إن خط التقطيع والقطع الطولي هو العمود الفقري الصناعي لتحويل الملفات الرئيسية العريضة إلى لفائف أو شرائط أضيق ذات أبعاد دقيقة؛ وعند اختيارها وتحديدها بشكل صحيح فإنها تنتج الحد الأدنى من نفايات المواد، وجودة حواف متسقة، وإنتاجية عالية مع خفض تكلفة المعالجة النهائية. وبالنسبة لفرق المشتريات ومهندسي المصانع، تتمثل أهم عوامل الشراء بالنسبة لفرق المشتريات ومهندسي المصانع في التصميم الميكانيكي للخط، وتقنية الحز (الدوارة، والقص، والشفرة)، والتحكم في الشد وإعادة اللف، ومستوى الأتمتة، وقدرة المورد على مطابقة المعادن وأحجام اللفائف وسرعة الإنتاج مع متطلبات المنتج. توفر شركة MWalloys حلول الحز بسعر المصنع مع خيارات التخصيص الكاملة لتناسب رقائق الألومنيوم الخفيفة من خلال لفائف الصلب الكربوني الثقيل لقطاعات السيارات والأجهزة والبناء.
1. ما يفعله خط التقطيع / خط القطع الطولي
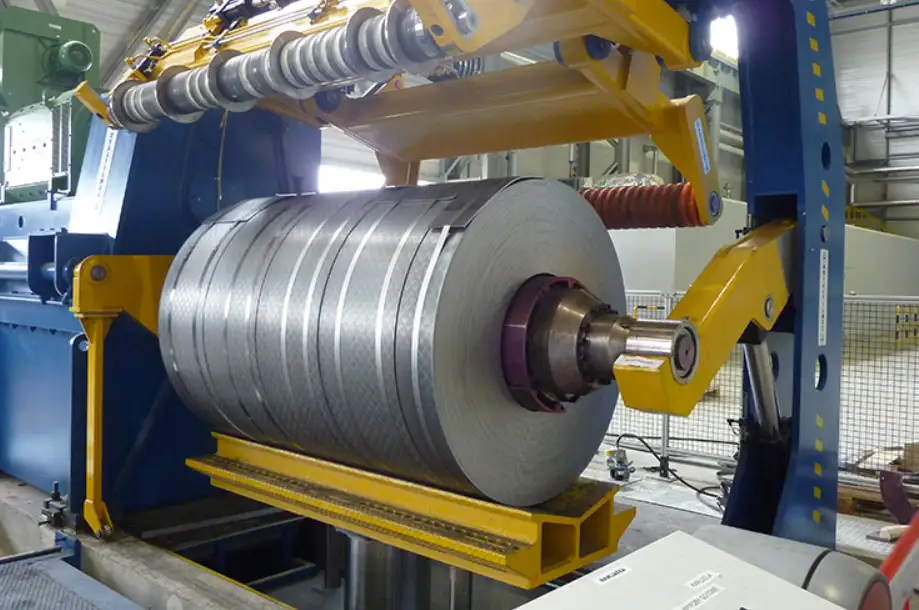
ويأخذ خط الحز الملف الأم وينتج عدة لفائف أضيق أو شرائط مسطحة عن طريق إجراء قطع طولي على طول عرض الملف. تعمل هذه العملية على تحويل الملف الواحد العريض إلى لفائف عريضة قابلة للبيع أو مواد وسيطة لعمليات التشكيل واللحام النهائية. قد تشتمل خطوط التقطيع على آلات فك اللفائف، وأجهزة توجيه الحواف وأجهزة التسوية ومحطات التقطيع ومناولة الخردة والتحكم في الشد وأجهزة إعادة الارتداد أو وحدات القطع إلى الطول.
