للمهام الصغيرة، والإصلاحات الميدانية، والفولاذ الثقيل الصدئ/المتسخ حيث البساطة وسهولة الحمل أمران مهمان, اللحام اللاصق (SMAW) يفوز عادةً. بالنسبة للإنتاج، أو تصنيع الألواح السميكة، أو عندما تكون السرعة والترسيب العالي من الأولويات - خاصة في أعمال الورش أو الأعمال الإنشائية - اللحام بالقوس ذو التدفق المحفور (FCAW) هو الخيار الأفضل عادةً. كل عملية لها مفاضلات تقنية واضحة (ملف الاختراق، ومعدل الترسيب، واحتياجات المعدات، وسلوك الخبث، وتوليد الدخان، وتكلفة الطول) التي تجعل أحدها أفضل في بعض الصناعات وظروف المفاصل؛ يتطلب الاختيار بحكمة مطابقة تطبيق اللحام والبيئة واحتياجات الكود/المؤهلات.
ما هو اللحام اللاصق والقلب المتدفق؟
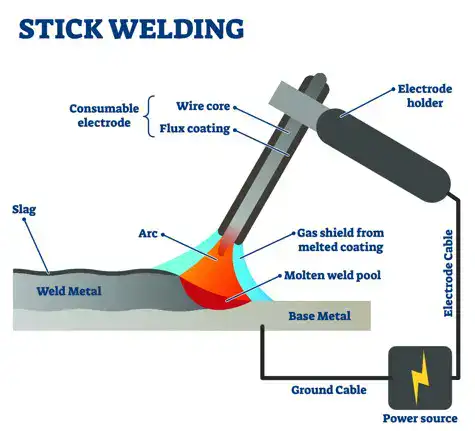
اللحام بالعصا (SMAW): لحام القوس المعدني المحمي - يستخدم قضيب قابل للاستهلاك مغلف بالتدفق (قطب كهربائي). يحمل القطب كلاً من القطب الكهربائي التيار ويزود معدن الحشو؛ ويذوب التدفق على القضيب لتكوين خبث التدريع والغاز الذي يحمي حوض اللحام السائل. SMAW بسيط من الناحية الميكانيكية: مصدر طاقة بتيار ثابت (تيار متردد أو تيار مستمر)، وحامل قطب كهربائي، ومشبك أرضي، والقضبان.
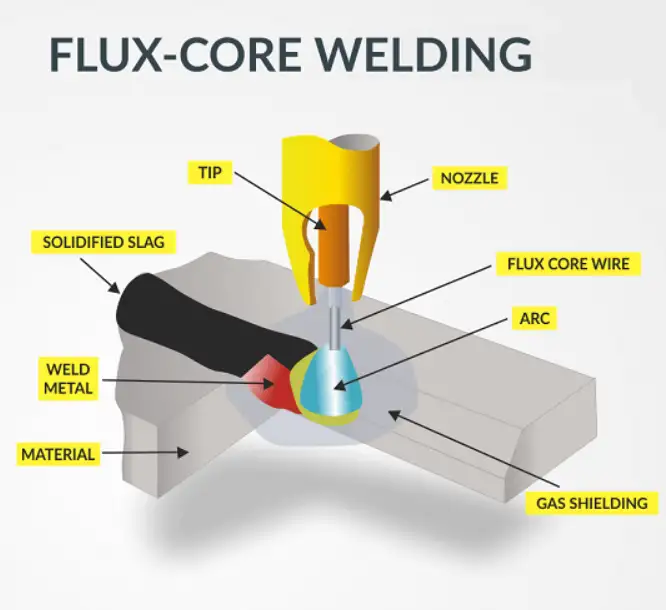
اللحام بالقوس القوسي ذو التدفق المغلف (FCAW) يغذي سلكًا أنبوبيًا يحتوي على تدفق من خلال مغذي الأسلاك والمسدس. هناك نوعان رئيسيان: وصلة الكيِّ المدمجة ذاتية التدريع (FCAW-S) حيث يوفِّر التدفق التدفُّق حماية من التدفُّق، و وصلة الكيِّ بالغاز المحمية بالغاز (FCAW-G) التي تستخدم غاز التدريع الخارجي (غالبًا غاز ثاني أكسيد الكربون أو الغازات المختلطة) من أجل ثبات القوس والمعادن. يمزج FCAW على نطاق واسع مزايا تغذية الأسلاك (ترسيب أعلى، تغذية ثابتة) مع حماية التدفق التي تدعم العمل في الهواء الطلق والمقاطع الثقيلة.
