يعتمد اختيار الوصلة الصحيحة على هندسة الجزء، ومسار التحميل، والوصول، وسُمك المادة، واختراق اللحام المطلوب، وحجم الإنتاج. بالنسبة للأعمال الإنشائية العامة، تعتبر وصلات اللحام على شكل حرف T، واللفة، والوصلات الزاوية واللحامات التناكبية الأخدودية هي الأكثر استخدامًا. تستخدم التجميعات الدقيقة المحتوية على الضغط عادةً وصلات اللحام التناكبي الأخدودي المعدة بعناية مع لحامات الاختراق الكامل. يعد الإعداد السليم للحافة واختيار عملية اللحام الصحيحة والامتثال لرموز اللحام ومعايير الجودة أمرًا بالغ الأهمية لإنتاج لحامات موثوقة.
التعاريف والتصنيف
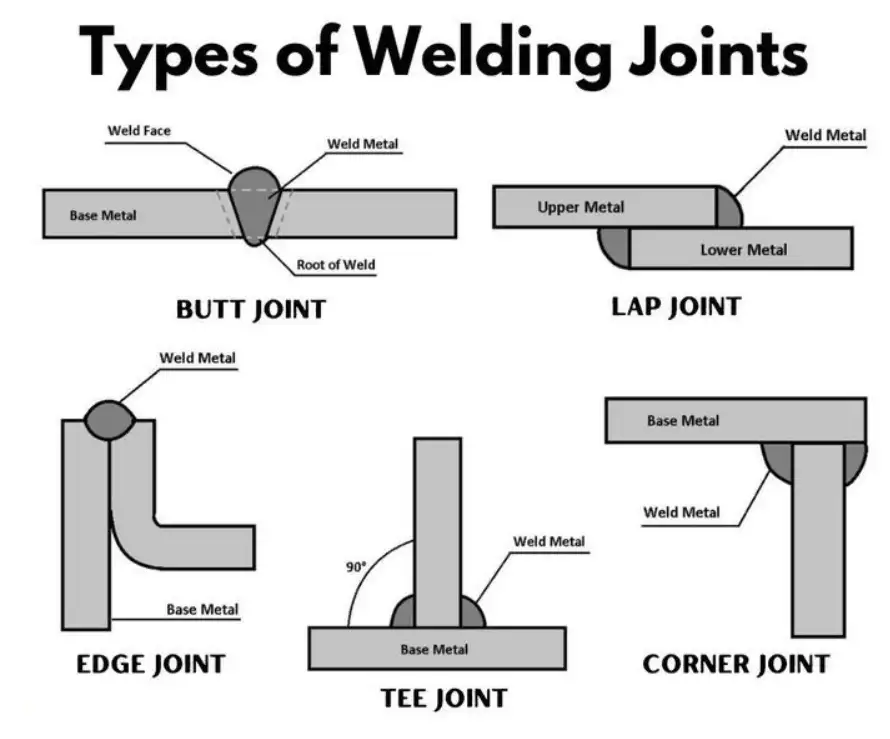
الوصلة الملحومة هي المنطقة المحلية التي يتم فيها ربط جزأين أو أكثر بواسطة رواسب معدن اللحام. قد يعتمد التصنيف على الشكل الهندسي (المؤخرة، اللفة، الزاوية، الزاوية، الحافة، T)، الاختراق (جزئي، كامل)، ونوع اللحام (أخدود، فيليه، سدادة، بقعة، درز، نتوء). يجب على المصممين التفكير من حيث نقل الحمل، والتعرض للإجهاد، والتعرض للتآكل، وإمكانية الوصول إلى الفحص عند اختيار المفصل.