2. المكونات الأساسية ووظيفتها
فيما يلي تفصيل موجز لكل مكون على حدة يجب أن يعرفه كل مشترٍ.
| المكوّن | الغرض | حجم المفتاح/ملاحظة اختيار المفتاح |
|---|---|---|
| عربة اللفائف/حامل التحميل | نقل الملفات الرئيسية الثقيلة إلى آلة فك اللفائف الرئيسية | يجب أن يتطابق وزن الملف والمعرف/المصدر |
| فك اللفافة/فك اللفافة | يدعم ويدفع الملف تحت عزم دوران متحكم به | خيارات الكبح الهيدروليكي أو الهوائي |
| قص دخول اللفائف / قص المحاصيل | تقليم ذيول اللفائف للتحضير للخيوط | مطلوب للتشغيل المستمر |
| حفرة الحلقة والراقصة | مخزن مؤقت لامتصاص تغيرات السرعة والحفاظ على التوتر | يؤثر الحجم على تردد الخيوط |
| نظام توجيه الحواف | يحافظ على توسيط الملف من خلال سكاكين الشق | حاسم لدقة العرض الضيق |
| وحدة التسوية/التسطيح | يقلل من انحناء الملف وعيوب السطح | مطلوبة للتطبيقات الدقيقة |
| محطة حز (دوّارة/قص/شفرة حلاقة) | إجراء القطع الطولي | اختر التقنية حسب المادة والسُمك |
| لفافات الخردة / إزالة الزركشة | يجمع حواف الحواف ويضغطها | تخطيط إدارة الخردة يقلل من النفايات |
| التحكم في الشد (الفرامل، الشد) | يحافظ على شد الشريط قبل/بعد التقطيع | ضروري لتسطيح الملف وجودة الحافة |
| آلة إعادة اللف / اللفاف | تشكيل الشرائح المشقوقة على شكل لفائف صغيرة | يجب أن يسمح بوزن الملف المطلوب وسرعة الترجيع المطلوبة |
| القص حتى الطول (اختياري) | تقطيع الشرائط إلى صفائح | يضيف تعقيداً ولكنه يوسع أنواع المخرجات |
| واجهة التحكم HMI ووحدة التحكم المنطقي القابل للبرمجة (PLC) | واجهة المشغل المركزي وتخزين الوصفات | ابحث عن الاتصال عن بُعد وإمكانية التتبع |
يؤثر كل مكون على الاقتصاديات النهائية وجودة المنتج؛ على سبيل المثال اختيار نوع آلة التقطيع يحدد السُمك المسموح به وحواف الحواف وإيقاع الصيانة.
3. تقنيات الحز الشائعة ووقت استخدام كل منها
تأتي أنظمة الحز في ثلاثة تصميمات رئيسية؛ واختيار التصميم الصحيح أمر أساسي للأداء.
قطاعة دوارة (سكاكين دوارة)
-
الآلية: السكاكين الدائرية الدوارة (ذكر وأنثى أو أعلى/أسفل) تقص الشريط.
-
نقاط القوة: سرعة عالية، وتشغيل مستمر، ومناسبة للسماكات المعتدلة وتشغيلات الإنتاج ذات العروض الضيقة الكثيرة.
-
الاستخدام النموذجي: الفولاذ المدلفن على البارد، والفولاذ المقاوم للصدأ، والألومنيوم للحز من لفائف إلى لفائف.
قطاعة القص (مقص أو قطع القص)
-
الآلية: سكاكين دائرية علوية وسفلية دائرية ذات حركة قطع متداخلة؛ وغالباً ما تسمى آلة القص.
-
نقاط القوة: حافة أنظف مع نتوءات أقل، وتتحمل مقاييس أكثر سمكًا، وجيدة للمواد الثقيلة والمغلفة.
-
الاستخدام النموذجي: ألواح الصلب السميكة التي تحتاج إلى حالة حافة جيدة للحام أو الختم.
ماكينة تقطيع الحلاقة
-
الآلية: شفرات حلاقة ثابتة تقطع المادة عن طريق التقطيع وليس القص.
-
نقاط القوة: ممتازة للقياسات الرقيقة جدًا والرقائق المعدنية حيث يكون الحد الأدنى من النتوءات وتشوه الحواف مهمًا.
-
الاستخدام النموذجي: رقائق الألومنيوم، والرقائق الرقيقة جدًا غير القابل للصدأ، والأسطح الرقيقة المطلية.
