ASTM A234 es la norma industrial que define los accesorios forjados de acero al carbono y aleado para soldar a tope destinados a tuberías a presión de temperatura moderada a alta; su designación más común, Grado WPB, proporciona una química de acero al carbono soldable de forma fiable (bajo contenido en carbono, manganeso controlado y límites en los elementos de aleación) con propiedades mecánicas mínimas adaptadas a la fabricación de tuberías y recipientes a presión.
Ámbito de aplicación y finalidad de ASTM A234
ASTM A234 / A234M es la especificación estándar que cubre los accesorios de tubería de acero al carbono forjado y de acero aleado, tanto sin soldadura como soldados, que se fabrican según las especificaciones dimensionales utilizadas en tuberías a presión (normalmente ASME B16.9 y B16.28). La especificación establece los límites químicos requeridos, las propiedades mecánicas mínimas, las normas de producción y marcado y determinadas opciones de tratamiento térmico/procesamiento para que los accesorios tengan un rendimiento predecible en servicio a temperaturas moderadas y elevadas.
Por qué es importante: la especificación A234 indica a los fabricantes e inspectores qué materias primas, ensayos y marcado deben estar presentes para que un accesorio pueda utilizarse en tuberías a presión. Es el material de referencia habitual para codos, tes, reducciones, tapones y codos de acero al carbono/aleado soldados a tope.
Grados, nomenclatura y significado de las letras
La norma ASTM A234 utiliza una convención de letras de grado que indica los aceros soldables para servicio a presión. Etiquetas comunes que encontrará:
-
WPB - presión forjado Grado B (el grado de acero al carbono más común)
-
WPC - otro tipo de acero al carbono con una resistencia a la tracción ligeramente superior
-
WP1, WP5, WP9, WP11, WP12, WP22, WP91, WP911 - aceros aleados o al cromo/molibdeno para servicio a temperatura elevada (aceros Cr-Mo, mayor resistencia)
"W" significa soldable o forjado, "P" significa presión, y el código final (B, 5, 9, 11, etc.) designa la banda mínima de resistencia/química. La elección de uno u otro depende de la temperatura de diseño, la tracción/rendimiento requeridos y la resistencia a la fluencia/oxidación deseada para sistemas de alta temperatura.
Símbolo de marcado Composición química
Composición química - valores fundamentales
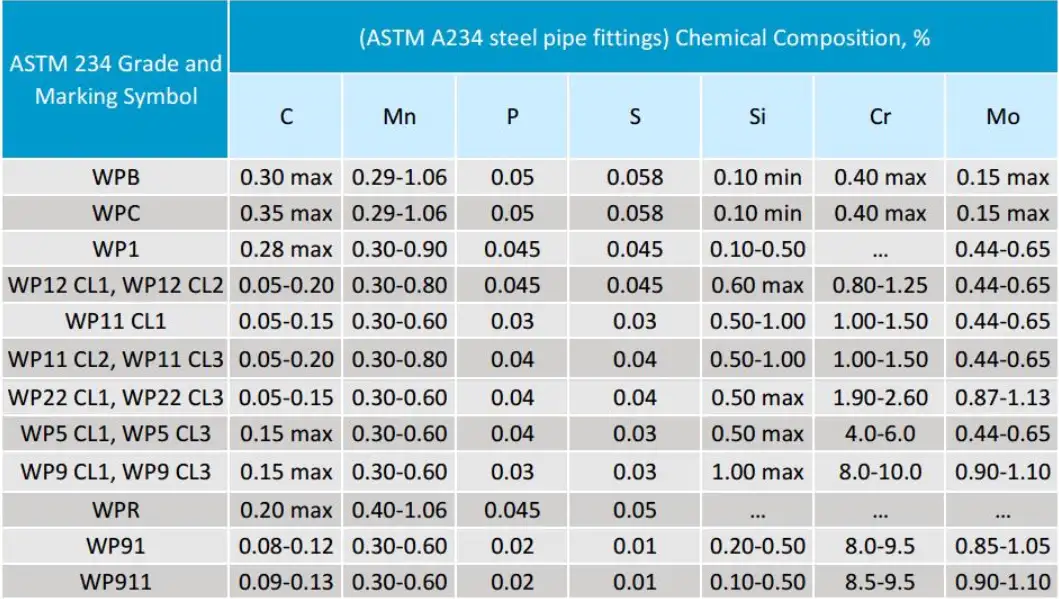
A continuación figura un cuadro centrado en el grado más solicitado, WPB (límites típicos según la especificación A234 y la práctica común). Tenga en cuenta que los grados de aleación tienen diferentes químicas (adiciones de Cr, Mo, Ni) y se detallan más adelante en la norma.
