فولاذ الأدوات D2 عبارة عن فولاذ عالي الكربون وعالي الكروم ومصلد بالهواء ومُصمم لمقاومة التآكل القوية والثبات الممتاز في الأبعاد في تطبيقات الأدوات. بالنسبة للمشروعات التي تعطي الأولوية لعمر الحافة ومقاومة التآكل والحد الأدنى من التشوه أثناء التصلب، غالبًا ما يكون D2 هو الخيار المفضل. عندما تكون الأولوية للصلابة أو التحميل الصدمي، قد تكون الدرجات البديلة أكثر ملاءمة.
1. لمحة تقنية سريعة
- اسم الصف: D2 (غالبًا ما يشار إليها بالرموز DIN 1.2379 وJIS SKD11 وEN X153CrMo12 وUNS حسب المنطقة).
- العائلة: فولاذ الأدوات المشغول على البارد، عالي الكربون وعالي الكروم.
- السمات الأساسية: مقاومة عالية للتآكل، وثبات جيد للأبعاد عند التصلب، وصلابة معتدلة.
- الصلابة الشائعة بعد التبريد والتلطيف: عادةً في منتصف الخمسينات إلى أقل من 60 درجة مئوية من HRC اعتمادًا على ممارسة التقسية.
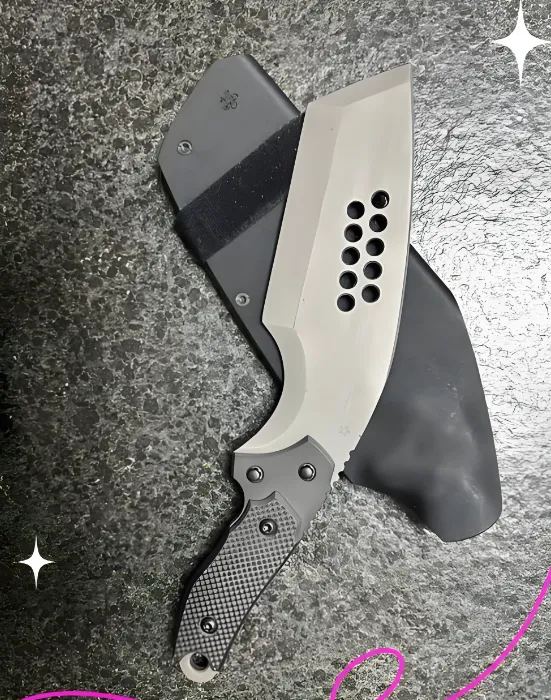
- حالات الاستخدام النموذجية: قوالب التقطيع والتشكيل، وسكاكين القاطع، وشفرات القص، وأدوات البثق، وأدوات الشغل على البارد، ومكونات التآكل.

إذا كان مشروعك يحتاج إلى فولاذ الأدوات D2، اتصل ب MWalloys للحصول على عرض أسعار مجاني.
2. التركيب الكيميائي والمعادلات الدولية
فيما يلي جدول تركيبة موجز يمثل نطاقات كيمياء D2 التجارية النموذجية. قد ينشر الموردون حدودًا مختلفة قليلاً. تأكد دائمًا من التركيب مع شهادة المطحنة لكل دفعة.
| العنصر | النسبة المئوية للوزن النموذجي (النطاق) | الملاحظات |
|---|---|---|
| الكربون (C) | 1.40 - 1.60 | محتوى الكربون العالي يبني حجم الكربيد لمقاومة التآكل |
| الكروم (Cr) | 11.00 - 13.00 | يُشكِّل الكروم العالي كربيدات الكروم الصلبة ويعطي مقاومة تآكل خفيفة |
| الموليبدينوم (Mo) | 0.70 - 1.20 | يحسن الصلابة والمتانة |
| الفاناديوم (V) | 0.30 - 1.10 | ينقي الكربيدات ويحسن أداء التآكل |
| المنجنيز (Mn) | 0.10 - 0.60 | مزيل الأكسدة والمساعد على التصلب |
| السيليكون (Si) | 0.20 - 0.50 | مزيل الأكسدة، مساعد القوة |
| الفوسفور (P) | <= 0.03 | النجاسة، تبقى منخفضة |
| الكبريت (S) | <= 0.03 | النجاسة، تبقى منخفضة |
| الحديد (Fe) | الرصيد | فلز المصفوفة الأساسي |
المعادلات الدولية
| التسمية الشائعة | البلد/المعيار | مرجع تبادلي نموذجي |
|---|---|---|
| D2 | AISI / ASTM (أمريكا الشمالية) | D2 |
| 1.2379 | DIN (ألمانيا) | 1.2379 |
| SKD11 | JIS (اليابان) | SKD11 |
| X153CrMo12 | EN (أوروبا) | X153CrMo12 |
ملاحظات حول المعادلات: جداول التكافؤ هي وسيلة ملائمة للمشتريات. في حين أن خريطة التسميات، فإن الاختلافات الصغيرة في الكيمياء أو النظافة بين الماكينات يمكن أن تغير أداء الأداة. بالنسبة للأدوات الحرجة، اطلب شهادة ماكينة تفريز كاملة، وعند الإمكان، التحقق من الصدمات والصلابة المقدمة من البائع.