قاعدة الاختيار الأساسية: للمواد الرقيقة والحساسة للغاية اختر ماكينة الحلاقة، ولإنتاج اللفائف عالية السرعة اختر الدوارة وللقياسات الثقيلة التي تتطلب نتوءات منخفضة اختر الشرائح على غرار القص. يزيد الاختيار الخاطئ من معدل الخردة وتكلفة التشطيب دون اتصال بالإنترنت.

4. تخطيطات الخطوط النموذجية والوحدات الاختيارية
خطوط التقطيع معيارية؛ حيث يقوم المصنعون بتجميع الوحدات اللازمة لتطبيقات محددة. وتشمل التكوينات الشائعة ما يلي:
-
خط الحز الأساسي من لفائف إلى لفائف: آلة فك اللف ← محطة الحز ← آلة إعادة اللف. انخفاض رأس المال والبصمة.
-
خط الحز + خط التسوية: يضيف مسويًا في المنبع للشرائط ذات التسطيح الحرج.
-
الحز + CTL (القطع حتى الطول): تسمح بإخراج الصفائح بدلاً من الشرائط المرتدة. مفيدة لبيع الصفائح أو محلات الختم.
-
التحميل الآلي + تبديل الملف آلياً: تشمل التركيبات شديدة التحمل سيارات اللفائف الأوتوماتيكية والمناولة الآلية للملفات وطاولات لصق للتشغيل شبه المستمر.
-
الفحص على الخط والقياس بالليزر: للشرائط عالية القيمة التي تتطلب شهادة سطحية.
قم بتضمين وحدات اختيارية عندما يتطلب مزيج المنتجات: على سبيل المثال، موجه حافة دقيق للشرائط الضيقة، أو ممر مزاج للشرائط الزنبركية، أو محطة إكليل/محطة تنظيف/إكليل للملفات المطلية.
5. أنواع المواد، ونطاقات السماكة، ومعلمات اللفائف
تعالج خطوط الحز مجموعة كبيرة من المواد. النطاقات النموذجية:
-
ألومنيوم (مقياس خفيف): 0.02 مم حتى 3 مم في الخطوط المتخصصة.
-
فولاذ مدلفن على البارد: 0.25 مم إلى 3 مم نموذجي للخطوط الدوارة.
-
الصلب الكربوني المدلفن على الساخن: غالباً ما تكون 0.6 مم وأكثر سمكاً (مع تفضيل شرائح القص).
-
الفولاذ المقاوم للصدأ: 0.1 مم إلى 2.0 مم حسب متطلبات تشطيب السطح.
-
نحاس / نحاس أصفر / رقائق معدنية: قواطع الحلاقة المستخدمة للمقاييس الرقيقة جداً.
معلمات الملف لتحديدها في طلب عرض الأسعار:
-
عرض الملف الرئيسي (مم).
-
نطاق السُمك (الحد الأدنى-الأقصى).
-
نطاقات القطر الداخلي للملف (ID) والقطر الخارجي (OD).
-
الحد الأقصى لوزن الملف (كجم).
-
حالة السطح (مدهون بالزيت، مطلي بالزيت، مطلي مسبقاً، لامع).
تمنع المواصفات الدقيقة سوء مطابقة الماكينات وتقلل من الحاجة إلى التعديل التحديثي.

6. مقاييس الأداء الرئيسية وكيفية قراءتها
عند تقييم الشركات المصنعة، قارن بين المقاييس التالية على قدم المساواة.
| متري | ما يعنيه ذلك | ملاحظة المشتري |
|---|---|---|
| سرعة الخط (م/دقيقة) | سرعة المعالجة القصوى | الأعلى ليس دائمًا أفضل؛ يعتمد ذلك على المواد والقدرة على الترجيع |
| تفاوت الارتداد (مم) | التباين في عرض الملف الابني | يقلل التحمل الأكثر صرامة من الخردة والتشذيب بعد المعالجة |
| الطاقة الإنتاجية (طن/يوم) | إنتاجية واقعية | تحقق مع السُمك النموذجي وأوقات تغيير الملف |
| وقت التغيير (دقيقة) | حان وقت التغيير إلى ملف/عرض آخر | تزيد فترات التغييرات القصيرة من وقت التشغيل الفعال |
| نتوء الحافة (ميكرومتر) | ارتفاع النتوءات المقاسة | انخفاض النتوءات المنخفضة يقلل من تكاليف إزالة النتوءات في المصب |
| استهلاك الطاقة (كيلوواط) | سحب الطاقة بالسرعة المقدرة | مفيد لنمذجة التكلفة الإجمالية للملكية |
| مستوى الأتمتة (PLC/HMI) | تخزين الوصفات، والترابط التلقائي، واللصق | الأتمتة العالية تقلل من العمالة ولكنها ترفع النفقات الرأسمالية |
ملاحظة: غالبًا ما تقتبس الشركات المصنعة أقصى سرعة فنية قصوى في ظل الظروف المثالية؛ اطلب أرقام أداء تم التحقق منها على نفس مقياس المواد الذي تخطط لتشغيله.