العائلات المشتركة الكلاسيكية الخمس الكلاسيكية وتنويعاتها
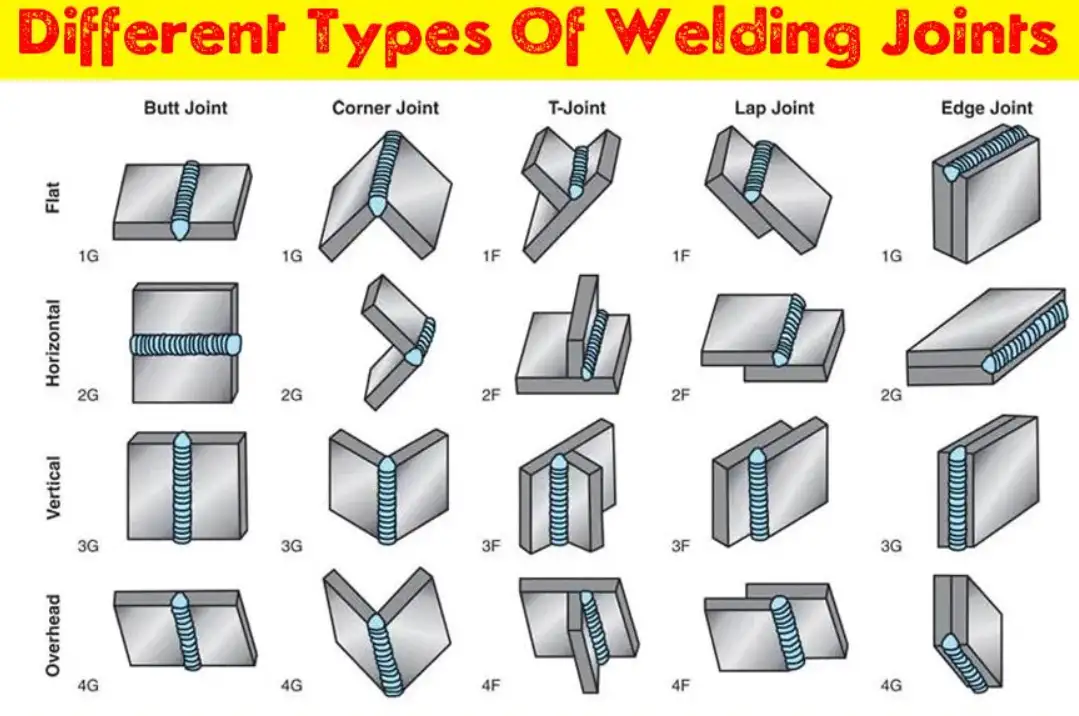
تجمع ممارسات الصناعة الوصلات الملحومة في خمس عائلات أساسية: المؤخرة و T (وتسمى أيضاً نقطة الإنطلاق) واللفة والزاوية والحافة. وتقبل كل عائلة العديد من المتغيرات الهندسية وعملية اللحام (على سبيل المثال، تشمل عائلة اللحام التناكبي الأخدود المربع، والأخدود الأحادي V، والأخدود المزدوج V، والأخدود الأحادي J، والأخدود المائل، والأخدود U). هذه العائلات الخمس هي العمود الفقري لممارسة اللحام العامة.
تعريفات مختصرة:
-
مفصل المؤخرة: عضوان في نفس المستوى، يلتقيان عند حافتيهما. شائع في الأنابيب والألواح حيث تكون القوة من خلال السماكة واحتواء الضغط مهمة.
-
وصلة T (نقطة الإنطلاق): عضو واحد متعامد على الآخر، مشكِّلةً شكل حرف T. غالباً ما تكون ملحومة بلحامات فيليه.
-
وصلة اللفة: عضو واحد يتداخل مع آخر. شائع في تصنيع الصفائح والمقاييس الرقيقة.
-
مفصل الزاوية: تلتقي الحواف لتشكل زاوية على شكل حرف L - غالباً ما تستخدم في الهياكل والإطارات الصندوقية.
-
مفصل الحافة: تكون الحواف متوازية ومتصلة عند الحافة المشتركة؛ مفيدة لربط حواف الصفيحة معًا للحامات التماس وللتقوية.