3. البنية المجهرية والسلوك المعدني
البنية المجهرية ل D2 في الحالة الطبيعية والمصلبة عبارة عن مصفوفة مارتينسيتية مقواة تحتوي على جزء كبير نسبيًا من الكربيدات الغنية بالكروم. توفر هذه الكربيدات مقاومة للتآكل والانزلاق. تستجيب المصفوفة للمعالجة الحرارية مع تشويه منخفض عند إخمادها بشكل صحيح لأن D2 درجة تصلب الهواء. النقاط المعدنية الرئيسية:
- يعزز الكروم تكوين الكربيدات الصلبة M7C3 و(Cr، Mo، V) الغنية بالكروم التي تقاوم التآكل الكاشطة.
- يعمل الفاناديوم والموليبدينوم على تحسين حجم الكربيد وتوزيعه، مما يحسن من مقاومة التآكل والاحتفاظ بالحافة.
- يزيد المحتوى العالي من الكربون من جزء الكربيد ولكنه يقلل من الصلابة الكلية؛ وتحدد هذه المفاضلة التطبيقات النموذجية.
- يُظهر D2 ثباتًا جيدًا في الأبعاد أثناء المعالجة الحرارية مقارنةً بالدرجات المروية بالماء، مما يجعله مناسبًا للقوالب الدقيقة.
4. الخواص الميكانيكية ونطاقات الصلابة
تعتمد الخواص الميكانيكية لفولاذ الأدوات على المعالجة الحرارية. تقدم الجداول أدناه نطاقات مستهدفة عملية يستخدمها صانعو الأدوات. اختبر دائمًا عينات تمثيلية بعد المعالجة.
أهداف الصلابة النموذجية وتأثيرات التقسية النموذجية
| الحالة | الصلابة النموذجية (HRC) | الاستخدام النموذجي |
|---|---|---|
| ملدن | 200 - 260 هكتار (حوالي 20 - 25 هكتار) | حالة التشغيل الآلي الأسهل |
| مقوى ومقوى حتى 58 HRC | 58 HRC | الأدوات العامة عالية التآكل |
| مقسّى ومقوّى حتى 60 HRC | 60 HRC | احتفاظ عالي الحافة مع الحرص على الصلابة |
| الحد الأقصى الذي يمكن تحقيقه (مختبرياً) | حتى درجة حرارة تصل إلى 63 درجة مئوية تقريبًا قبل التعديل الحراري | غير مناسب دائمًا لقطع الإنتاج بسبب هشاشتها |
جدول الخواص الميكانيكية التمثيلية (القيم النموذجية بعد المعالجة الحرارية)
| الممتلكات | القيمة النموذجية | الملاحظات |
|---|---|---|
| قوة الشد | 1500 - 2200 ميجا باسكال | النطاق المقدر بناءً على تحويل الصلابة |
| قوة الخضوع (الانضغاط) | مرتفع؛ يعتمد على الصلابة | بالنسبة لأدوات الشغل على البارد تكون قوة الانضغاط أمرًا بالغ الأهمية |
| صلابة الكسر | أقل من A2 أو S7 في نفس الصلابة | المقايضة مع مقاومة التآكل |
| مقاومة التآكل | عالية | المساهم الرئيسي في حجم الكربيد الكربوني |
كثافة فولاذ الأدوات D2
تبلغ كثافة فولاذ الأدوات D2 حوالي (7.70 جم/سم مكعب)، أو (7700 كجم/م³) أو (0.278 رطل/بوصة مكعبة). الثقل النوعي: 7.70، نقطة الانصهار: 1421 ℃ (2590℉).