7. الأتمتة والتحكم والجاهزية للصناعة 4.0
تتضمن خطوط الحز الحديثة ميزات تحكم متقدمة:
-
إدارة الوصفات للتبديل السريع للمنتجات
-
حلقة مغلقة للتحكم في الشد باستخدام خلايا التحميل وردود فعل الراقص
-
التوجيه التلقائي للحافة باستخدام الكاميرات أو المستشعرات الميكانيكية
-
التشخيص عن بُعد، وتسجيل الإنتاج، ووحدات التحكم في العمليات الإحصائية (SPC)
-
التكامل مع نظام تخطيط موارد المؤسسات (ERP) للتتبع وتخطيط الإنتاج
عند تقييم أنظمة التحكم اطلب عرضًا توضيحيًا لما يلي:
-
تخطيط الواجهة بين الإنسان والآلة ودعم اللغة
-
تنسيقات تصدير البيانات للتتبع (CSV، XML، OPC UA)
-
أحكام الأمن السيبراني وسياسة الوصول عن بُعد
يمكن للحلول المؤتمتة بالكامل أن تزيد من الإنتاجية وتقلل من الخردة، ولكنها تتطلب دعمًا محليًا أفضل مستوى واستراتيجية موثقة لقطع الغيار لتجنب فترات التوقف الطويلة.
8. الجودة وحالة الحافة والمناولة بعد الشق
جودة الحواف عامل حاسم للعديد من المشترين. معلمات للفحص عند القبول:
-
ارتفاع الحافة واتساقها: تقاس بمقاييس الملامح
-
الحافة TIR (إجمالي نفاد المؤشر (TIR)): يؤثر على جودة اللف
-
خدوش السطح أو تشقق الطلاء: يعتمد على نوع السكين وبكرات الدخول
-
إعادة لف اللفائف بتركيز وضيق: تقاس بالوزن وفحص الأبعاد
خيارات معالجة ما بعد الشق:
-
مكابس تقليم الحواف والمكابس لإدارة الخردة
-
فواصل أوتوماتيكية للشرائط لمنع التشابك على أجهزة إعادة اللف
-
محطات وضع العلامات والتعبئة والتغليف للاستعداد الفوري للشحن
يجب أن يتضمن برنامج ضمان الجودة القوي التحقق من اللفائف الواردة، وعمليات الفحص في الخط، وسجلات العينات النهائية لكل ملف ابن. وهذا يقلل من نزاعات العملاء وحالات الرفض.
9. اعتبارات السلامة وبيئة العمل والاعتبارات التنظيمية
تنطوي خطوط الحز على أجزاء متحركة ثقيلة وحواف حادة وطاقة مخزنة. ميزات السلامة الرئيسية المطلوبة:
-
حراسة المنطقة بأقفال متداخلة وستائر ضوئية
-
بنية التوقف في حالات الطوارئ مع وحدات التحكم المنطقية القابلة للبرمجة القابلة للبرمجة ثنائية القناة
-
إجراءات الإغلاق/التأمين/التعليق وأدلة الصيانة الواضحة
-
التحكم في الضوضاء والغبار حسب اللوائح المحلية
-
بيئة العمل للمشغل: منصات مرتفعة، وواجهة إدارة تشغيل عالية يمكن الوصول إليها، وإضاءة جيدة
يعد الامتثال لمعايير سلامة الماكينة CE أو ANSI أو معايير سلامة الماكينة المحلية إلزاميًا في العديد من الولايات القضائية؛ تأكد من أن الشركة المصنعة توفر شهادات المطابقة ومخططات الأسلاك.
