硫化物応力腐食割れ(一般にSSCまたはSSCCと略される)は、影響を受けやすい鋼や合金が引張応力下で湿った硫化水素(H₂S)にさらされたときに発生する水素アシスト脆性破壊である。この現象は、金属表面に原子状水素を発生させる酸っぱい(H₂Sを含む)環境、引張応力(残留または印加)、水素による脆化と亀裂伝播を可能にする微細構造/硬度という3つの関連要素によって制御される。SSC を管理する最も確実な方法は、(1)公認規格(例えば、NACE TM0177、NACE MR0175 / ISO 15156)で耐性が証明された材料と硬度レベルを選択すること、(2)設計と溶接後熱処理によって応力を制御すること、(3)環境制御と検査プログラムを適用することである。これらの対策を組み合わせれば、石油・ガス、精製および関連産業において、SSCリスクを許容レベルまで低減することができる。
硫化物応力腐食割れとは?
硫化物応力腐食割れは、硫化水素(H₂S)と水分を含む水環境にさらされた金属部品が引張応力下にあるときに起こる水素関連の脆性割れである。亀裂は通常、粒内または粒間に生じ、管理されなければ、ほとんど警告なしに突然、壊滅的な破壊を引き起こす可能性がある。H₂Sは多くの石油、ガス、精製ストリームで一般的であるため、SSCは炭化水素の生産、輸送、処理における中心的な安全性と信頼性の問題である。
短い歴史的展望
石油・ガス業界は、H₂Sを含む "サワー "貯留層に生産が移行した1950年代から1960年代にかけて、SSCを文書化し始めた。初期の現場での失敗が、実用的な実験室での試験方法の開発を促し、最終的には正式な規格となった。NACE(現在はAMPPの一部)は試験手順(TM0177)および材料勧告(MR0175 / ISO 15156)を成文化し、これらはサワーサービス用の材料を認定するための業界慣行の基幹となっている。
メカニズム - 亀裂の発生と進展のメカニズム
現代の研究は、SSCが単一のメカニズムではなく、関連するプロセスの組み合わせであることを示している:
-
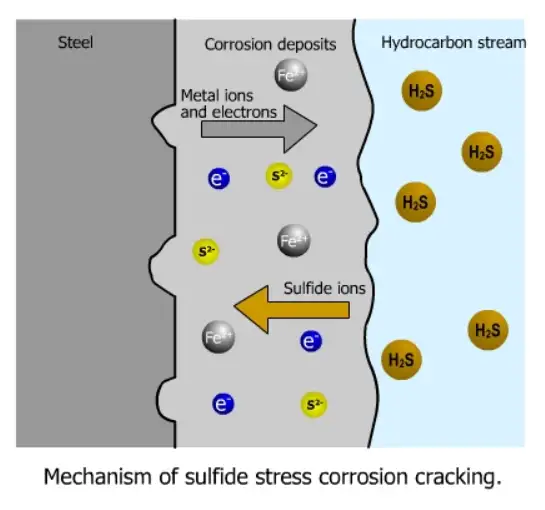
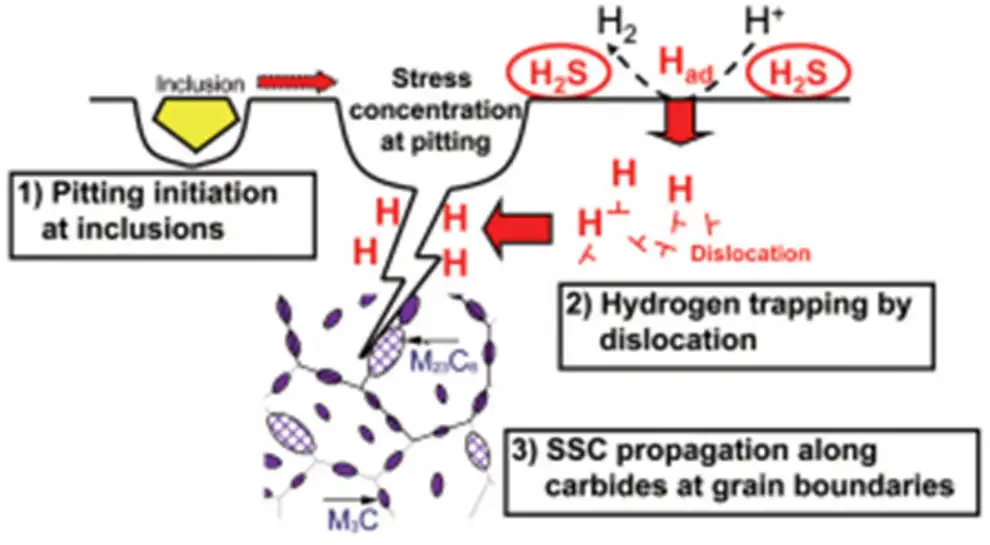
水素脆化/水素アシスト割れ: 水溶液中のH₂Sは鋼表面で還元され、カソード反応により吸着水素と原子状水素を発生する。原子状水素は金属中に拡散し、トラップ部位(介在物、転位、粒界)に集中し、延性と破壊靭性を低下させる。そして引張応力下で破壊が起こる。
-
応力腐食割れ(SCC)の寄与: 状況によっては、き裂先端での陽極溶解が水素脆化と組み合わさり、き裂進展を助長する。アノード溶解と水素脆化の相対的な寄与は、合金、環境、応力状態によって異なる。
-
重要な要素: き裂の発生/伝播には、(1)原子Hの利用可能性、(2)局所的な閾値を超える応力強度(多くの場合、残留応力または溶接関連応力)、(3)関連する温度とひずみ速度で脆性破壊を可能にする冶金的条件(硬度、マルテンサイト、焼戻しマルテンサイト脆化など)が必要である。
SSCリスクを変化させる環境要因
主要な環境変数(実践的な解釈):
-
H₂S分圧(または濃度): H₂Sが高いほど、金属表面で利用可能な水素が増加する傾向がある。規格と認定スキームは、H₂S分圧を主な分類因子として使用する。
-
pH: 非常に低いpHは酸性の溶解を増加させる。中性に近いpHの「ウェットH₂S」条件は、水素発生を伴う硫化物の形成を可能にするため、特に狡猾である。
-
温度だ: 温度を上げると反応速度と水素拡散が促進されるが、溶解度も変化する。
-
塩分とその他のイオン(Cl-、CO₂): 塩化物イオンとCO₂は、一般的な腐食を悪化させ、水素発生/拡散挙動を変化させる可能性があり、混合環境(H₂S + CO₂)は特別な評価が必要である。
-
流況と酸素: 流動は表面皮膜の安定性に影響し、酸素の存在は典型的なH₂Sのみの挙動から腐食メカニズムをシフトさせる可能性がある。
どの素材が影響を受けやすいか - 金属学が重要
一般規則(実務指針):
