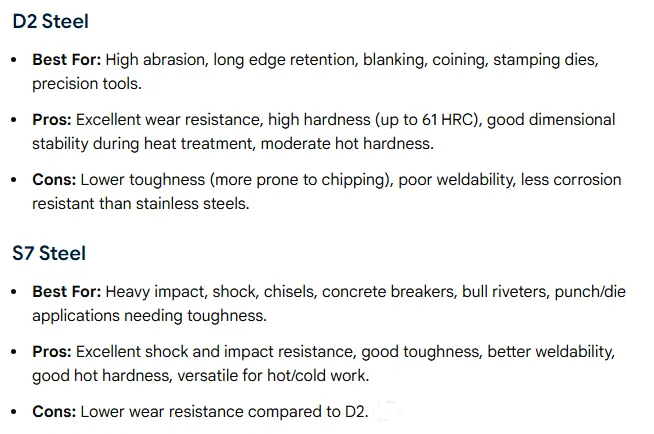
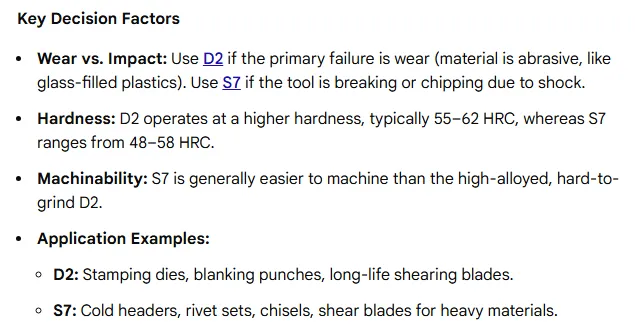
ينحصر الاختيار بين فولاذ الأدوات D2 و S7 في الاختيار الثنائي بين مقاومة التآكل و صلابة التصادم. D2 (AISI D2) هو الخيار الأفضل لعمليات القطع والقص والختم المستمرة حيث يكون التآكل الكاشطة هو نمط الفشل الأساسي وتكون أحمال الصدمات منخفضة؛ فهو يحافظ على الحافة لفترة أطول ولكنه عرضة للتقطيع. S7 (AISI S7) هي المادة المطلوبة للتطبيقات عالية الصدمات، مثل الأزاميل واللكمات الثقيلة وقواطع الخرسانة، حيث يجب أن تمتص الأداة الطاقة الحركية دون حدوث كسر. إذا كان الاستخدام الخاص بك يتضمن تقطيع المواد الرقيقة بكميات كبيرة، فحدد D2. إذا كانت أداتك تواجه ضربات متكررة تشبه المطرقة أو صدمات حمولة ثقيلة، فحدد S7. لا تستبدل أحدهما بالآخر، حيث أن D2 سوف يتحطم تحت الصدمات، و S7 سوف يتآكل قبل الأوان في البيئات الكاشطة.
تحليل التركيب المعدني وكيمياء السبائك المعدنية
لفهم سبب اختلاف سلوك هذه الفولاذ في ورشة العمل، يجب علينا فحص بنيتها الكيميائية. تنبع فجوة الأداء مباشرةً من تكوين الكربيد المدفوع بمستويات الكروم والكربون.

إذا كان مشروعك يتطلب فولاذ الأدوات D2 و S7، اتصل ب MWalloys للحصول على عرض أسعار مجاني.
تفاصيل التركيب الكيميائي (معايير AISI)
يوضح الجدول التالي نسب الوزن الكيميائي الاسمية التي تحدد هذه السبائك. لاحظ التفاوت الهائل في محتوى الكروم.