| Elemento | Límite / alcance típico (WPB) | Notas |
|---|---|---|
| Carbono (C) | ≤ 0,30-0,35 wt% (máx., dependiendo de la fuente/material de origen) | El carbono más bajo mejora la soldabilidad; las fuentes de chapas/forja pueden especificar 0,35 máx. |
| Manganeso (Mn) | 0,29-1,06 wt% | La gama de Mn favorece la resistencia y la templabilidad. |
| Fósforo (P) | ≤ 0,05 wt% | Controlado para limitar la fragilidad. |
| Azufre (S) | ≤ 0,058 wt% | Controlado para reducir las inclusiones de sulfuro. |
| Silicio (Si) | ≈ 0,10 wt% (min) | Desoxidante; el contenido varía según la práctica de fusión. |
| Cu + Ni + Cr + Mo (suma) | ≤ 1,00 wt% (límite general para WPB) | Los límites evitan una aleación indebida que modificaría la soldabilidad y las necesidades de tratamiento térmico. |
Nota: Los grados de aleación (WP5, WP9, WP11, WP22, WP91) contienen adiciones controladas de cromo, molibdeno, níquel, etc., y se seleccionan cuando se necesita una mayor resistencia o capacidad a temperaturas elevadas. Consulte siempre las tablas de cláusulas de la norma para conocer los rangos exactos permitidos.
Propiedades mecánicas - números de referencia
Los límites mecánicos en A234 dependen del grado. Para el WPB de uso común, los mínimos típicos a temperatura ambiente son:
| Propiedad | Mínimo típico (WPB) |
|---|---|
| Resistencia a la tracción (Rm) | ≈ 60 ksi (415 MPa) (mínimo) |
| Límite elástico (0,2% offset) | ≈ 35 ksi (240 MPa) (mínimo) |
| Alargamiento (L0) | ~22% (longitudinal) (varía según la sección y la ruta de fabricación) |
Los grados de aleación tienen cifras mínimas de tracción/rendimiento más elevadas; por ejemplo, WP12 muestra bandas de tracción/rendimiento más elevadas y se utiliza para servicios a temperaturas más elevadas en los que se requiere resistencia a la fluencia. Exija siempre informes certificados de las pruebas de laminación para conocer los valores exactos de calor/parte.
Características de carbono equivalente, soldabilidad y zona afectada por el calor
Al especificar accesorios para soldadura en campo, el carbono equivalente (C.E.) es crítico para predecir el riesgo de endurecimiento en la zona afectada por el calor y la susceptibilidad al agrietamiento. La norma ASTM A234 incluye directrices y muchos proveedores exigen un máximo de C.E. ≤ 0.50 para aceros al carbono, normalmente calculado con:
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Esta fórmula es una herramienta de selección ampliamente utilizada; si el C.E. excede los límites del proyecto, puede ser necesario un precalentamiento, un tratamiento térmico post-soldadura controlado (PWHT) o la selección de un material con un C.E. más bajo.
Punto práctico: cuando un accesorio se fabrica a partir de chapa o forja, el laminador puede aceptar un carbono ligeramente superior si el manganeso u otros elementos lo compensan, pero esto debe tratarse mediante un análisis térmico documentado y criterios de aceptación.