10. التركيب والتشغيل والمتطلبات الأساسية للموقع
قبل تسليم المعدات تأكيد:
-
بناء خلوصات بناء عربة الملف، وآلة فك اللفائف، ومسار آلة فك اللفائف وإعادة اللف
-
سعة الحمولة الأرضية ونقاط التثبيت
-
مزود الطاقة: الجهد والتردد والاحتياجات من المحولات المخصصة
-
الهواء المضغوط والإمداد الهيدروليكي (إذا لزم الأمر)
-
سعة الرافعة لمناولة اللفائف والتركيب الميكانيكي
-
الضوابط البيئية للمواد المغلفة أو الرقائق المعدنية الحساسة
غالبًا ما تتجنب عمليات المسح التفصيلي للموقع وقوائم المراجعة قبل الشحن إعادة العمل المكلفة والتأخير أثناء التشغيل.
11. برنامج الصيانة وخطة قطع الغيار
تزيد خطة الصيانة المناسبة من وقت التشغيل:
-
يومياً: فحص السكاكين ونقاط التشحيم وفحوصات السلامة
-
أسبوعيًا: معايرة مستشعر الشد، وفحص السير والبكرة
-
شهرياً: فحص زيت علبة التروس، تحليل اهتزاز المحرك
-
ربع سنوي/سنوياً: إعادة التخطيط لاستبدال السكين، وإعادة طحن الأسطوانة، والنسخ الاحتياطي لـ PLC
مجموعة قطع الغيار الموصى بها (الحد الأدنى):
-
مجموعة سكاكين علوية/سفلية (دوارة/قص)
-
محامل لأعمدة التباطؤ وأعمدة إعادة الدوران
-
أجزاء القص وموانع التسرب سريعة التغيير
-
وحدة PLC و HMI الاحتياطية
-
مستشعرات إلكترونية (دليل الحافة، الشد)
غالبًا ما توفر الشركات المصنعة عقود خدمة؛ قارن بين أوقات الاستجابة والتشخيص عن بُعد وشبكات الشركاء المحليين عند مقارنة التكلفة الإجمالية للملكية.
12. عوامل التكلفة ونموذج التكلفة الإجمالية للملكية الفكرية الواقعية
تعتمد التكاليف الرأسمالية والتشغيلية على:
-
أتمتة مناولة المواد (نفقات رأسمالية أعلى، عمالة أقل)
-
أجهزة تسوية وفحص دقيقة وأنظمة فحص دقيقة
-
تقنية الحز: أنظمة القص تكلف أكثر مقدمًا ولكن تكلفة التشطيب أقل للمقاييس الثقيلة
-
معدل الخردة المتوقع واستهلاك الطاقة
-
الخدمة، والتدريب، وتوافر قطع الغيار
يجب أن يتضمن نموذج التكلفة الإجمالية للملكية البسيطة ما يلي:
-
سعر الشراء
-
تكلفة التركيب والتشغيل
-
الصيانة السنوية وقطع الغيار (نسبة مئوية من النفقات الرأسمالية)
-
الطاقة والمواد الاستهلاكية (السكاكين ومواد التشحيم)
-
تكلفة العمالة (المشغلون والفنيون)
-
وفورات الإنتاجية والخردة المتوقعة
اطلب من البائعين تقديم دراسات حالة لمعدل تشغيل تم التحقق من صحتها على مواد متطابقة؛ فالأرقام التي تم التحقق من صحتها أكثر فائدة من المواصفات المثالية.
13. كيفية إعداد طلب عرض أسعار دقيق
يعمل طلب عرض الأسعار الدقيق على تسريع دقة عرض الأسعار. تشمل:
-
قائمة مفصلة بالمواد (الكيمياء أو الفئة، والسطح، ونطاق السماكة)
-
أهداف الإنتاج (طن/شهر، أحجام الملفات النموذجية)
-
عروض لفائف الابنة المطلوبة والتفاوتات المسموح بها
-
الحد الأدنى لجودة الحافة المقبولة (الحد الأقصى من النتوءات، شطب الحافة)
-
ميزات الأتمتة المطلوبة وتكامل البيانات
-
تفاصيل الموقع: الطاقة، والرافعة، وحمولة الأرضية، ودرجات الحرارة
-
شروط الضمان وتوقعات قائمة الضمان وقائمة قطع الغيار
-
اختبارات القبول المتوقعة وإجراءات توقيع العينة
لا يمكن للبائعين التسعير بشكل صحيح إلا عند تقديم مدخلات فنية متسقة وكاملة.