| العنصر | فولاذ الأدوات D2 (الكربون العالي/الكروم) | فولاذ الأدوات S7 (مقاوم للصدمات) | الدور في البنية المجهرية |
| الكربون (C) | 1.40% - 1.60% | 0.45% - 0.55% | يحدد الصلابة القصوى وحجم الكربيد. |
| الكروم (Cr) | 11.00% - 13.00% | 3.00% - 3.50% | تشكل كربيدات الكروم الصلبة (التآكل) مقابل مقاومة التآكل. |
| الموليبدينوم (Mo) | 0.70% - 1.20% | 1.30% - 1.80% | عامل التصلب العميق؛ يحسن الصلابة. |
| الفاناديوم (V) | 0.50% - 1.10% | 0.20% - 0.30% | صقل الحبيبات والاحتفاظ بالحواف |
| المنجنيز (Mn) | 0.60% كحد أقصى | 0.20% - 0.90% | مزيل الأكسدة؛ يساعد على التصلب. |
| السيليكون (Si) | 0.60% كحد أقصى | 0.20% - 1.00% | يزيد من التفاعل بين القوة والصلابة. |
تأثير الكربيد وبنية الحبيبات
في فولاذ D2، يخلق مزيج الكربون 1.5% والكروم 12% بنية مجهرية مليئة بكربيدات الكروم الأولية الضخمة. تحت المجهر، يبدو فولاذ D2 تحت المجهر مثل الركام الخرساني. وتوفر هذه "الصخور" (الكربيدات) مقاومة شديدة للتآكل ولكنها تعمل كرافعات للضغط. عندما يفشل D2، فإنه عادةً ما ينفصل أو يتشقق بشكل كارثي لأن الشقوق تنتشر بسهولة من خلال هذه الكربيدات الهشة.
يعتمد S7، الذي يحتوي على نسبة أقل بكثير من الكربون والكروم، على بنية مارتينسيتية ذات كربيدات دقيقة للغاية. ويسمح هذا النقص في الكربيدات الضخمة لشبكة الفولاذ بالتشوه قليلاً تحت الضغط دون حدوث تشقق. تُضفي إضافة نسبة أعلى من السيليكون والموليبدينوم في S7 توازنًا فريدًا حيث يمكن للفولاذ أن يتصلب في عمق القلب مع الحفاظ على قوة شد عالية، مما يمنع "التفتت" الذي يظهر في سبائك الفولاذ الأقل.
الخواص الميكانيكية ومقاييس الأداء
كثيرًا ما يسأل المهندسون الذين يستخدمون مخزون سبائك MWalloys عن أرقام المفاضلة. إليك كيفية تكديسها في الاختبار الفعلي.
قدرات الصلابة (HRC)
-
صلابة العمل D2: يخفف عادةً إلى 58-62 من 58-62 HRC. يحافظ على هذه الصلابة حتى مع ارتفاع درجة حرارته أثناء عمليات الاحتكاك الشديد (التصلب الهوائي).
-
صلابة العمل S7: يخفف عادةً إلى 54-58 من 54-58 HRC. في حين أنه يمكن أن يصل إلى 60 HRC بعد إخماده مباشرة، إلا أن تخفيفه إلى منتصف الخمسينات ضروري لإطلاق إمكاناته في مقاومة الصدمات.
مصفوفة المتانة مقابل مصفوفة مقاومة التآكل
يتناول هذا القسم الكلمات المفتاحية الأساسية لـ LSI فيما يتعلق بأنماط الفشل.
-
صلابة شاربي في-نوتش: تقدم S7 ما يقرب من 125 قدم-رطل لامتصاص طاقة الصدمات عند الصلابة المثلى. غالبًا ما تسجل D2 أقل من 20 قدم-رطل. إن S7 أقوى من D2 بـ 5 إلى 6 أضعاف.
-
قوة الانضغاط: يتميز D2 بقوة ضغط فائقة بسبب محتواه العالي من الكربون، مما يجعله مثاليًا لقوالب الختم التي يجب أن تتحمل أحمالًا ثابتة ثقيلة دون تشوه.
-
ثبات الأبعاد: يُعرف الفولاذ D2 بأنه فولاذ "الشغل على البارد" مع ثبات ممتاز أثناء المعالجة الحرارية. وبالكاد يتحرك. كما أن S7 مستقر نسبيًا أيضًا كصلب تصلب بالهواء، ولكن D2 هو المعيار الذهبي لأقسام القوالب المعقدة التي لا تتحمل تغيرات الحجم.
بروتوكولات المعالجة الحرارية والفروق الدقيقة في المعالجة
المعالجة الحرارية المناسبة هي الفرق بين أداة سبائك MWalloys عالية الأداء والخردة المعدنية. تختلف البروتوكولات الخاصة بهما اختلافًا كبيرًا.