Vías de fabricación, tratamiento térmico y marcado
La norma ASTM A234 permite la fabricación de accesorios a partir de acero matado, piezas forjadas, barras, chapas, tubos sin soldadura o productos tubulares soldados por fusión con adición de metal de aportación. Notas clave de producción:
-
Materia prima sin soldadura frente a materia prima soldada: El material en bruto sin soldadura suele preferirse para aplicaciones de pequeño diámetro y alto servicio por su microestructura uniforme; el tubo soldado o ERW es habitual en tamaños mayores por razones de coste.
-
Tratamiento térmico: algunos grados de aleación requieren normalización o revenido. La norma prescribe cuándo es necesario el tratamiento térmico; los fabricantes indicarán el tratamiento térmico real en el MTC (certificado de ensayo de laminación).
-
Marcado: Los accesorios deben marcarse con la designación del grado, el número de colada, el símbolo del fabricante y la referencia de la especificación ASTM/ASME para mantener la trazabilidad.
La trazabilidad y el MTC (EN 10204 3.1/3.2 cuando se solicite) no son negociables para el servicio crítico.
Normas dimensionales y de intercambio
La norma ASTM A234 regula el material y los ensayos; el intercambio dimensional se basa en las normas ASME y EN:
-
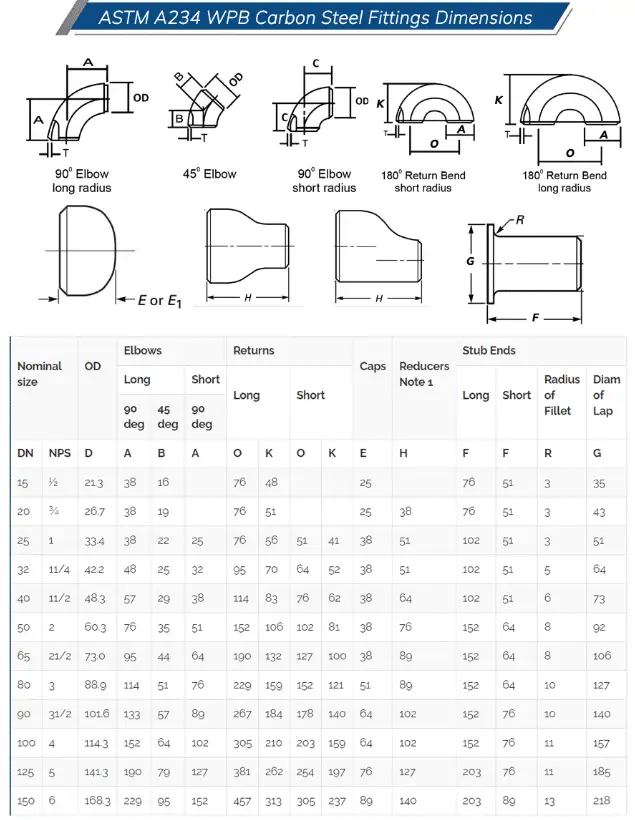
ASME B16.9 - referencia común para los racores para soldar a tope fabricados en fábrica en NPS 1/2-48 (dimensiones, tolerancia, preparación de los extremos).
-
EN 10253 (partes 1-4) - Normas europeas para accesorios de tubería soldados a tope (dimensiones y algunas categorías de inspección). La norma EN 10253-2 cubre los aceros aleados no aleados y ferríticos con requisitos de inspección específicos.
Al especificar los accesorios para la adquisición, incluya tanto el material especificación (ASTM A234/A234M) y la dimensional (ASME B16.9 o EN 10253). De este modo se evita la ambigüedad que, de otro modo, podría causar la falta de coincidencia de caras, biseles o diferencias de peso.