أنواع المفاصل الممتدة والمفاصل المتخصصة
بالإضافة إلى العائلات الخمس، هناك وصلات متخصصة تستخدم لراحة التصنيع أو لتلبية احتياجات وظيفية محددة:
-
لحامات السدادات والفتحات: تُستخدم لربط الصفائح المتداخلة حيث يحول الوصول إليها دون اللحام الشرائحي أو عندما يكون اللحام الموضعي غير كافٍ.
-
لحامات التماس (درز المقاومة): لحام المقاومة المستمر المستخدم للأنابيب والخزانات.
-
اللحامات الموضعية (بقعة المقاومة): لتجميعات الصفائح المعدنية في الإنتاج بكميات كبيرة.
-
الإسقاط واللحامات المسننة: المستخدمة في الأجزاء سريعة التجميع.
-
لحام الوميض واللحام المضطرب: للربط الميكانيكي الحراري للقضبان والحلقات.
-
تركيبات الحافة/المؤخرة: اللحامات التناكبية ذات الاختراق الجزئي بالإضافة إلى الشرائح المتقطعة للتحكم في التشويه.
أنواع اللحام الأخدودي واللحام الشرائحي - الهندسة والتسميات
لحامات الأخدود تملأ أخدودًا معدًا بين الأجزاء لتحقيق الاختراق؛ لحامات فيليه تربط الأسطح بزوايا قائمة تقريبًا لتنتج مقطع عرضي مثلث. أشكال الأخدود الشائعة:
-
أخدود مربع الشكل (بدون تحضير)
-
شطبة واحدة (جزء واحد مشطوف)
-
مفردة V (كلا الجزأين مشطوفين لعمل حرف V)
-
مزدوج V (شطبة على كلا الوجهين للحام من كلا الجانبين)
-
الأخدود J-الأخدود (جانب واحد محدد بنصف قطر حرف J)
-
أخدود على شكل حرف U (قيعان منحنية على كلا الجانبين)
-
شطبة مضيئة على شكل حرف V/شطبة مائلة (لربط المستدير بالمسطح)
تستخدم هندسة اللحام الأخدودي مصطلحات: زاوية الأخدود (α)، وفتحة الجذر (الفجوة)، ووجه الجذر (الأرض)، ووجه اللحام. يؤثر التحكم السليم في هذه الأبعاد على الاختراق وزمن اللحام والتشويه.
بارامترات التصميم المشترك - النطاقات الموصى بها والمفاضلات الهندسية
توازن خيارات التصميم بين القوة والإجهاد والوصول وتكلفة التصنيع. المعلمات الرئيسية:
-
زاوية الأخدود: تعمل الزاوية الأكبر على تحسين الوصول والاندماج ولكنها تزيد من حجم اللحام ومعدن الحشو. تتراوح الزوايا الأحادية V النموذجية من 45 درجة إلى 60 درجة (الزاوية المضمنة)، ولكن قد تستخدم المواد الرقيقة زوايا أصغر.
-
فجوة الجذر (فتحة الجذر): بالنسبة للحامات التناكبية ذات الاختراق الكامل، يتم استخدام فجوات من 0.5 مم إلى عدة ملليمترات حسب السُمك وعملية اللحام.
-
وجه الجذر (الأرض): غالبًا 0-2 مم حسب الإجراء؛ تتطلب بعض المواصفات أرضًا صغيرة للتحكم في الاختراق.
-
نوع الشطبة: تقلل الأخاديد على شكل حرف J وU من احتياجات معدن الحشو للمقاطع السميكة ولكنها تتطلب تصنيعًا آليًا.
-
طول ساق اللحام المتقطع ودرجة اللحام المتقطعة للحامات الشرائحية: تستخدم لتقليل مدخلات الحرارة والتشويه في الوصلات الطويلة.
