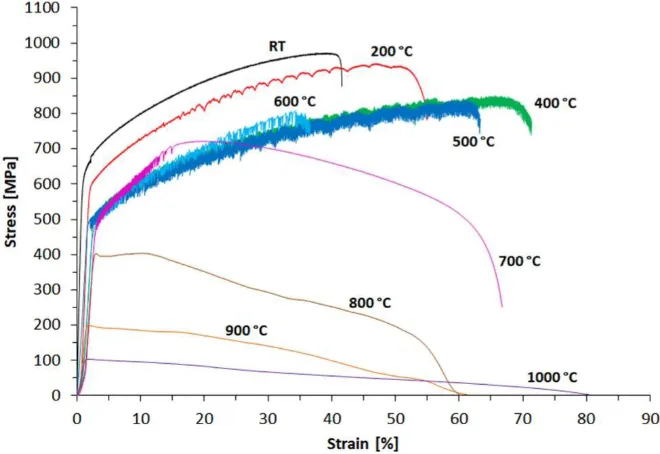
| Resistencia a altas temperaturas | Muy alta resistencia retenida hasta 700°C+. | Resistencia reducida a temperaturas elevadas |
| Resistencia a la oxidación | Superior en ambientes oxidantes a alta temperatura | Bueno a temperaturas moderadas |
| Uso típico | Piezas de turbinas, equipos de combustión, plantas químicas | Recipientes a presión, tuberías, intercambiadores de calor |
Los ingenieros eligen Inconel cuando las exigencias de temperatura, corrosión o resistencia superan las capacidades de los aceros inoxidables. Para obtener comparaciones numéricas exactas, consulte las fichas técnicas de las aleaciones.
Contexto de comparación de precios y precios de fábrica
El usuario ha solicitado una tabla comparativa de precios. Los precios de mercado de las aleaciones de níquel de alto rendimiento varían en función de los mercados mundiales de níquel y elementos de aleación, el tamaño del lote, la forma y el proveedor. La tabla siguiente ofrece ilustrativo para facilitar la toma de decisiones. Considere las entradas como intervalos aproximados; solicite un presupuesto formal para obtener un precio en firme.
| Forma del producto | Rango típico de mercado (USD/kg) | Canal típico del comprador | Nota |
|---|---|---|---|
| Inconel 625 barra (lote pequeño) | $30 a $55 por kg | Distribuidor/almacenista | Precio sensible al coste del níquel y el molibdeno |
| Placa Inconel 718 (cantidad industrial) | $25 a $50 por kg | Fábrica o distribuidor autorizado | El producto con certificación de fábrica reduce el riesgo de control de calidad |
| Acero inoxidable 316L (comparación) | $3 a $8 por kg | Amplia disponibilidad | Coste mucho menor, rendimiento diferente |
| Entrada del precio de fábrica de MWalloys (ejemplo) | Póngase en contacto con nosotros | Fábrica directa | La venta directa de fábrica suele reducir el margen del distribuidor; solicite certificado y MOQ |
Nota: las cifras anteriores representan estimaciones y fluctúan con los mercados de materias primas. Para su publicación en una página de producto, presente su precio de fábrica como "póngase en contacto para solicitar presupuesto" e incluya ventajas como certificados de fábrica, trazabilidad de lotes y cantidades mínimas de pedido. Cuando publique el contenido del precio, feche la página para que los motores de búsqueda y los compradores sepan cuándo se dio la estimación.
Control de calidad, métodos de ensayo y cómo verificar el comportamiento de la masa fundida
Pruebas clave para confirmar la fusión y la integridad del material:
-
Calorimetría diferencial de barrido (DSC) para la medición precisa de solidus/liquidus en muestras de laboratorio.
-
Análisis térmico utilizado en la práctica de la fundición para identificar las curvas de congelación durante la solidificación.
-
Examen metalográfico para inspeccionar la segregación, el espaciado de los brazos dendríticos y la distribución de la fase de baja fusión.
-
Análisis químicos (ICP/OES) para confirmar la composición antes de la fusión.
-
Verificación del tratamiento térmico mediante pruebas de dureza, ensayos de tracción y comprobaciones de microestructura.
Mantener los certificados de laminación del proveedor y realizar la inspección de entrada de los lotes críticos. Si el comportamiento de la masa fundida se desvía de la hoja de datos, detenga la producción, tome muestras químicas y realice análisis térmicos.
Notas sobre medio ambiente, seguridad y manipulación en trabajos a alta temperatura
-
Utilizar atmósferas controladas o vacío durante la fusión para limitar la oxidación y la captación de nitrógeno.