كيف يختلف القوس والمستهلك (الميكانيكا والمعادن)
-
هندسة القطب الكهربائي: أقطاب SMAW عبارة عن قضبان صلبة ذات طلاء تدفق؛ بينما تستخدم أقطاب FCAW سلكًا أنبوبيًا مجوفًا معبأ بالتدفق. ويؤدي هذا الاختلاف الهيكلي إلى اختلافات في قابلية التغذية والطول القابل للاستخدام وكفاءة الترسيب.
-
آلية التدريع: تحترق طلاءات SMAW لتكوين غازات وخبث؛ يقوم تدفق FCAW بعمل مماثل داخليًا (ويضيف FCAW-G غازًا خارجيًا). تتيح طلاءات FCAW وSMAW المحمية ذاتيًا العمل في الهواء الطلق بدون زجاجات؛ بينما تتطلب طلاءات FCAW-G وMIG التحكم في الغاز.
-
مصدر الطاقة والقطبية: عادةً ما تستخدم ماكينات SMAW عادةً ماكينات ذات تيار ثابت (CC)؛ وعادةً ما تستخدم ماكينات FCAW مصادر الجهد الثابت (CV) المصممة لتغذية الأسلاك؛ وتختلف توصيات القطبية حسب نوع القطب (راجع بيانات الشركة المصنعة وتصنيفات AWS).
المعايير وتصنيفات معادن الحشو
المعايير الرئيسية التي يجب الرجوع إليها عند تحديد مواصفات الأقطاب الكهربائية أو التأهيل أو الشراء:
-
AWS A5.1/A5.1M - أقطاب الصلب الكربوني ل SMAW (التصنيفات الشائعة مثل E7018).
-
AWS A5.20/A5.20M - مواصفات أقطاب الصلب الكربوني لأقطاب اللحام بالقوس المغلف بالتدفق (تغطي أسلاك فئة E71T، ومحددات قابلية الاستخدام، وحدود الهيدروجين القابل للانتشار، إلخ).
-
رموز المشروع والرموز الهيكلية (على سبيل المثال, AWS D1.1.1، API، ومعايير بناء السفن) سوف تشير إلى العمليات المقبولة ومعادن الحشو وغالبًا ما تحدد الصلابة المطلوبة والتسخين المسبق/ما بعد التسخين. تحقق دائمًا من الكود المتحكم.
المعدات والإعدادات: ما تحتاجه
الحد الأدنى من العتاد والإضافات الملحوظة لكل عملية:
SMAW (عصا):
-
ماكينة لحام CC (محول، عاكس CC)، حامل قطب كهربائي، مشبك أرضي.
-
أحجام القضبان عادةً 1/16 بوصة -3/32 بوصة - 1/8 بوصة (1.6-3.2-4.0 مم).
-
معدات الوقاية الشخصية الأساسية؛ دلو للخبث ومطرقة تقطيع.
FCAW
-
مصدر طاقة CV مزود بمغذي أسلاك ومجمع طرف/مسدس تلامس/مجموعة بندقية.
-
بكرة من الأسلاك ذاتية التدفق (يمكن استخدام البكرات ذاتية التدفق بدون غاز؛ أما الأسلاك المحمية بالغاز فتتطلب منظم وخرطوم وغاز).
-
بكرات محرك مناسبة (أخدود V أو U) وبطانات مناسبة لنوع السلك.
-
في بعض الأحيان المواد الاستهلاكية المضادة للتناثر ومزيج غاز التدريع الخاص.