يوفر الجدول 1 (بارامترات التصميم السريع للمفصل أدناه النطاقات العملية الموصى بها في الممارسة الشائعة (ملاحظة: تسود الرموز الخاصة بالمشروع لأوعية الضغط والهياكل الحرجة).
| مشترك/عنصر | النطاق النموذجي أو الملاحظة |
|---|---|
| زاوية أخدود واحد على شكل V (متضمنة) | 60°-90° (مقاطع رقيقة في الطرف السفلي) |
| زاوية أخدود مزدوج على شكل V (كل جانب) | 30°-60° |
| فجوة الجذر (صفائح رقيقة) | 0-1.5 مم |
| فجوة الجذر (صفيحة سميكة) | 1-6 مم (حسب العملية) |
| وجه الجذر/الأرض | 0-2 مم |
| ساق لحام فيليه اللحام (هيكلي) | 4-10 ملم شائع |
| الحد الأدنى لحام الحلق (للضغط المشفر) | انظر الكود الحاكم (ASME/ISO) |
من وصلات اللحام
مصفوفة الاختيار - أي مفصل لأي تطبيق
اختر الوصلة من خلال تحديد متطلبات الخدمة (الحمل الساكن مقابل التعب، وبيئة التآكل، والتحميل الحراري الدوري) وقيود الإنتاج:
| التطبيق | المفصل النموذجي | لماذا |
|---|---|---|
| أنبوب/وعاء الضغط | أخدود المؤخرة الكامل الاختراق (أحادي/مزدوج V، J، U) | تحتاج إلى قوة مانعة للتسرب ومقاومة للإجهاد |
| الإطار الهيكلي العام | وصلة على شكل حرف T أو لفة مع لحامات فيليه | إنتاج سريع، قوة ثابتة كافية |
| ألواح الألواح الرقيقة | لحامات اللفة أو اللحامات الموضعية/التماس | كفاءة للإنتاج بكميات كبيرة |
| صفيحة إلى أنبوب أو شفة | تقاطعات التوهج المائلة على شكل حرف V | تطابق الهندسة وضمان الاندماج |
| الوصلات المعرضة للتآكل | غطاء اللحام الكامل وتقنيات الدعم | تجنب الشقوق وفخاخ التآكل |
توافق العمليات والأزواج المشتركة
تناسب عمليات اللحام المختلفة الوصلات المختلفة:
| النوع المشترك | العمليات المفضلة |
|---|---|
| اختراق كامل المؤخرة (صفيحة رقيقة) | GTAW (TIG)، GMAW (MIG)، SMAW |
| اختراق كامل المؤخرة (صفيحة سميكة) | SAW (القوس المغمور)، FCAW، GMAW الميكانيكي |
| لحامات فيليه (T، حضن) | GMAW، FCCAW، SMAW |
| البقعة/التماس (صفائح) | اللحام النقطي/اللحام الموضعي المقاوم |
| سدادة/فتحة (تداخل) | GMAW، SMAW، GMAW الروبوتية للإنتاج |
يعتمد الاختيار على المعادن المطلوبة والمعدن الأساسي والوصول إلى الوصلة وحدود مدخلات الحرارة والإنتاجية. يوفر SAW معدلات ترسيب عالية على اللحامات الأخدودية للدرزات الطويلة. يوفر GTAW أفضل تحكم في المواد ذات القطر الصغير أو الرقيقة.
التجهيز والتركيب والتفاوتات
يتحكم التركيب في جودة اللحام النهائي. تقلل الفجوة الجذرية والمحاذاة المضبوطة من الاختراق غير الكامل وتقلل من إعادة العمل. تشمل أفضل ممارسات التصنيع النموذجية ما يلي:
-
حواف مشطوفة مسبقة التشكيل للمقاطع السميكة (أخاديد على شكل حرف J، U) للتحكم في حجم اللحام.
-
شرائط دعم أو دعامة من السيراميك لدعم الجذر وتحسين جودة اللحام للحام من جانب واحد.
-
لحام بنمط لحام التاك لتثبيت المحاذاة وتقليل التشوه وتقليل تغيرات الفجوة أثناء اللحام.