Equivalencias internacionales y tabla de correspondencias
Los equipos de proyecto suelen necesitar conocer los materiales equivalentes o más cercanos en los sistemas DIN/EN/JIS. El siguiente mapa es una referencia cruzada práctica (representativa, no exhaustiva):
| ASTM A234 grado | Equivalente típico de tubo/placa | Equivalente EN/DIN típico |
|---|---|---|
| WPB | A menudo se combina con ASTM A106 Gr B (tubería) o A516 Gr 70 (placa) para herrajes | P265GH (EN 10028 / EN 10222) o 1,0425 / St45,8 en función de la aplicación. |
| WP1 / WP5 / WP9 / WP11 / WP12 / WP22 | Calidades de aleación equivalentes en la gama ASTM | DIN/EN 13CrMo y calidades similares de Cr-Mo (por ejemplo, 13CrMo4-5, 15Mo3) utilizadas para altas temperaturas. |
| WP91 / WP911 | Aceros Cr-Mo-V de alta aleación y baja aleación para temperaturas muy elevadas | X10CrMoVNb9-1 / 1.4903 o aceros afines resistentes a la fluencia. |
Nota práctica: la equivalencia tiene que ver con las condiciones de servicio y la química; nunca dé por supuesta la intercambiabilidad sin confirmar la temperatura de diseño, los límites de fluencia y la documentación requerida.
Criterios de selección: cómo elegir el grado A234 adecuado
Motores de decisión:
-
Temperatura y presión de diseño: Las temperaturas elevadas y los ciclos térmicos requieren calidades Cr-Mo (WP11, WP12, WP22, WP91).
-
Necesidades de soldabilidad: El WPB bajo en carbono suele soldarse fácilmente; confirmar el equivalente en carbono antes de soldar en campo.
-
Entorno de corrosión: El WPB de carbono simple no es resistente a la corrosión; para servicio ácido (H₂S), debe comprobar la compatibilidad NACE MR0175/ISO 15156 o elegir aleaciones resistentes a la corrosión.
-
Restricciones de fabricación: Los diámetros grandes suelen utilizar racores soldados; los diámetros pequeños pueden ser sin soldadura para un mejor comportamiento a la fatiga.
Incluir criterios de aceptación específicos (límite de C.E., PWHT requerido, nivel de END) en las órdenes de compra.
Inspección, pruebas y documentación
Pruebas/requisitos mínimos que los compradores suelen especificar para los accesorios A234:
-
Certificación de materiales: EN 10204 3.1/3.2 MTC que muestra el análisis térmico y los resultados de los ensayos mecánicos.
-
Pruebas mecánicas: tracción, límite elástico y alargamiento según el grado.
-
Ensayos no destructivos (END): visual, PMI o espectro para la verificación química, y radiografía o ensayo ultrasónico cuando se especifique para accesorios soldados.
-
Prueba hidrostática: no siempre se realiza en todos los accesorios, pero puede solicitarse en función del código de diseño y del servicio.
-
Dureza: para algunos grados de aleación y cuando se requiere PWHT.
-
Trazabilidad: número de colada y marcado de pieza correlacionados con MTC.
Los organismos de normalización suelen recomendar controles adicionales para los servicios críticos. Para los servicios ácidos, exija el cumplimiento de la norma NACE MR0175/ISO 15156 cuando proceda.
Aplicaciones típicas y modos de fallo
Aplicaciones: oleoductos y gasoductos, líneas de vapor en centrales eléctricas, tuberías de proceso en petroquímicas y refinerías, aire comprimido, tuberías de distribución de agua y conexiones de recipientes a presión.
Modos de fallo comunes contra los que hay que protegerse:
-
Agrietamiento HAZ de la soldadura cuando el C.E. es demasiado alto o los procedimientos de soldadura son incontrolados.
-
Fragilización en determinados aceros aleados si el PWHT es incorrecto.
-
Corrosión / agrietamiento por tensión de sulfuro en servicio agrio cuando la selección del material ignora las directrices NACE/ISO.