مقاييس الأداء - جدول المقارنة السريعة
| متري | SMAW (عصا) | FCAW (محفور بالتدفق) |
|---|---|---|
| معدل الترسيب النموذجي | منخفضة-متوسطة (مقاطعة تغيير القضيب) | عالية (تغذية سلكية مستمرة) - أعلى بعدة أضعاف. |
| سرعة السفر | أبطأ | أسرع |
| الاختراق النموذجي | تغلغل جيد وعميق للجذور بشكل عام في الأجزاء الثقيلة | جيد جدًا؛ غالبًا ما يكون FCAW مصممًا للترسيب العالي مع انصهار قوي (يختلف حسب السلك). |
| الملاءمة في الهواء الطلق | ممتاز (لا حاجة إلى زجاجة) | FCAW-S ممتاز؛ FCAW-G غير مناسب بدون حماية من الرياح. |
| الخبث والتنظيف | خبث ثقيل، يتطلب تقطيعه يدوياً | يوجد خبث (يعتمد على السلك)، وغالبًا ما يتطلب تقطيع/طحن |
| تعقيد المعدات | بسيطة | أكبر (وحدة تغذية، مسدس، لفات محرك الأقراص) |
| سهولة التعلم | من السهل نسبياً البدء | من الأسهل الحصول على خرزات متناسقة مع التغذية السلكية، ولكن الإعدادات والتغذية تتطلب الضبط |
| التكلفة لكل رطل من معدن اللحام | تكلفة أقل للإلكترود، ولكن إنتاجية أقل | تكلفة استهلاكية أعلى ولكن إنتاجية أعلى (غالباً ما تكون تكلفة القدم الواحدة أقل في الإنتاج). |
(المراجع: البيانات الفنية وأدلة الشركة المصنعة من مصادر الصناعة).
ظروف العمل العملية - في الهواء الطلق، والموقع، والنظافة
-
في الهواء الطلق/المواقع التي تعصف بها الرياح: يُفضَّل استخدام SMAW وFCAW المحمي ذاتيًا (FCAW-S) لأن التدفق يوفر التدريع - لا توجد زجاجات غاز تتطاير بعيدًا. أما FCAW المحمي بالغاز FCAW أو MIG/GMAW فيعانيان في الرياح بدون مصدات رياح.
-
لحام خارج الموضع (عمودي، علوي): يتم تحسين تركيبات معينة من الأقطاب الكهربائية/الأسلاك من أجل الانتقال إلى أعلى التل واللحام الموضعي. يتم إنتاج تركيبات FCAW للحام الرأسي/الشاهق في التصنيع الثقيل؛ وتستخدم أقطاب SMAW (على سبيل المثال، E7018 منخفضة الهيدروجين) على نطاق واسع للتأهيل الموضعي في الأكواد. راجع دائمًا محددات قابلية استخدام القطب الكهربائي ومتطلبات التأهيل الإجرائي.
-
معدن متسخ أو صدئ: يتحمل كل من SMAW و FCAW بعض التلوث السطحي بشكل أفضل من MIG أو TIG بالأسلاك الصلبة، ولكن لا يزال يوصى بالتنظيف المسبق لتجنب المسامية أو انحباس الخبث. يمكن أن يكون FCAW أكثر تسامحًا في سياقات الإصلاح عالية الإنتاج.
الجودة والعيوب الشائعة وكيفية إدارتها
عيوب SMAW النموذجية
-
المسامية - من الرطوبة في القضبان أو التقنية السيئة أو المعدن الأساسي الملوث. حافظ على القضبان جافة؛ قم بتخزين قضبان منخفضة الهيدروجين حسب الشركة المصنعة.
-
التقليل/عدم الاندماج - سرعة انتقال غير صحيحة، أمبيرية خاطئة، زاوية قطب كهربائي ضعيفة.
-
انحباس الخبث - عدم كفاية إزالة الخبث بين التمريرات.
العيوب النموذجية لـ FCAW
-
المسامية - غالبًا ما يكون سببها عدم كفاية التدريع (الرياح، أو التدفق الخاطئ للغاز في FCAW-G)، أو القطبية غير المناسبة، أو التدفق الرطب في السلك.
-
الرذاذ والدخان الزائد - شائع مع بعض الأسلاك المحمية ذاتيًا والإعدادات الخاطئة؛ التحكم في الدخان مهم.