-
استخدام المشابك والتركيبات للحفاظ على مناطق التسخين المسبق في البيئات الباردة.
بالنسبة للتركيبات الحرجة، يُرجى الرجوع إلى المواصفة القياسية ISO 9692 للاطلاع على أبعاد إعداد الوصلة الموصى بها والبدائل المسموح بها.
رموز اللحام وتدوين الرسم والمعايير
يقلل التواصل الواضح في الرسم من الأخطاء. هناك مدرستان أساسيتان للممارسة الرمزية هما AWS وISO. تنشر AWS المعيار A2.4 (الرموز القياسية للحام واللحام بالنحاس والفحص غير التدميري)؛ وتصدر ISO 2553 (التمثيل الرمزي على الرسومات للوصلات الملحومة). استخدم المعيار الصحيح باستمرار للمشتريات ومراقبة الجودة.
بعض الممارسات الموصى بها
-
ضع رمز اللحام الكامل مع الأبعاد على تفصيل واحد واستخدم "نموذجي" لتقليل فوضى الرسم.
-
قم دائمًا بتضمين أبعاد الأخدود: فتحة الجذر، وزاوية الأخدود، وحجم اللحام، وعملية اللحام المطلوبة إذا لزم الأمر.
-
تحديد معايير جودة اللحام ومعايير القبول بالرجوع إلى المعايير (على سبيل المثال، ISO 5817 أو كود المشروع).
العيوب الشائعة حسب نوع المفصل والتخفيف من حدتها
غالبًا ما ترتبط أنماط العيوب بهندسة الوصلة ومعالجتها:
-
اندماج غير كامل/عدم اختراق (شائع في مفاصل الأخدود التناكبي): بسبب انخفاض مدخلات الحرارة أو الزاوية غير الصحيحة أو الأسطح الملوثة. خفف من ذلك بزيادة الحرارة أو تعديل زاوية الحركة أو تحسين التركيب.
-
المسامية (شائعة في لحامات الشرائح والأخدود): التلوث أو الرطوبة المحتبسة أو مشاكل غاز التدريع. استخدم المواد الاستهلاكية الجافة والتدفق المناسب للغاز.
-
تقويض (أوجه الشرائح والأخدود): تيار لحام مرتفع للغاية أو معالجة غير مناسبة للقطب الكهربائي/المشفر. خفض التيار أو تغيير التقنية.
-
التشوه المفرط (مفاصل المؤخرة الطويلة): مدخلات الحرارة العالية وتسلسل اللحام غير المتوازن. استخدم اللحام الخلفي واللحام المتوازن متعدد الممرات (مزدوج V) لتقليل مدخلات الحرارة على جانب واحد.
-
تشققات (ساخنة أو باردة): سوء تصميم الوصلة، أو التقييد العالي، أو معدن الحشو غير المناسب. اختر المواد الاستهلاكية المتوافقة وقم بالتسخين المسبق/التسخين اللاحق وفقًا للرمز.
الاختبار غير المتلف (NDT) والقبول
يعتمد اختيار NDT على مدى أهمية المفصل:
-
مرئي (VT): خط الأساس لجميع اللحامات.
-
اختبار الاختراق (PT): عيوب كسر السطح على المعادن غير المسامية.
-
الجسيمات المغناطيسية (MT): للمواد المغناطيسية الحديدية للعثور على العيوب السطحية والقريبة من السطح.
-
التصوير الإشعاعي (RT): الكشف الحجمي للعيوب الداخلية للحامات التناكبية.
-
الاختبار بالموجات فوق الصوتية (UT): الكشف الحجمي، وتحسين الحساسية للمقاطع السميكة.
تحدد معايير مثل ISO 5817 والرموز الخاصة بالمشروع مستويات القبول (B، C، D) وأحجام العيوب المسموح بها. بالنسبة للوصلات ذات الضغط أو الوصلات الحرجة المتعلقة بالإجهاد، يعتبر RT أو UT شائعًا.