Medidas preventivas: especificar procedimientos de precalentamiento / PWHT, limitar el equivalente de carbono, exigir END adecuados y seleccionar grados de aleación para servicio corrosivo o a temperatura elevada.
Lista de control para la contratación pública
Al crear un pedido o una consulta técnica, incluya:
-
Especificación del material: ASTM A234/A234M (grado explícito, por ejemplo, WPB / WP11).
-
Especificaciones dimensionales: ASME B16.9 o EN 10253-2 (se prefiere el estado).
-
MTC obligatorio: EN 10204 3.1/3.2 o equivalente.
-
Límites químicos: requieren análisis térmico con cálculo de C.E. y valor máximo de C.E.
-
Pruebas: visual, PMI, radiografía/UT (para soldaduras), dureza (si es necesario) e informe de tracción.
-
Acabado superficial, tipo de bisel e instrucciones de marcado.
-
Control de calidad: inspección de puntos testigo, inspección por terceros si es crítica.
Las tablas que utilizan los ingenieros
A - Tabla de selección rápida de grados
| Necesidad de servicio | Grado típico A234 |
|---|---|
| Tuberías generales, soldadas, temperatura moderada | WPB |
| Temperatura elevada, resistente a la fluencia | WP11 / WP12 / WP22 |
| Muy alta temperatura potencia / petro | WP91 / WP911 |
| Baja temperatura (criogénica) | Utilice especificaciones de baja temperatura (considere A420 WPL3 para baja temperatura) |
B - Emparejamientos comunes de materiales de origen (para la fabricación de herrajes)
| Adecuación de la fuente de materias primas | Material parental típico emparejado |
|---|---|
| Tubos sin soldadura | ASTM A106 Gr B / Gr C |
| Placa | ASTM A516 Gr 60 / 70 |
| Forja | ASTM A105 (para accesorios forjados; tenga en cuenta que A234 es para accesorios forjados soldados a tope) |
Estudio de caso
Una refinería que sustituye un colector de vapor antiguo especificado ASTM A234 WPB codos de chapa. El equipo de ingeniería exigió: MTC EN 10204 3.1, un C.E. ≤ 0,45 (límite del proyecto), radiografía en todas las soldaduras a tope y PWHT para soldaduras > espesor especificado. Al insistir en el análisis térmico del laminador y la verificación por terceros, evitaron el descubrimiento tardío de calores con alto contenido en carbono que habrían exigido la repetición del trabajo y una parada prolongada.
Lección: los límites del proyecto y la verificación en la fase de pedido reducen el riesgo de reelaboración y el impacto en el calendario.
Buenas prácticas - lenguaje de especificación
Utilice una cláusula compacta y aplicable:
"Los accesorios deberán ajustarse a ASTM A234/A234M; grado del material: WPB (o especificar el grado de aleación). Norma dimensional: ASME B16.9 (o EN 10253-2). El proveedor facilitará certificados de ensayo de laminación EN 10204 3.1 con análisis térmico, ruta de fabricación y número térmico estampado en cada accesorio. El carbono equivalente no superará 0,50; para E.C. superiores a 0,45, presentar el procedimiento de soldadura y el plan PWHT para su aprobación. Inspección por terceros [si se requiere] para atestiguar el análisis químico y el END".
Esta redacción obliga a los proveedores a cumplir la normativa y fija el listón técnico.
Preguntas frecuentes
-
Q: ¿Puedo utilizar accesorios ASTM A234 WPB con tuberías ASTM A106 Grado B?
A: Por lo general, sí; A234 WPB es el material de racor más utilizado con tuberías A106 Gr B para temperaturas moderadas, siempre que el código de diseño y los valores nominales de presión/temperatura coincidan. Confirme siempre los MTC, la compatibilidad química y los números térmicos. -
Q: ¿Cuál es la diferencia entre ASTM A234 y ASTM A105?