-
دمج غير مكتمل/حرق غير مكتمل - سرعة سفر عالية جدًا أو معلمات خاطئة.
كيفية إدارة
-
اتبع دائمًا نطاقات الشركة المصنعة النموذجية للجهد، وسرعة السلك/أمبير، وزاوية القطب الكهربائي. استخدم غاز التدريع والتدفق الموصى به ل FCAW-G. قم بتخزين المواد الاستهلاكية جافة؛ يجب حفظ القضبان منخفضة الهيدروجين (مثل E7018) في الأفران حسب المواصفات. ارجع إلى AWS وأدلة استكشاف الأعطال وإصلاحها من الشركة المصنعة عند استمرار العيوب.
التكلفة والإنتاجية
محركات الإنتاجية: معدل الترسيب (رطل/ساعة أو كجم/ساعة)، وسرعة السفر، وإعادة العمل المطلوبة، ومهارة المشغل، ووقت التوقف عن العمل لتغيير القطب/البكرة.
| عامل التكلفة | SMAW | FCAW |
|---|---|---|
| سعر الوحدة المستهلكة | أقل لكل قضيب | أعلى لكل بكرة/سلك |
| طول الحشو المهدر | بعض النفايات في أطراف القضيب | الحد الأدنى (تستخدم التغذية السلكية كلها تقريبًا) |
| العمالة (لكل قدم لحام) | أعلى (سفر أبطأ، توقف أكثر) | أقل (تغذية مستمرة، أسرع) |
| وقت التحضير والتنظيف | كبير (تقطيع الخبث في كل تمريرة) | معتدل (لا يزال الخبث يتطلب الإزالة) |
| النفقات الرأسمالية للمعدات | أقل | أعلى (المغذي، البندقية، البكرة) |
الترجمة الفورية: بالنسبة للإصلاحات التي تتم لمرة واحدة أو المهام الصغيرة، غالبًا ما تكون تكلفة SMAW أقل من التكلفة الإجمالية بسبب الحد الأدنى من الإعداد. بالنسبة للحامات المتكررة والطويلة أو إنتاج الألواح السميكة، عادةً ما يقلل الترسيب الأعلى والتغذية المستمرة ل FCAW من التكلفة لكل قدم طولي على الرغم من ارتفاع سعر المواد المستهلكة. تشير دراسات إنتاجية الشركة المصنعة والورشة إلى أن معدلات ترسيب FCAW يمكن أن تكون أكبر بعدة مرات من SMAW في أحجام الوصلات المماثلة - مما يترجم إلى انخفاض تكلفة العمالة والتكلفة الإجمالية للمهمة في النطاقات الأكبر.
الصحة والأبخرة والاعتبارات البيئية
-
توليد الدخان: وغالبًا ما ينتج عن FCAW (كلا النوعين) أبخرة أعلى من SMAW بسبب تدفق الحرق المستمر ومعدلات الترسيب العالية. يمكن أن يزيد بخار المعادن ومكونات التدفق من مستويات دخان المنجنيز والحديد - وهو أمر مهم لحدود التعرض وتخطيط التهوية. استخدم تهوية العادم المحلية (LEV)، وأجهزة التنفس عند الحاجة، واتبع حدود التعرض المهني.
-
الدخان والرؤية: يمكن أن ينتج دخانًا كثيفًا من الكير المسطح ذاتي التدريع FCAW يعيق الرؤية؛ يوصى بالإضاءة والتحكم في الدخان.
-
تنظيف الخبث والبقع: وتتطلب كلتا العمليتين تنظيف ما بعد اللحام؛ وغالبًا ما ينتج عن عملية FCAW المزيد من الترشيش، وتنتج عملية SMAW خبثًا أكثر كثافة. التدبير المنزلي السليم مهم لمنع مخاطر الانزلاق ولضمان موثوقية الفحص.
الاختيار حسب التطبيق - أمثلة من الصناعة
البناء / تركيب الفولاذ الهيكلي
-
مفضلة: FCAW-G (متجر) للكفاءة; FCAW-S أو SMAW (الظروف الميدانية) حيث تمنع الرياح أو التنقل استخدام الزجاجة. تقوم العديد من ورش التركيب بتشغيل خطوط FCAW للحامات الشرائحية و SMAW لتمريرات الجذر عندما تتطلب الرموز تأهيل معدن حشو معين.