14. دراسات حالة وأمثلة تطبيقية
تسلط لقطات قصيرة للتطبيق القصير الضوء على سيناريوهات نموذجية للمصنع.
مورد ختم السيارات
التحدي: تحويل فولاذ CR بعرض 1,500 مم إلى 10 عروض ضيقة محددة مع إمكانية تكرار عالية. الحل: خط تقطيع دوّار عالي السرعة مزود بموجه حواف أوتوماتيكي وأجهزة إعادة الارتداد؛ تركيب جهاز مراقبة جودة الحواف SPC لجودة الحواف؛ تحسين الإنتاجية بمقدار 3%.
الشركة المصنعة للأجهزة
التحدي: شق لفائف الألومنيوم المطلية مسبقًا دون تلف الطلاء. الحل: ماكينة التقطيع بالشفرة مع وحدات تباطؤ دخول ناعمة ومناولة في غرفة نظيفة؛ تقليل الخردة بسبب تقليل التلامس السطحي.
معالج لفائف الصلب الإنشائية
التحدي: تتطلب اللفائف المدرفلة على الساخن ذات المقياس الثقيل حوافًا منخفضة التجاعيد للحام. الحل: ماكينة التقطيع من نوع القص مع التسوية والتقويم؛ تقليل إعادة العمل في المراحل النهائية.
تُظهر هذه الأمثلة كيف أن مطابقة التكنولوجيا مع التطبيق تحقق مكاسب قابلة للقياس.
15. جداول مقارنة المواصفات الكاملة
الجدول أ: المتغيرات النموذجية لخط التقطيع والمواصفات الأساسية
| المتغير | نطاق السُمك | السرعة القصوى (نموذجية) | الأفضل لـ | الملاحظات |
|---|---|---|---|---|
| دوارة قياس خفيف | 0.02-1.0 مم | 150-400 م/دقيقة | ألومنيوم، رقيق غير قابل للصدأ | إنتاجية عالية |
| دوارة متوسطة المقياس | 0.2-3.0 مم | 80-250 م/دقيقة | فولاذ CR، لفائف مغلفة | سرعة وقوة متوازنة |
| قطاعة القص | 1.0-12.0 مم | 30-120 م/دقيقة | فولاذ سميك، نتوءات منخفضة | عزم دوران أعلى وصيانة أعلى |
| ماكينة تقطيع الحلاقة | 0.01-0.3 مم | 50-200 م/دقيقة | رقائق معدنية، سبائك رقيقة جداً | يتطلب تحكماً دقيقاً في الشد |
الجدول باء - القائمة المرجعية لاختبار القبول الرئيسي (الحد الأدنى)
| الاختبار | معيار القبول |
|---|---|
| تفاوت عرض لفائف الابنة | ± 0.5 مم أو حسب المواصفات |
| قياس النتوءات الحادة | ≤ ميكرومتر محدد |
| تركيز الملف | ≤ نفاد محدد مم |
| اختبار تشغيل الإنتاج | تشغيل متواصل لمدة ساعتين بالسرعة المقدرة |
| تسجيل البيانات | وصفة الإنتاج والسجلات المخزنة والقابلة للتصدير |
16. الأسئلة الشائعة
-
ما الفرق بين خط الحز وخط القطع حتى الطول؟
يقوم خط الحز بعمل قطع طولي لإنتاج لفائف أضيق؛ بينما يقوم خط القطع إلى الطول بتقطيع اللفائف إلى صفائح بأطوال محددة. وتجمع بعض الأنظمة بين الوظيفتين في بصمة واحدة لتحقيق المرونة. -
كيف يمكنني الاختيار بين أدوات التقطيع الدوارة والقص وشفرات الحلاقة؟
طابق مبدأ السكين مع سُمك المادة وحساسية السطح: الشفرة للرقائق فائقة النحافة، والدوارة للملفات عالية السرعة، والقص لمتطلبات الرقائق الثقيلة منخفضة البرور. -
ما هي التفاوتات التي يمكنني توقعها فيما يتعلق بالعرض والحافة؟