5. توصيات المعالجة الحرارية والتلطيف
D2 هو التصلب الهوائي. الجدول التالي هو تسلسل عملي موجه للإنتاج. تعتمد درجات الحرارة الدقيقة وأوقات الانتظار على حجم المقطع ونوع الفرن والصلابة المطلوبة.
تسلسل المعالجة الحرارية النموذجي (مثال إنتاج)
- التلدين (للتشغيل الآلي): يُسخّن ببطء إلى 800-900 درجة مئوية، ثم يُثبّت حتى يتساوى، ثم يبرد في الفرن بمعدل مضبوط إلى 600 درجة مئوية ثم إلى درجة حرارة الغرفة. الصلابة المستهدفة ~ 200-260 HB.
- التسخين المسبق للتقسية: أحضر الجزء إلى درجة حرارة 750-800 درجة مئوية واتركه حتى ينقع حسب سُمك المقطع.
- التقسية (التصلب): التسخين إلى 1020-1050 درجة مئوية (بعض المصادر تستخدم 1010-1040 درجة مئوية) ووقت النقع حسب السُمك (عادةً 20-30 دقيقة لكل 25 مم من المقطع).
- التسقية (تبريد بالهواء البارد أو الزيت لأحجام معينة من المقاطع): ونظرًا لأن D2 يتصلب بالهواء، فإن التبريد بالهواء المتحكم فيه من درجة حرارة التصلب أمر شائع. بالنسبة للمقاطع الصغيرة، يتم استخدام الهواء القسري أو الهواء الساكن؛ قد تحتاج المقاطع الكبيرة إلى تحكم بطيء في التبريد لتقليل التشقق.
- التقسية: دورات التقسية المتعددة شائعة. النطاق النموذجي 150-560 درجة مئوية حسب صلابة الهدف. بالنسبة للأهداف التي تتراوح درجة صلابتها من منتصف الخمسينات إلى أقل من 60 درجة مئوية، يتم التقسية عند 150-250 درجة مئوية للتقسية المنخفضة ثم درجات حرارة أعلى إذا كان تحسين الصلابة مطلوبًا.
جدول التقسية (مثال على نقاط الضبط)
| درجة حرارة التقسية (درجة مئوية) | الصلابة المتحققة التقريبية (HRC) | تعليق نموذجي |
|---|---|---|
| 150 | ~62 - 60 | الحد الأدنى من التليين والصلابة العالية للتآكل |
| 200 | ~60 - 58 | حل وسط جيد للعديد من الأدوات |
| 300 | ~58 - 55 | صلابة أفضل، صلابة أقل قليلاً |
| 500 | ~54 - 50 | للأجزاء التي تتطلب المزيد من الصلابة ومقاومة الصدمات |
ملاحظات: استخدم دورات متعددة للتلطيف (من الشائع استخدام دورتين للتلطيف) وقياس الصلابة بعد كل دورة. يجب أن تتطابق أزمنة الانتظار ومعدلات الانحدار مع هندسة القِطع. بالنسبة للقوالب الكبيرة استخدم التبريد البطيء المتحكم فيه لتجنب الصدمة الحرارية. يقلل تخفيف الإجهاد بعد التشغيل الآلي الخشن من التشويه أثناء التصلب النهائي.
6. المبادئ التوجيهية للتشغيل الآلي والطحن والتجهيز الإلكتروني للقطع
التصنيع الآلي في حالة التلدين
- آلة D2 بعد التلدين اللامع لتخفيف تآكل الأداة وتجنب الاستهلاك المفرط للأداة.
- توفر أدوات الكربيد مع الطلاء (TiN، TiCN) عمرًا أفضل للأداة. استخدم سرعات قطع منخفضة وتغذية عالية للتخشين.
ممارسات الطحن لـ D2 المقوى
- استخدم عجلات مزججة أو ملتصقة بالراتنج مصنفة للفولاذ عالي المحتوى من الكربيد. قم بتلبيس العجلة بشكل متكرر للحفاظ على كفاءة القطع.
- يجب استخدام سائل التبريد باستمرار لمنع التلف الحراري.
اعتبارات EDM
- تتم معالجة D2 بشكل شائع بواسطة EDM للتشكيلات الهندسية المعقدة. عند معالجة D2 المقوى EDM EDM، خطط لإعادة تكربن السطح وتشكيل طبقة بيضاء والضغوط المتبقية المحتملة. قد تكون هناك حاجة إلى الطحن الخفيف بعد EDM لإزالة الطبقة المعاد تشكيلها للتطبيقات النهائية.