مقايضات الإنتاجية والتكلفة
يجب أن يقايض المصممون تكلفة التصنيع مقابل متطلبات الخدمة:
-
لحامات الشرائح منخفضة التكلفة وسريعة؛ وغالبًا ما تكون كافية للأحمال الثابتة.
-
اللحامات ذات الأخدود الكامل الاختراق تكلفتها أعلى، ولكنها تعطي قوة أكبر وعمرًا أطول للتعب.
-
أخاديد J و U تقليل حجم الحشو للألواح السميكة ولكنها تتطلب تصنيعًا آليًا، مما يضيف تكلفة.
-
العمليات الميكانيكية (SAW، GMAW الروبوتية) توفر تكلفة أقل للوحدة على المدى الطويل ولكنها تتطلب استثمارًا رأسماليًا.
الجداول - المراجع المدمجة
الجدول أ - أنواع الوصلات الشائعة، واللحام النموذجي، والعمليات الشائعة، والإيجابيات/السلبيات
| مشترك | اللحام النموذجي | العمليات النموذجية | المزايا الرئيسية | السلبيات الرئيسية |
|---|---|---|---|---|
| مؤخرة (مربع) | أخدود مربع/شريحة مربعة للفة | غتاو، غماو، سماو | تحضير بسيط، معالجة آلية منخفضة | محدودة على المقاطع السميكة دون تحضيرات |
| مؤخرة (مفردة V) | اختراق كامل أو جزئي للأخدود الخامس | المنشار، GMAW | وصول جيد من جانب واحد | المزيد من معدن الحشو |
| مؤخرة (V مزدوجة) | أخدود مزدوج على شكل V | GMAW، SAW | حجم لحام أقل في كل جانب، تشويه أقل | يتطلب لحام كلا الجانبين |
| مفصل T | فيليه | GMAW، وSMAW، وFCCAW | سريع | تركيزات الإجهاد عند أخمص القدمين؛ القلق من الإرهاق |
| وصلة اللفة | فيليه/وصلة | المقاومة الموضعية/التماس الموضعي، GMAW | جيد للصفائح الرقيقة | مخاطر التآكل الشقوق |
| مفصل الزاوية | الشرائح/الأخدود | GMAW، SMAW | جيد للصناديق | الفجوة/الملاءمة الحرجة |
| مفصل الحافة | الشريحة/التماس | درز المقاومة | فعالة للدرزات | قوام محدود |
الجدول ب - أنواع الأخدود والملاحظات الهندسية النموذجية
| أخدود | الاستخدام النموذجي | ملاحظة |
|---|---|---|
| المربع | مؤخرة الصفيحة الرقيقة | الحد الأدنى من الإعداد |
| شطبة واحدة | لوحة إلى لوحة حيث يكون الوصول إليها محدوداً | يوفر التشغيل الآلي على جانب واحد |
| مفردة V | شائع في اللحامات التناكبية العامة | التوازن بين تكلفة الإعدادية ومعدن الحشو |
| مزدوج V | ألواح سميكة | لحام كلا الجانبين للتحكم في التشويه |
| ي، ياء | المقاطع السميكة | احتياجات أقل من معدن الحشو؛ تكلفة تجهيز أعلى |
| شطبة التوهج | أنبوب إلى لوحة | تطابق انحناء الأنبوب |
الجدول جيم - المفصل مقابل طريقة الفحص
| مشترك | الاختبار غير الموصى به |
|---|---|
| مؤخرة كاملة الاختراق | RT / UT زائد VT |
| لحام فيليه (هيكلي) | VT ± MT/PT حسب المادة |
| بقعة المقاومة/التماس | اختبارات VT والاختبارات الميكانيكية؛ اختبار تدميري للعينات من أجل التأهيل |
| سدادة/فتحة التوصيل | طبيب بيطري، طبيب بيطري/طبيب بيطري حسب الحاجة |
قائمة مراجعة التصنيع العملي
-
راجع رموز الرسم وتأكد من المعيار المنطبق (AWS A2.4 أو ISO 2553).