-
低強度、低硬度炭素鋼 は、水素誘起割れ(HIC)やステップワイズ割れなどの水素誘起現象を起こしやすいが、硬度と降伏強度を低く保てば、SSCを起こしにくい傾向がある。
-
高強度鋼および焼入れ・焼戻し鋼 (降伏強度の高い鋼種、例 えばAPI X70+や高強度ラインパイプ、ファスナ ー)は、微細構造が水素を捕捉しやすく、水素脆 化に対する耐性が低いため、SSCの影響を受けやす い。硬度の管理は非常に重要である。
-
オーステナイト系ステンレス鋼 湿潤H₂S条件下では、水素アシスト割 れや硫化物に関連した局部的破損が発生す ることがあるため、ステンレス鋼種はMR0175/ ISO15156指針に従って評価されなければな らない。
-
ニッケル基およびその他の耐食合金(CRA) 一般的に優れた耐性を持ち、SSCのリスクや性能要件が必要とする場合に指定されるが、コストが高く、標準的な限界値と実験室での適格性に従って選択する必要がある。
硬度の目安(経験則): 炭素鋼や低合金鋼の場合、仕様書で使用される典型的な上限は約197 HB (≒ Rc 22)であるが、高強度鋼の場合、溶接HAZや熱影響部ではより低い硬度が要求されることが多い。高強度鋼の場合、溶接HAZや熱影響部では、 より低い硬度が要求されることが多い。常に、 購入者の材料仕様および特定の環境に対する NACE/ISOの限度に従ってください。
溶接、加工、微細構造 - 特に注意が必要
溶接熱影響部(HAZ)、粗大結晶粒領域、未調質マルテンサイト、急冷ミクロ組織は、一般的な水素トラップであり、き裂発生部位である。主な製造管理
-
プリヒートおよびインターパス温度制御 未調質マルテンサイトの形成を避けるためである。
-
溶接後熱処理(PWHT) マルテンサイト組織を焼き戻し、場合によっては残留応力を低減する。
-
溶接消耗品の水素管理 (低水素電極、適切な保管とベーキング)。
-
HAZおよび溶接部の硬度測定 を確認する。
規格と試験方法
最も広く参照されている2つの文書がある:
-
ISO 15156 / NACE MR0175 - オイル&ガスのH₂S環境における材料選択の原則と具体的なルールを確立し、環境エンベロープと合金クラスを定義し、実用的な限界(例えば、硬度限界、特定のH₂S分圧と温度に対する許容合金)を示す。
-
NACE TM0177(酸試験法) - は、SSC/SSCC耐性を評価するための実験室試験手順(引張、ベントビーム、Cリング、ダブルカンチレバービーム)を規定しており、資格認定における事実上の試験基準となっている。この規格は、実験室で酸欠状態を再現するために使用される溶液と試験セットアップについて記述している。
その他の有用な文書としては、NACE MR0103(製油所サービス)、および ISO/NACE ガイダンスを参照または補足する様々な API および企業の材料仕様がある。
臨床検査-主な検査法でわかること
一般的な SSC 試験方法(要約):
| 試験方法 | シミュレーションの内容 | 典型的な結果指標 |
|---|---|---|
| 引張(TM0177 Method A) | 酸液中で一定の引張荷重 | 破断までの時間/破断の外観。 |
| ベントビーム(TM0177 Method B) | 曲げ応力+亀裂を促進する環境 | 暴露期間後の合否。 |
| Cリング(TM0177 方法C) | リングノッチ周辺の局所的な引張応力 | き裂の発生と進展の評価。 |
| ダブルカンチレバービーム(TM0177 Method D) | 酸欠環境下での疲労/亀裂成長 | き裂の成長/破壊力学的洞察。 |
検査室での検査は 適格 しかし、実験室での解決策や課された応力は現場条件の単純化であるため、慎重に解釈する必要がある。
検査とモニタリング - 実践的NDTと現場管理
SSCは脆性破壊に至る前に最小限の外部腐食徴候を発生させる可能性があるため、検査プログラムを組み合わせる必要がある:
-
通常の超音波検査(UT) とフェーズドアレイUTで内部クラックや平面欠陥を検出する。
-