7. تطبيقات وأمثلة نموذجية
التطبيقات الشائعة التي تكون فيها سمات D2 حاسمة:
- تفريغ وتشكيل القوالب: عمر طويل للأداة وتغير صغير في الأبعاد بعد التصلب يجعل D2 مثاليًا لقوالب الختم واللكمات.
- شفرات القص وسكاكين التقطيع: الاحتفاظ بالحافة في قطع الصفائح المعدنية الكاشطة.
- مكونات أدوات البثق على البارد حيث يهيمن التآكل على التصادم.
- شرائط التآكل، والأدلة والبطانات للتطبيقات ذات التآكل المنزلق.
مذكرة حالة
قام مورد سيارات متوسط الحجم باستبدال درجة منخفضة من الكروم بدرجة D2 لمجموعة قوالب الطمس. تضاعف العمر الافتراضي لمجموعة القوالب في الإنتاج قبل إعادة الطحن، مما قلل من وقت التعطل والتكلفة الإجمالية لكل جزء على الرغم من ارتفاع تكلفة المواد الأولية. وتمثلت عوامل النجاح الحاسمة في التحكم الصحيح في درجة حرارة التصلب والتقويم اللاحق للتصلب.
8. تدفق التصنيع والمعالجة
- المواصفات والمشتريات: تحديد متطلبات الهندسة والتفاوت والتشطيبات والتشطيبات وشهادة التفريز.
- فحص الاستلام: فحص الكيمياء عن طريق الشهادة والاختبار الطيفي العشوائي، وفحص الصلابة إذا لزم الأمر.
- التشغيل الآلي الخشن في حالة التلدين: الماكينة على شكل شبه صافٍ عند الصلابة الملدنة.
- التسخين المسبق وتخفيف التوتر: إذا لزم الأمر للأقسام الكبيرة.
- التقسية والتبريد (ممارسة التصلب بالهواء): ضمان التدفئة المنتظمة والتبريد المتحكم به.
- تعدد الأمزجة: المزاج لاستهداف الصلابة وتخفيف الضغط.
- الاستقامة وتصحيح الإجهاد: تصحيح أي تشوه عن طريق التسخين المتحكم به والطرق الميكانيكية.
- الطحن النهائي وعمليات EDM EDM: للأبعاد النهائية ومتطلبات السطح.
- الفحص النهائي والاعتماد: رسم خرائط الصلابة، وتقرير الأبعاد، وفحص البنية المجهرية إذا لزم الأمر.
9. مراقبة الجودة والتحقق من المواصفات
خطوات الفحص الرئيسية التي يجب على المشترين الإصرار عليها
- شهادة مطحنة (MTC): تحليل كيميائي يمكن تتبعه وفقًا للمعايير.
- خريطة الصلابة: صلابة في مواقع متعددة إذا كان الجزء كبيرًا.
- تقرير البنية المجهرية: خاصة بالنسبة للقوالب الحرجة التي تظهر توزيع الكربيد.
- فحوصات غير مدمرة: اختبار الجسيمات المغناطيسية أو اختبار الصبغة المخترقة للشقوق السطحية بعد المعالجة الحرارية عند الاقتضاء.
- تقرير الأبعاد وسجل المعالجة الحرارية: لضمان إمكانية تتبع العملية.
10. عوامل التسعير والمشورة في مجال المشتريات
يختلف سعر فولاذ الأدوات D2 اختلافًا كبيرًا باختلاف الشكل (قضيب، لوحة، كتلة)، وقناة التوريد (مطحن، موزع، مورد قطع صغيرة)، وعامل الشكل (مسحوق مقابل مشغول). دوافع السعر الرئيسية:
- الشكل والحجم: وترتفع أسعار الكتل والألواح المقواة مسبقًا.
- المعالجة الحرارية وحالة التسليم: تكلفة المواد المقواة مسبقاً أو الكتل الجاهزة للتشغيل الآلي للقطع الميكانيكية الكهربائية أكثر.
- ضيق المواصفات: تفاوتات كيميائية متقاربة، وشوائب منخفضة وسلاسل توريد متميزة تضيف تكلفة إضافية.
- متطلبات الشهادة والاختبار: الفحص الإضافي يزيد من السعر.
- دورات المواد الخام السوقية: تؤثر تقلبات أسعار الصلب وعناصر السبائك على أسعار المطاحن.