التقسية والتبريد
D2 يتطلب درجة حرارة تقسية أعلى (حوالي 1850 درجة فهرنهايت / 1010 درجة مئوية) لإذابة كمية كافية من الكربيدات في المصفوفة. إنه فولاذ متصلب بالهواء بشكل صارم. التبريد بالزيت D2 محفوف بالمخاطر وغالباً ما يؤدي إلى التشقق.
S7 يتصلب بدرجة حرارة أقل (حوالي 1725 درجة فهرنهايت / 940 درجة مئوية). يمكن إخماده في الهواء أو الزيت (إذا كان المقطع سميكًا). تُعد القدرة على إخماد S7 بالهواء ميزة كبيرة مقارنةً بالفولاذ الصدمي الأقدم مثل S1 أو S5، والذي يتطلب زيت أو ماء ويتشوه بشدة.
استراتيجيات التهدئة
-
مصيدة D2 يُظهر D2 ظاهرة تُعرف باسم "التصلب الثانوي" عند درجات حرارة أعلى للتقسية، ولكن هذا يقلل من الصلابة بشكل كبير. بالنسبة لمعظم تطبيقات الشغل على البارد، يُفضل التقسية في درجات الحرارة المنخفضة (400 درجة فهرنهايت) للحفاظ على الصلابة.
-
البقعة الحلوة S7: عادةً ما يتم تقسية S7 بين 400 درجة فهرنهايت و500 درجة فهرنهايت. يؤدي تقسية S7 بدرجة عالية جدًا (أعلى من 800 درجة فهرنهايت) إلى انخفاض سريع في الصلابة، على عكس ما قد يتوقعه البعض.
قابلية التصنيع والطحن والتركيب بالماكينات
بالنسبة لصانع الأدوات والميكانيكي، غالبًا ما تكون تكلفة الفولاذ ثانوية بالنسبة لصانع الأدوات والميكانيكي.
التصنيع في حالة التلدين
-
D2: تم تقييمه عند 50-60% تقريبًا بقدرة تشغيل آلي مقارنةً بالفولاذ W1 المقوى بالماء. إنه كاشط على أدوات القطع حتى في الحالة اللينة. سوف تحترق خلال المزيد من إدخالات الكربيد في تصنيع D2.
-
S7: تم تصنيفه عند 75-85% تقريباً كميّة 75-85% قابلية التشغيل الآلي. يقطع بشكل نظيف وأقل كشطًا. ومع ذلك، يمكن أن يكون S7 "صمغيًا" إذا لم يتم إجراء عملية التلدين الكروي بشكل صحيح في المطحنة.
الطحن والتشغيل الآلي بالتفريغ الكهربائي (EDM)
طحن D2 المقوى صعب. تقاوم كربيدات الكروم كربيدات الكروم عجلة الطحن، مما يؤدي إلى التزجيج والسخونة الزائدة الموضعية (الاحتراق). استخدم عجلات CBN أو أكسيد الألومنيوم الناعم الربط.
يطحن S7 بسهولة نسبياً، حتى عندما يكون صلباً. ومع ذلك، في حالة استخدام EDM، يتطلب كلا الفولاذين إزالة "الطبقة البيضاء" (طبقة إعادة الصب) بعناية لمنع التشقق الدقيق للسطح الذي يمكن أن يؤدي إلى فشل الأداة قبل الأوان تحت تأثير التعب.
سيناريوهات التطبيقات الصناعية: أين تستخدم أيهما؟
يساعد هذا القسم موظفي المشتريات في مطابقة المخزون مع طلبات الشراء.
متى يتم تحديد فولاذ الأدوات D2
حدد D2 للبيئات "غير المؤثرة وعالية التآكل":
-
قضبان الطمس: ختم الصفائح المعدنية الرقيقة أو الفولاذ المقاوم للصدأ أو الألومنيوم الكاشطة.
-
القواطع الدوارة: السكاكين التي تقطع باستمرار وتولد حرارة.
-
الخيط المتداول يموت: حيثما تكون هناك حاجة إلى قوة ضغط عالية ومقاومة للتآكل (ولا تكون الخيوط عرضة للتقطيع).