تحقق الخطوط الجيدة تفاوتًا في العرض يتراوح بين ± 0.3 و0.5 مم، وتعتمد أرقام النتوءات على نوع السكين والتآكل؛ اطلب طرق قياس الشركة المصنعة وتقارير العينات. -
كم مرة يتم تغيير السكاكين أو شحذها بشكل متكرر؟
يعتمد التكرار على المواد وساعات الإنتاج؛ فالسكاكين الدوارة النموذجية تدوم من مئات إلى آلاف الأطنان، وتتطلب سكاكين القص إعادة طحن أكثر تكرارًا. تتبع عمر السكين والحفاظ على قطع الغيار. -
هل يمكن لخط الحز التعامل مع الملفات المطلية أو المطلية مسبقًا؟
نعم، مع بكرات دخول مناسبة، وموجهات تلامس ناعمة، وشد متحكم فيه لمنع تلف الطلاء. خبرة البائع مع المواد المطلية مهمة. -
ما هي ميزات الأتمتة التي توفر أسرع عائد استثمار؟
يقلل التغيير التلقائي للملف وتخزين الوصفة والتحكم في شد الحلقة المغلقة من العمالة والخردة. يقلل التشخيص عن بُعد من وقت الاستجابة لوقت التعطل. -
ما هي شهادات السلامة التي يجب أن أطلبها؟
CE للاتحاد الأوروبي، و ANSI لأمريكا الشمالية، ووثائق السلامة الخاصة بالماكينة. تأكد من أن بنية PLC للسلامة والحماية تفي بالقوانين المحلية. -
ما هي المهلة الزمنية الواقعية للحصول على خط مخصص؟
يعتمد ذلك على النطاق، حيث تتراوح مدة التسليم والتشغيل التجريبي المعتادة من 12 إلى 36 أسبوعاً. تتطلب الإنشاءات سريعة التعقب جاهزية مؤكدة للموقع. -
كيف يمكنني حساب عزم الدوران المطلوب لإعادة اللف وسرعة الترجيع؟
يعتمد تحديد حجم آلة إعادة اللف على عرض الشريط وسماكته وقوة الخضوع وشد الترجيع المطلوب؛ ويوفر البائعون حسابات عزم الدوران بناءً على مواصفات المواد الخاصة بك. -
ما هي قطع الغيار التي يجب أن تكون في الموقع عند بدء التشغيل؟
السكاكين، والمحامل، ووحدة قطع غيار PLC، والأحزمة، وأجهزة الاستشعار الحرجة. الاتفاق على مجموعة قطع غيار مع المورد لمدة 12 شهرًا الأولى.
17. التوصيات الختامية والخطوات التالية
للمشترين والمهندسين الذين يستعدون لشراء خط الحز أو القطع الطولي:
-
أنشئ طلب عرض أسعار بالمواد الدقيقة والإنتاجية المستهدفة وأحجام الملفات وجودة الحواف المطلوبة.
-
اطلب كشوف تشغيل معتمدة من البائعين توضح الأداء على المواد الخاصة بك.
-
الإصرار على إجراء اختبارات قبول واضحة بما في ذلك التشغيل المتواصل لعدة ساعات بالسرعة المقدرة.
-
قارن بين التكلفة الإجمالية للملكية وليس فقط النفقات الرأسمالية: قم بتضمين الطاقة وقطع الغيار وتوافر الخدمة المحلية.
-
اختر شريكاً يوفر التخصيص والتدريب واستراتيجية موثقة لقطع الغيار.
توفر شركة MWalloys أسعارًا مباشرة من المصنع، وهندسة داخلية للتكوينات المخصصة، ووثائق فنية كاملة بما في ذلك قوائم مراجعة التركيب وحزم تدريب المشغلين. اتصل بنا مع قائمة المواد وأهداف الإنتاج الخاصة بك للحصول على عرض أسعار مخصص.