نطاقات المشتريات التمثيلية
| المنطقة/القناة | النطاق السعري النموذجي (إرشادي) | تعليق |
|---|---|---|
| الصين السائبة (مقياس الطن) | $2,000 دولار أمريكي - $3,200 دولار أمريكي للطن الواحد | حصص نموذجية للمطاحن أو كبار التجار على ظهر السفينة (فوب) للصفائح القياسية D2 أو القضبان المستديرة |
| الموزعون الأمريكيون قطع صغيرة الحجم | US$8 - US$15 للكيلوغرام الواحد بالتجزئة | الكميات الصغيرة والكتل المقطوعة مسبقاً تكلف أكثر للكيلوغرام الواحد |
| مسحوق D2 (مادة وسيطة في التصنيع المضاف) | من حوالي $32 دولار أمريكي للكيلوغرام الواحد (السوق المتخصصة) | أسعار المسحوق أعلى وأكثر تقلبًا |
ملاحظات: هذه النطاقات إرشادية وتعتمد على ظروف السوق. بالنسبة للمشتريات المؤكدة، اطلب عروض أسعار تحدد حالة التسليم وحجم الكمية والاختبار المطلوب.
11. السلامة والتخزين والمناولة
- قم بتخزين القضبان والألواح في بيئة جافة لتقليل الصدأ السطحي. الأسطح المزيتة قليلاً هي المعيار القياسي للتخزين طويل الأجل.
- الحفاظ على ممارسات المناولة الآمنة للكتل الثقيلة. استخدام معدات الرفع الميكانيكية المصنفة للحمولة.
- أثناء المعالجة الحرارية، تحكم في جو الفرن ووسائط التبريد لتجنب إزالة الكربنة السطحية أو الأكسدة.
12. قائمة مراجعة صحيفة البيانات ونموذج مواصفات الشراء
عند إصدار أمر شراء لمواد أدوات D2، قم بتضمين الحد الأدنى من الحقول التالية:
- تسمية الرتبة والمعيار (على سبيل المثال، D2، DIN 1.2379، JIS SKD11).
- النطاقات والاختبارات الكيميائية المطلوبة (أرفق نموذج شهادة الهدف).
- حالة التسليم (ملدنة ومصلدة ومقواة ومصلدة حتى X HRC، كتلة مقواة مسبقًا).
- الخواص الميكانيكية (الحد الأدنى من الصلابة، تشطيب السطح، البنية المجهرية المسموح بها).
- الفحص والشهادات المطلوبة (MTC، خريطة الصلابة، NDT).
- متطلبات التعبئة والتغليف والتوسيم والتتبع.
- معايير الضمان والقبول (على سبيل المثال، الحد الأقصى لحجم التضمين، الشقوق المسموح بها).
فولاذ الأدوات D2: الأسئلة الشائعة الفنية ودليل الأداء
1. ما هي الميزة الرئيسية ل D2 على A2؟
2. هل يمكن استخدام D2 للأدوات عالية التأثير؟
3. هل D2 مقاوم للتآكل؟
4. كيف يجب أن أطلب D2 للكتل الجاهزة للتشغيل الآلي للقطع الجاهزة للتشغيل الآلي؟
5. ما هي التفاوتات التي يجب أن أتوقعها بعد المعالجة الحرارية؟
6. هل يمكن استخدام النيترة في D2؟
7. ما هي توصيات التشغيل الآلي النموذجية؟
8. هل تعدين المسحوق المعدني D2 أفضل من D2 المشغول؟
9. كم عدد درجات الحرارة الموصى بها؟
10. ما هي وثائق التفتيش التي يجب أن أصر عليها؟
ملاحظات ختامية للمهندسين والمشترين
D2 هو العمود الفقري المثبت للأدوات حيث يكون التآكل الكاشطة وثبات الأبعاد من المتطلبات الرئيسية. وتحدد المعالجة الحرارية الصحيحة وجودة المواد المشتراة النجاح. بالنسبة للقوالب الحرجة حدد مواصفات واضحة، وأصر على الحصول على شهادات يمكن تتبعها، وتعاون مع معالج حراري متمرس.
مُعد لـ MWAlloys. بالنسبة للفراغات والقضبان والكتل المقواة مسبقًا D2 المخصصة، اطلب عرض أسعار يحدد الحجم المطلوب وحالة المعالجة الحرارية ونطاق الفحص.