-
قوالب حقن البلاستيك: لصب المواد البلاستيكية الكاشطة (النايلون المملوء بالزجاج) حيث يساعد محتوى الكروم على مقاومة التآكل والتآكل الخفيف.
متى يتم تحديد فولاذ الأدوات S7
حدد S7 للبيئات "عالية التأثير، ثقيلة التحميل":
-
اللكمات ثقب الصفائح السميكة حيث تتعرض المثقاب لصدمة انضغاطية عند الدخول وصدمة شد عند التراجع.
-
الأزاميل والأدوات الهوائية: قواطع الخرسانة ومجموعات البرشام.
-
قوالب حقن البلاستيك: خاصةً للقوالب الكبيرة حيث يكون خطر تشقق جسم القالب مرتفعًا، أو لقوالب الصب بالزنك.
-
شفرات القص: لقطع الخردة المعدنية ذات العيار الثقيل حيث قد تكون المواد غير متوقعة.
حيث يشيع استخدام كل فولاذ
| نوع التطبيق | الاختيار النموذجي | المنطق |
|---|---|---|
| شفرات القص الدقيقة، وقوالب التثقيب، وأدوات التثقيب، وأدوات التقطيع | D2 | الاحتفاظ بالحافة على المدى الطويل في ظل الانزلاق الكاشطة والتلامس الضاغط العالي |
| اللكمات الصدمية، والأزاميل الباردة، وعناصر القيادة | S7 | امتصاص فائق للصدمات يمنع التعطل الهش في ظل الصدمات المتكررة |
| رسم القوالب، ولفائف التشكيل | D2 | مقاومة التآكل وقوة الانضغاط تحافظ على عمر الأبعاد |
| مكونات المطرقة، لقم ثقب الصخور | S7 | تقلل الصلابة من الكسور الكارثية في خدمة الصدمات |
| تطبيقات القص على المدى الطويل ذات التأثير المعتدل | ضع في اعتبارك D2 ذو المزاج المتحكم فيه | مقايضة عمر التآكل مقابل الصدمات العرضية؛ تصميم دقيق مطلوب |

جدول الأداء المقارن (النطاقات النموذجية)
| الممتلكات | D2 (نموذجي) | S7 (نموذجي) |
|---|---|---|
| الصلابة المقواة (الخدمة) | 55-62 درجة حرارة جسم الإنسان 55-62 | 45-55 درجة حرارة عالية الرطوبة 45-55 درجة مئوية |
| مقاومة التآكل | عالية جداً | معتدل |
| صلابة التصادم | منخفضة إلى متوسطة | عالية |
| القابلية للتشغيل الآلي (صلب) | معتدل | جيد |
| ثبات الأبعاد أثناء التبريد | ممتاز | جيد جداً |
| الاستخدامات النموذجية | القطع، والتقطيع، والتقطيع، وتشكيل القوالب | أدوات الصدم، واللكمات، وقطع العمل على البارد |
مقارنة التكلفة وتوافر سلسلة التوريد والتكلفة المقارنة
في سياق سوق الصلب الحالي، يتقلب السعر بناءً على الرسوم الإضافية للسبائك (خاصةً الموليبدينوم والفاناديوم).
-
التكلفة الأساسية: وعمومًا، يكون D2 أغلى قليلًا لكل رطل من S7 بسبب ارتفاع حجم الكروم والكربون، على الرغم من أن ارتفاع السوق في الموليبدينوم يمكن أن يدفع S7 إلى الأعلى أحيانًا.
-
التوفر: كلاهما من "المخزون" القياسي في MWalloys. يتوفر D2 على نطاق واسع في شكل دائري ومسطحات وألواح. كما أن S7 شائع أيضًا ولكن يصعب أحيانًا العثور عليه في المقاطع العرضية الكبيرة جدًا (أكثر من 12 بوصة) مقارنةً ب D2.
-
عامل تكلفة التصنيع: على الرغم من أن مادة D2 قد تكلف 20% أكثر، إلا أن وقت التصنيع الآلي لـ D2 قد يكون أعلى من S7 بمقدار 30-40%. إذا كانت القطعة تتطلب إزالة هندسية معقدة، فإن S7 تنتج تكلفة إجمالية أقل للقطعة.