A: La norma A234 se refiere a los accesorios forjados de acero al carbono y acero aleado soldados a tope (sin soldadura/soldados), mientras que la norma A105 es una norma de acero al carbono forjado que se utiliza habitualmente para bridas y accesorios forjados. Se aplican diferentes rutas de fabricación y expectativas de propiedades mecánicas. -
Q: ¿Se requiere PWHT para los accesorios A234?
A: El PWHT depende del grado, espesor de pared y código del proyecto. Muchos accesorios WPB de acero al carbono no requieren PWHT; los grados de cromo-molibdeno a menudo requieren ciclos de PWHT específicos. -
Q: Puede utilizarse A234 WPB en servicio ácido (H₂S)?
A: No por defecto. Los ambientes agrios deben cumplir las normas de selección NACE MR0175/ISO 15156; en muchos casos, se necesitan aleaciones modificadas con bajo contenido en azufre, carburizadas o resistentes a la corrosión. Se requiere el cumplimiento de las normas NACE cuando hay presencia de H₂S. -
Q: ¿Qué pruebas debe realizar el proveedor?
A: Como mínimo: MTC (EN 10204 3.1/3.2 si se solicita), análisis térmico, informes de ensayos mecánicos, inspección visual y END especificados (RT/UT) para soldaduras. Incluir puntos testigo en el PO para proyectos críticos. -
Q: ¿Están los accesorios A234 cubiertos por los códigos ASME?
A: La especificación de materiales es independiente, pero se utiliza junto con las normas ASME dimensionales y de presión, como ASME B16.9 para accesorios soldados a tope. Utilice ambas para obtener una cobertura técnica completa. -
Q: ¿Cómo se compara A234 con EN 10253?
A: La norma ASTM A234 controla el material y las pruebas relacionadas; la norma EN 10253 controla las clases europeas dimensionales y de inspección. Para el intercambio, mapee los grados y confirme la equivalencia de las clases de ensayo/inspección. -
Q: ¿Cuál es el límite de carbono equivalente para una soldadura segura?
A: Un límite práctico de C.E. a menudo utilizado es 0.50. Los propietarios del proyecto pueden establecer límites inferiores (por ejemplo, 0,45) para las soldaduras críticas. Utilice la fórmula estándar de C.E. para el cálculo. -
Q: ¿Se pueden marcar los accesorios soldados con una "W" en su grado?
A: Sí. Los accesorios fabricados con material soldado llevarán la letra "W" añadida al marcado de grado para indicar la construcción soldada; la norma exige prácticas de marcado para preservar la claridad. -
Q: Si se necesita un grado de aleación, ¿qué grados A234 son habituales?
A: Para servicio a temperatura elevada seleccionar WP11, WP12, WP22, o WP91 dependiendo de las propiedades de fluencia y tracción requeridas. Confirme las características químicas y mecánicas exactas en las tablas estándar.
Consejos prácticos finales para ingenieros y compradores
-
Solicite siempre MTC rastreables por calor y compruebe que el análisis térmico comunicado se ajusta a los requisitos del proyecto.
-
Para la soldadura in situ, insista en el cálculo de C.E. del proveedor y en el procedimiento PWHT/soldadura aprobado si el C.E. está cerca de los límites del proyecto.
-
Cuando sea posible el servicio ácido, exija declaraciones explícitas NACE MR0175/ISO 15156.
-
Exigir indicaciones de normas dimensionales (ASME B16.9 o EN 10253) junto con ASTM A234 en los documentos de compra para evitar desajustes.
Referencias autorizadas
- ASTM A234 / A234M - Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature Service (ASTM Internacional)
- ASME B16.9 - Accesorios forjados a tope fabricados en fábrica (ASME)
- EN 10253-2 - Accesorios para tuberías soldables a tope: Aceros no aleados y aceros aleados ferríticos (CEN/BSI, copia pública)
- ASME SA-234 / SA-234M - Descripción general de la norma de materiales y documentos relacionados (entrada de catálogo ASME)
- NACE MR0175 / ISO 15156 - Materiales para uso en entornos que contienen H2S (NACE / ISO)