-
تأكد من المادة والسماكة؛ راجع المواصفة القياسية ISO 9692 لإعداد الوصلة عند الشك.
-
التحقق من مؤهلات معدن الحشو ومؤهلات الإجراء في WPS (مواصفات إجراءات اللحام) وأن مشغلي اللحام يحملون المؤهلات ذات الصلة (ASME القسم التاسع أو ISO 9606 عند الاقتضاء).
-
تحقق من تفاوتات التركيب، ونمط التثبيت، والدعامة أو دعامة الجذر.
-
اختر التسلسل وحدود درجة الحرارة البينية لتقليل التشوه وتلبية المتطلبات المعدنية.
-
تحديد خطة الفحص بالرجوع إلى معايير القبول (ISO 5817 أو رمز المشروع).
-
ISO 9692 تقدم السلسلة الأشكال الهندسية الموصى بها لإعداد الوصلة حسب المعالجة والمادة؛ مما يساعد على تحديد أنواع الأخدود ومتطلبات التشغيل الآلي.
-
AWS A2.4 (ووثائق AWS الخاصة بممارسات اللحام) توفر مجموعة الرموز والاصطلاحات شائعة الاستخدام للعديد من مشاريع أمريكا الشمالية.
-
ISO 2553 توحيد التمثيل الرمزي على الرسومات ويمكن أن يكون مفضلًا للمشاريع المنفذة دوليًا.
-
ASME BPVC القسم التاسع يغطي تأهيل إجراءات اللحام وعمال اللحام للمكونات ذات حدود الضغط وهو مطلوب لأعمال الغلايات وأوعية الضغط في العديد من الولايات القضائية.
-
ISO 5817 تحديد مستويات الجودة للعيوب في الوصلات الملحومة بالانصهار؛ واستخدامها لوضع معايير القبول.
الأسئلة الشائعة
1. ما هي وصلة اللحام الأقوى؟
تعتمد القوة على اتجاه التحميل. بالنسبة للتحميل المحوري عبر السمك، فإن اللحام التناكبي كامل الاختراق الذي يتم تنفيذه بشكل صحيح يتمتع بأفضل استمرارية من حيث القوة إلى المقطع. بالنسبة لأحمال القص، يمكن أن تكون لحامات الشرائح المستمرة ذات حجم الحلق الكافي فعالة.
2. ما هي الوصلة الأفضل للصفائح المعدنية الرقيقة؟
غالبًا ما يكون اللحام النقطي بالمقاومة أو اللحام بالدرز هو الأكثر اقتصادا لإنتاج الصفائح الرقيقة ذات الحجم الكبير. أما بالنسبة للحام اليدوي، فإن وصلات اللحام البقعي أو اللحام الموضعي شائعة.
3. متى يجب استخدام أخدود J أو U بدلاً من V؟
استخدم J أو U على الصفيحة السميكة حيث يكون حجم معدن الحشو مهمًا وعندما تسمح الميزانية بالتشغيل الآلي. تقلل هذه الأخاديد من الحشو المطلوب وتقلل من انكماش معدن اللحام.
4. كم ينبغي أن تكون الفجوة الجذرية كبيرة؟
تعتمد الفجوة الجذرية على السُمك والعملية والرمز. بالنسبة للصفائح الرقيقة قد تكون قريبة من الصفر. أما بالنسبة للألواح السميكة، فإن 1-6 مم أمر شائع. اتبع دائمًا WPS والمعايير المرجعية.
5. كيف تختلف رموز اللحام بين AWS وISO؟
فهي تشترك في العديد من العناصر، ولكن تختلف الاصطلاحات الخاصة بجانب السهم/الجانب الآخر وبعض أشكال الرموز. استخدم النظام الواحد المختار بشكل متسق على مجموعة من الرسومات.