بناء السفن/التصنيع الثقيل
-
مفضلة: FCAW لحامات الشرائح والأخدود ذات الحجم الكبير بسبب الإنتاجية؛ وغالبًا ما تستخدم SMAW للإصلاحات أو عندما تتطلب إجراءات مؤهلة.
الصيانة والإصلاح
-
مفضلة: SMAW أو FCAW-S لقابلية النقل وتحمل التركيب الأقل من المثالي.
خط الأنابيب/اللحام الميداني
-
إن SMAW له تاريخ طويل في أعمال خطوط الأنابيب؛ يمكن استخدام FCAW في بعض التطبيقات حيثما تسمح الإجراءات والتأهيل، ولكن قد تكون خيارات التدريع بالغاز محدودة في الهواء الطلق. احرص دائمًا على التوافق مع الكود ومتطلبات التأهيل.
عناصر إجراءات اللحام الموصى بها وأمثلة المعلمات
ملاحظة: فيما يلي مثال نطاقات المعلمات لأحجام وصلات الفولاذ الكربوني النموذجية؛ قم دائمًا بتطوير WPS/PQR واتبع إرشادات الشركة المصنعة للإلكترودات الكهربائية وإرشادات كود AWS لمعايير القبول والاختبار.
| مفصل / قطب كهربائي | مثال على SMAW | مثال FCAW (من النوع E71T) |
|---|---|---|
| شريحة 3/16 بوصة (1/8-1/4 بوصة) | E7018 1/8 بوصة (3.2 مم)، تيار مستمر + أو تيار متردد، 90-120 أمبير، حركة 3-6 بوصة/دقيقة | سلك E71T-1 مقاس 0.035 بوصة، 16-22 فولت، 200-260 ipm (حوالي 150-220 أمبير)، سرعة الانتقال |
| لحام الأخدود 1/2 بوصة | E7018 5/32 بوصة -3/32 بوصة، 140-220 أمبير (متعدد المسارات) | 0.045 بوصة E71T من النوع E71T، 22-28 فولت، 200-300 ipm (ترسيب عالٍ) |
عناصر الإجراء النموذجي للتحكم في
-
التسخين المسبق ودرجات الحرارة البينية (حسب الكود والمعدن الأساسي).
-
تخزين القطب الكهربائي (على سبيل المثال، تخزين فرن E7018 وفقًا لتوجيهات AWS A5.1).
-
إعدادات غاز التدريع ل FCAW-G (معدل التدفق ومزيج الغاز).
-
صيانة لفة المحرك والبطانة لمنع مشاكل التغذية.
-
حجم الشريحة، وزاوية التحرك، ونمط النسج حسب تصميم الوصلة.
التدريب والتأهيل والاعتماد
-
غالبًا ما تكون مؤهلات اللحام (الإجراءات وأداء عامل اللحام) مدفوعة بالرموز (AWS D1.1 للصلب الإنشائي، وAPI للأنابيب، وASME لمعدات الضغط). قد تسمح الرموز إما باللحام باستخدام SMAW أو FCAW شريطة أن يفي WPS/PQR بالخصائص الميكانيكية ومتطلبات المتانة وأن يحقق عامل اللحام قسيمة مؤهلة.
-
يجب على أصحاب العمل الاحتفاظ بسجلات أداء اللحام لكل عملية ووظيفة. يجب تدريب عمال لحام FCAW على إعداد تغذية الأسلاك (شد المحرك، واختيار البطانة) بينما يجب أن يكون عمال لحام SMAW بارعين في التعامل مع القطب الكهربائي وتقنية الضرب/التعديل.
نصائح عملية من ممارسة المتجر
-
حافظ على بكرات الأسلاك المغطاة بالتدفق جافة ومغطاة؛ الرطوبة تسبب المسامية.
-
بالنسبة ل SMAW، قم بإدارة قضبان منخفضة الهيدروجين باستخدام أفران التخزين المناسبة والخبز عند الحاجة.