磁粉探傷試験(MPI) アクセス可能な鉄部品の表面/表面近傍のひび割れ。
-
硬度調査 母材、溶接部、HAZにわたって、指定された限界に適合していることを確認する。
-
ケミカル・モニタリング H₂S濃度、pH、塩化物レベルについて、生産流体とパイプラインの
-
ひずみと応力のモニタリング 異常な荷重やクリープを検出するために、危険性の高い部品に使用される。
プロアクティブNDTの頻度は、リスクベースであるべきである(高ストレスまたは高H₂S分圧の場所に対してより高い)。
SSCリスクを低減する設計および仕様管理
重要でインパクトのある仕様項目:
-
ISO 15156 / NACE MR0175に準拠した材料選択 環境エンベロープ(H₂S分圧、温度、pH)を明示する。
-
硬度限界 (ブリネルまたはロックウェル)を母材と溶接 HAZに使用する。典型的な供給業者の仕様では、サワー・サービ ス用の多くの炭素鋼にHB≤197を義務付けてい るが、その値は合金とサービス範囲によって異な る。
-
引張応力の低減 より厚い断面、設計形状の変更、またはポストテンションリリーフ(PWHT、応力除去アニール)の使用。
-
溶接手順と消耗品の指定 水素のピックアップを制限し、必要に応じてPWHTを必要とする。
緩和策と運用管理
重層的なアプローチが最良の結果を生む:
-
材料の代替: 可能であれば、最もアグレッシブなH₂S条件にさらされる部品にはCRAまたはニッケル基合金を使用する。
-
硬度調整: すべての調達品および製造品の最大硬度値を検証し、実施すること。
-
PWHTとストレス解消: 残留引張応力を低減し、マルテンサイトを焼き戻すために熱処理を行う。
-
コーティングとライニング 酸っぱい水性皮膜との接触から表面を保護する。注意:コーティングは腐食の原因となることがあるため、腐食検査ができるような場所を確保する必要がある。
-
環境制御: 可能であれば、ガス処理、抑制剤の使用または乾燥により、溶存H₂Sを除去または減少させる。
-
カソード保護(CP): CPは腐食を抑えることができるが、水素発生特性を変化させる可能性があるため、適用には注意が必要である。
典型的な故障パターンとケースノート
-
胴回り溶接部付近の溶接HAZ割れ: PWHTが省略され、硬度が高い場合は頻繁に発生する。
-
高強度ファスナーの不具合: 酸欠サービス中のボルトが、応力と水素脆性の複合により予期せぬ破断を起こした。
-
ラインパイプの縦割れ: 湿潤H₂Sに曝された高強度ラインパイプにおいて、表面欠陥または内部腐食特徴から発生する粒界貫通き裂。
これらの例は、材料/硬度と応力状態の両方を管理する必要性を強調している。
クイック・リファレンス・テーブル
表 A - 材料ファミリー別の相対的感受性(実用的見解)
| 素材ファミリー | 相対的SSC感受性 | 実践編 |
|---|---|---|
| 低炭素焼鈍鋼(低硬度) | 中程度 | 硬度管理が重要。 |
| 焼入れ・焼戻し高強度鋼 | 高い | 試験・管理されていない限り、酸欠での使用は避ける。 |
| マルテンサイト系ステンレス鋼 | 中・高 | 焼き戻し/PWHTと硬度管理が必要。 |
| オーステナイト系ステンレス鋼 | 中程度 | 環境と寒冷作業はリスクに影響する。 |
| 耐食合金(ニッケル基、高Ni CRA) | 低い | コストは高いが、多くの酸っぱい封筒で高い信頼性を発揮する。 |
表 B - 一般的な試験方法とその測定内容
| テスト | 主な用途 | スタンダード・リファレンス |
|---|---|---|
| 酸液中での引張 | 持続引張荷重下での不合格/不合格なし | NACE TM0177 |
| ベントビーム | 曲げ応力に対する感受性 | NACE TM0177 |
| Cリング | ローカルノッチ感度 | NACE TM0177 |
| HICとSSCの複合テスト | 水素ブリスターとクラック感受性 | NACEおよびISOの試験に関する推奨事項 |
よくあるご質問
Q1: SSCは一般的な応力腐食割れと同じですか?