مقاومة التآكل والمتانة البيئية
من المعتقدات الخاطئة الشائعة أن D2 هو فولاذ مقاوم للصدأ لأنه يحتوي على 12% كروم. وهذا خطأ.
-
D2 "شبه ستانلس": يحتوي D2 على ما يكفي من الكروم لمقاومة الصدأ في الغلاف الجوي أفضل من O1 أو A2، ولكن الكربون يربط الكثير من الكروم في الكربيدات. سوف يصدأ إذا تعرض للرطوبة أو الأحماض. وهو لا يفي بمعايير الفولاذ المقاوم للصدأ الطبية أو الغذائية (مثل 440C).
-
تآكل S7: يتميز S7 بمقاومة منخفضة للغاية للتآكل. يجب إبقاؤها مزيتة أو مطلية بالزيت (الكروم/النيكل) إذا تم استخدامها في البيئات الرطبة أو في قوالب البلاستيك المسببة للتآكل.
حكم اختيار سبائك MWalloys: قائمة المراجعة النهائية
استخدم قائمة التحقق هذه قبل وضع اللمسات الأخيرة على طلب الشراء:
-
هل عبء العمل كاشط؟ (الرمل، والزجاج، والورق، والمعدن المنزلق) -> اختر D2.
-
هل عبء العمل ثقيل التأثير؟ (الضرب بالمطرقة واللكم الشديد والإسقاط) -> اختر S7.
-
هل الجزء معقد ذو جدران رقيقة؟ -> اختر D2 (لتحقيق الاستقرار) في حالة عدم وجود صدمة؛ وإلا S7 (لمنع كسر الجدار).
-
هل تحتاج إلى حافة سكين؟ -> D2 للتقطيع; S7 للتقطيع (مثل الفأس).
-
هل يتم استخدام EDM؟ -> S7 بشكل عام أكثر تسامحًا مع عملية EDM إذا تم تخفيف الضغط بشكل صحيح.
أيهما تختار لحالات الفشل الشائعة
| وضع الفشل السائد | المواد المفضلة | تبرير موجز |
|---|---|---|
| التآكل الكاشطة أو بهتان الحافة | D2 | تقاوم شبكة الكربيد فقدان المواد تحت التلامس المنزلق |
| الكسر المفاجئ من الصدمة | S7 | صلابة أعلى للكسر تمنع انتشار الشقوق تحت الصدمة |
| التركيبة: البلى بالإضافة إلى الضربات المتكررة | ركيزة S7 مع طلاء صلب أو D2 مع معالجات التقوية | تحقق الهندسة الهجينة أفضل دورة حياة في الأنظمة المختلطة. |
| القوالب الحرجة الأبعاد التي تتطلب القليل من التشويه | D2 | انخفاض التشوه بعد التبريد يفيد في دقة الأدوات بعد التبريد |
| المكونات التي تتطلب سهولة التصنيع الآلي قبل التصلب | S7 | يعطي محتوى الكربيد المنخفض قابلية أفضل للتشغيل الآلي في الحالة الملدنة. |
فولاذ الأدوات D2 مقابل فولاذ الأدوات S7: الأسئلة الشائعة الفنية
1. هل يمكنني استخدام S7 لشفرة السكين؟
2. هل يعتبر الفولاذ D2 غير قابل للصدأ؟
3. ما الفولاذ الأكثر صلابة، D2 أم S7؟
D2 أصعب. يمكن أن تصل صلابته القصوى إلى 62-64 HRC. وتبلغ S7 عادةً ذروتها عند 59-61 HRC. وفي الممارسة العملية، يتم إعطاء الأولوية لـ D2 لمقاومته للتآكل، بينما يتم تقسية S7 بدرجة أقل (56-58 HRC) لزيادة مقاومته للصدمات إلى أقصى حد.
| الفولاذ | الصلابة القصوى | الممتلكات الأساسية |
|---|---|---|
| D2 | 64 HRC | مقاومة التآكل |
| S7 | 61 HRC | صلابة الصدمات |