6. كيف يمكن تقليل التشوه في اللحامات التناكبية الطويلة؟
استخدم اللحام المتوازن (اللحام على الوجهين عندما يكون ذلك ممكنًا)، واللحام الخلفي واللحام من أطراف متبادلة، واللحام بالغرز، والتحكم في التسخين المسبق/التسخين اللاحق.
7. ما هي طريقة الفحص التي تناسب اللحامات التناكبية السميكة؟
يوفر الفحص الإشعاعي (RT) أو الفحص بالموجات فوق الصوتية (UT) فحصًا حجميًا؛ وغالبًا ما يُفضل الفحص بالموجات فوق الصوتية للمقاطع السميكة وحيثما تكون السلامة الإشعاعية مصدر قلق.
8. هل لحامات الشرائح مقبولة في الوصلات التي تحتوي على ضغط؟
ليس عادةً للوصلات الحدودية عالية الضغط. تتطلب أوعية الضغط والأنابيب بشكل عام لحامات أخدودية كاملة الاختراق بإجراءات مؤهلة.
9. ما مدى أهمية إعداد الحافة؟
حرج. يؤدي سوء التحضير إلى نقص الاندماج وعدم اكتمال الاختراق وزيادة معدلات العيوب. توفر المواصفة القياسية ISO 9692 التحضيرات الموصى بها.
10. ما هي المعايير التي ينبغي الرجوع إليها في المشاريع الدولية؟
تفضل ISO 2553 للرموز، وISO 9692 لإعداد الوصلات، وISO 5817 لمعايير القبول، والكود ذي الصلة (مثل ASME BPVC) للأعمال التي تحتوي على ضغط.
دراسة حالة قصيرة (سيناريو عملي)
السيناريو: تصنيع لحام شفة من الفولاذ الكربوني بسُمك 20 مم في أنبوب يعمل تحت ضغط دوري.
التوصية: استخدم لحام تناكبي كامل الاختراق أحادي أو مزدوج على شكل حرف V حسب إمكانية الوصول. إذا كان اللحام من جانب واحد فقط، فقم بإعداد لحام أحادي على شكل حرف V مع وجود فجوة جذرية معتدلة ودعامة من السيراميك؛ قم بتنفيذ لحام ترقوي مؤهل مع تمريرات متعددة، وتحكم في درجة الحرارة البينية، وقم بإجراء اختبار الفحص الفني بعد اللحام وفقًا لخطة اختبار عدم الفحص غير الميكانيكي للمشروع. ضع في اعتبارك المعالجة الحرارية بعد اللحام إذا تطلبت المعادن والخدمة. راجع المواصفة القياسية ISO 9692 الخاصة بهندسة الأخدود والقسم التاسع من المواصفة القياسية ASME القسم التاسع لتأهيل الإجراء/عامل اللحام.
نصائح عملية ختامية
-
قم بتوحيد قوالب إعداد الوصلات لتقليل أخطاء التصنيع الآلي.
-
الحفاظ على المواد الاستهلاكية جافة والتحكم في التخزين لتجنب المسامية.
-
استخدم مقياس الشرائح ومقاييس اللحام لإجراء فحوصات سريعة على الأرض.
-
تضمين رموز اللحام مع الأبعاد على الرسم؛ تجنب الاختزال الغامض.
مراجع موثوقة
- المواصفة ISO 2553:2019 - اللحام والعمليات المرتبطة به - التمثيل الرمزي على الرسومات - الوصلات الملحومة
- سلسلة ISO 9692 - عمليات اللحام والعمليات المرتبطة بها - الأنواع الموصى بها لإعداد الوصلات لعمليات اللحام المختلفة
- AWS A2.4:2020 - الرموز القياسية للحام والنحاس والفحص غير التدميري
- كود ASME للمراجل وأوعية الضغط (BPVC) - القسم التاسع: مؤهلات اللحام والنحاس والصهر بالنحاس
- ISO 5817:2023 ISO 5817:2023 - اللحام - الوصلات الملحومة بالانصهار - مستويات الجودة للعيوب