A: SSCは、湿潤H₂S環境で発生するSCCの特定の水素アシスト型であり、腐食プロセスに加えて水素脆化メカニズムを伴うことが多い。
Q2: サワーオイル&ガスサービスでの材料選定は、どの規格に従えばよいですか?
A:ISO 15156 / NACE MR0175は、H₂Sサービスにおける材料の選択と適格性に関する主要な国際規格であり、NACE TM0177はラボ試験法を提供している。
Q3: コーティングはSSCリスクを排除できますか?
A: コーティングは露出を減らすが、コーティングの損傷や剥離が応力下で基材を露出させる可能性があるため、唯一の緩和策として頼ることはできない。
Q4: 硬度の上限はどのくらいですか?
A:すべてのケースに対する単一の限界はない。多くの規格は炭素鋼の基準として~197HB(≒Rc22)を使用しているが、正確な限界は特定のH₂S分圧と温度に対する規格/工学的評価によるものでなければならない。
Q5: ステンレス鋼には免疫があるのか?
A:いいえ。一部のステンレス鋼は、特定のH₂S条件または冷間加工された場合に影響を受けやすい。
Q6: カソード保護システムは SSC を防止するのか?
A: CPは腐食を抑制するが、サワー環境からの水素発生を排除するものではなく、不適切に適用された場合、水素発生を変化させる可能性がある。
Q7: 実験室でのテストは、現場でのパフォーマンスに対して信頼できますか?
A: 試験室での試験は適格性を確認するために不可欠ですが、できるだけ多くの現場条件を再現し、保守的な受入基準を用いるなど、慎重に解釈する必要があります。
Q8:推奨される検査頻度は?
A:検査はリスクベースであるべきである:高いH₂S分圧、高い応力、または以前の故障は、より頻繁な検査を必要とする。NDTの種類は、予想される故障モードに合わせるべきである(UT、MPI、硬度検査)。
Q9:SSCの早期発見の兆候は?
A: 多くの場合、外部からの兆候はほとんどありません。応力に関連した歪み、新たな漏れ、アコースティックエミッション/ひずみデータの変化などを探してください。定期的な非破壊検査は、最良の早期発見です。
Q10: コンポーネントがSSCで不合格になった場合、次のステップに進むべきか?
A: 即時シャットダウンと封じ込め、冶金学的故障分析、材料/硬度記録の見直し、環境と応力の再評価、再稼働前の仕様と検査の修正変更の実施。
調達と技術仕様のための簡単なチェックリスト
-
ISO 15156 / NACE MR0175に準拠し、環境エンベロープ(H₂S分圧、pH、温度)を指定する。
-
非標準材料または高リスク材料については、NACE TM0177 試験のエビデンスを要求する。
-
母材、溶接部、HAZの最大硬度値を指定し、硬度マップを要求する。
-
低水素消耗品を使用した溶接手順適格性確認 (PQR/WPS)と、指示された場合のPWHTを主張する。
-
NDT/検査計画とリスクベースの監視間隔を定義する。
クロージング
硫化物応力腐食割れは、サワー炭化水素環境における主要な健全性の脅威であり続けている。よく整備された業界標準(ISO 15156 / NACE MR0175 および NACE TM0177)、工学的管理(硬度制限、PWHT、材料置換)、および規律ある現場検査プログラムの組み合わせは、致命的な SSC 故障を防止するための強固な枠組みを提供する。研究(水素拡散、新しい CRA、高度な非破壊検査)の継続的な監視と、実際の現場外壁への試験データの厳密な適用は、安全で信頼性の高い操業に不可欠である。