-
Proporcione formación y EPI a los operarios que trabajen con aleaciones de níquel a alta temperatura. Los compuestos de níquel pueden plantear riesgos para la salud cuando se transportan por el aire; controle el polvo y los humos.
-
Asegurarse de la compatibilidad de los refractarios; algunos fundentes y refractarios reaccionan con las masas fundidas a base de níquel.
-
Mantenga registros precisos de los ciclos de temperatura para la trazabilidad y el posterior análisis de fallos.
Se aplican las normas reglamentarias y de seguridad en el lugar de trabajo. Consulte a las autoridades locales de seguridad cuando establezca talleres de fusión u operaciones de soldadura.
Preguntas más frecuentes (FAQ)
-
¿Cuál es la temperatura de fusión del Inconel 718?
El Inconel 718 presenta normalmente un solidus cercano a los 1.260°C y un liquidus cercano a los 1.336°C. Utilice los datos del proveedor para los ajustes finales del proceso. -
¿Cómo es el comportamiento de fusión del Inconel 625?
El Inconel 625 funde normalmente en un intervalo cercano a 1.290°C a 1.350°C. La química níquel-molibdeno modifica las cifras exactas. -
¿Puedo fundir Inconel en un horno estándar de aire libre?
La fusión simple puede realizarse en hornos abiertos, pero la atmósfera controlada o el vacío reducen la oxidación y la pérdida de elementos y mejoran la calidad del producto. -
¿Qué riesgos de defecto aumentan cuando la fusión se acerca al solidus?
Trabajar cerca del solidus provoca una fusión parcial, la formación de eutécticos de baja fusión y un mayor riesgo de fisuración en caliente. Mantener márgenes de temperatura adecuados. -
¿Estas aleaciones requieren refractarios especiales?
Sí, seleccione refractarios para cucharas y hornos aptos para aleaciones base níquel y confirme la compatibilidad química para su uso a largo plazo. -
¿Qué precisión deben tener los termopares para las fusiones de Inconel?
Utilizar termopares calibrados de tipo B o S con calibración trazable. Coloque las sondas en metal representativo, no sólo en la atmósfera del horno. -
¿Qué pruebas posteriores a la fusión verifican la calidad?
El análisis químico, la metalografía y las pruebas mecánicas tras el tratamiento térmico validan que el material fundido cumple la especificación. -
¿Es mejor el Inconel que el acero inoxidable para trabajar a altas temperaturas?
En cuanto a resistencia a altas temperaturas y a la oxidación, el Inconel supera a los aceros inoxidables comunes. Esta ventaja justifica los costes más elevados en condiciones de servicio exigentes. -
¿Cómo debo incluir los datos de fusión en las páginas de producto para satisfacer a los compradores?
Facilite los valores de solidus y liquidus, indique la norma de ensayo, enlace a las fichas técnicas e indique si los valores son típicos o garantizados. -
¿Dónde puedo conseguir precios directos de fábrica de MWalloys?
Póngase en contacto con el equipo de ventas de MWalloys para obtener presupuestos certificados. Proporcione el grado de aleación deseado, forma, cantidad y lugar de entrega para recibir un precio de fábrica y plazo de entrega.
Lista de comprobación práctica para ingenieros antes de fundir o soldar Inconel
-
Verificar el certificado del molino y la química entrante.
-
Confirmar solidus/liquidus a partir de la ficha técnica del proveedor.
-
Seleccionar la atmósfera del horno: vacío, inerte o reductora.
-
Calibrar los termopares y ponerlos a cargo.
-
Limitar el tiempo de mantenimiento a la temperatura pico a la duración requerida.
-
Realice un análisis térmico de la muestra si el historial del material es incierto.
-
Inspeccionar metalográficamente las piezas fundidas o soldadas antes de su aceptación.
Fuentes y lecturas recomendadas
Hojas de datos y referencias clave utilizadas para recopilar los puntos técnicos anteriores:
-
Boletín técnico de Metales Especiales, INCONEL aleación 718.
-
MatWeb / Datos de materiales ASM: Punto de fusión de Inconel 718.
-
Boletín técnico de Metales Especiales, INCONEL aleación 625.
-
Entradas de Wikipedia para Inconel 625 y 718 (para propiedades de alto nivel; verificar con los datos del proveedor para la producción).
-
Metalurgia industrial y notas técnicas de proveedores para la elaboración y el tratamiento en caliente.