-
بالنسبة ل FCAW-G، تحقق من صحة اختيار الغاز ومعدل التدفق على الخردة قبل الإنتاج.
-
استخدام معدات الوقاية الشخصية المناسبة والتحكم في الأبخرة: عادةً ما تحتاج عمليات الترسيب الأعلى إلى تهوية أفضل.
الأسئلة الشائعة
-
ما العملية التي تعطي معدن لحام أقوى؟
تعتمد القوة على كيمياء معدن الحشو والإجراءات. تصنع أسلاك FCAW لتلبية خصائص شد/صلابة محددة، وتصنع قضبان SMAW (على سبيل المثال، E7018) أيضًا لتلبية فئات الكود. لا يكون أي منهما أقوى بطبيعته دائمًا - اتبع مواصفات AWS للميكانيكا المطلوبة. -
هل FCAW أفضل من العصا للأعمال الإنشائية؟
بالنسبة للشرائح الإنشائية ذات الحجم الكبير واللوحات السميكة، غالبًا ما يُفضل استخدام FCAW من أجل الإنتاجية. وبالنسبة للتمريرات الجذرية الحساسة للرموز أو قيود التأهيل، قد تظل هناك حاجة إلى SMAW. -
هل يمكن استخدام FCAW في الهواء الطلق؟
نعم لـ FCAW-S المحمية ذاتيًا. FCAW المحمية بالغاز FCAW-G حساسة للرياح ما لم تكن محمية. -
أيهما أسهل للمبتدئين؟
يجد العديد من المبتدئين أن تغذية الأسلاك (FCAW) أسهل في إنتاج خرزات متناسقة، ولكن كلتا العمليتين تتطلبان ممارسة للتحكم في الانصهار وتجنب العيوب. -
أيهما ينتج أبخرة أكثر؟
تميل تقنية FCAW إلى توليد كميات أكبر من الأبخرة؛ قم بتنفيذ استخلاص الأبخرة ومعدات الوقاية الشخصية وفقًا لذلك. -
هل يحتاج FCAW إلى غاز التدريع؟
في بعض الأحيان: يأتي لحام FCAW في كل من النوعين المحمي ذاتيًا (بدون غاز خارجي) والمحمي بالغاز. يتم الاختيار وفقًا للبيئة وخصائص اللحام المطلوبة. -
هل لحامات FCAW سهلة الفحص البصري؟
يمكن أن يخفي الخبث والرشاش العيوب، لذا حافظ على اللحامات نظيفة بين التمريرات واستخدم طريقة NDE وفقًا للرمز للوصلات الحرجة. -
ما العملية التي تهدر كميات أقل من المواد المستهلكة؟
تحتوي تغذية الأسلاك على نفايات أقل (البكرة المستخدمة بالكامل تقريبًا) مقارنةً بقضبان العصا (قد تهدر الأطراف). وهذا يقلل من التكلفة الفعالة في الإنتاج. -
كيف أختار أعمال خطوط الأنابيب أو أوعية الضغط؟
اتبع الكود الحاكم: تحدد كودات ASME/API/AWS العمليات المسموح بها وفئات معادن الحشو، بالإضافة إلى اختبارات التأهيل. لا تفترض؛ تحقق من متطلبات العقد أو الكود أولاً. -
هل يمكنني التبديل بين العمليات في نفس المهمة؟
نعم، ولكن يجب أن تغطي WPS/PQRs ومؤهلات عامل اللحام كلتا العمليتين إذا تم استخدامهما في نفس الهيكل. ضمان التحكم في مدخلات الحرارة ودرجة الحرارة البينية لتجنب المشاكل المعدنية.
إطار القرار النهائي
-
إصلاحات صغيرة، لمرة واحدة، في موقع بعيد، وظروف عاصفة → SMAW أو FCAW-S.
-
إنتاجية عالية، وألواح سميكة، وبيئة متجر → FCAW-G (أو FCAW-S للشرائح إذا كانت هناك حاجة إلى النقل).
-
يملي القانون الحشو أو الإجراء → اتباع المعيار المتحكم (AWS، ASME، API) والتأهيل وفقًا لذلك.
