La cricca da tensocorrosione da solfuro (comunemente abbreviata in SSC o SSCC) è un cedimento fragile assistito da idrogeno che si verifica quando acciai e leghe sensibili sono esposti a solfuro di idrogeno umido (H₂S) sotto sforzo di trazione. Il fenomeno è controllato da tre elementi collegati: un ambiente acido (contenente H₂S) che produce idrogeno atomico sulla superficie del metallo, una sollecitazione di trazione (residua o applicata) e una microstruttura/durezza che consente l'infragilimento indotto dall'idrogeno e la propagazione di cricche. I metodi più affidabili per gestire l'SSC sono: (1) selezionare materiali e livelli di durezza di comprovata resistenza secondo standard riconosciuti (ad esempio, NACE TM0177, NACE MR0175 / ISO 15156), (2) controllare le sollecitazioni mediante la progettazione e il trattamento termico post-saldatura e (3) applicare controlli ambientali e programmi di ispezione. Quando queste misure sono combinate, il rischio SSC può essere ridotto a livelli accettabili per l'industria petrolifera e del gas, la raffinazione e le industrie correlate.
Che cos'è la cricca da stress da solfuro?
La cricca da tensocorrosione da solfuro è una cricca fragile legata all'idrogeno che si verifica nei componenti metallici esposti ad ambienti acquosi contenenti idrogeno solforato (H₂S) e umidità mentre sono sottoposti a sforzi di trazione. Le cricche sono solitamente transgranulari o intergranulari e, se non gestite, possono causare guasti improvvisi e catastrofici senza preavviso. Poiché l'H₂S è comune in molti flussi di petrolio, gas e raffinazione, l'SSC è un problema centrale di sicurezza e affidabilità nella produzione, nel trasporto e nella lavorazione degli idrocarburi.
Una breve prospettiva storica
L'industria del petrolio e del gas ha iniziato a documentare l'SSC negli anni '50-'60, quando la produzione si è spostata in giacimenti "acidi" contenenti H₂S. I primi insuccessi sul campo hanno portato allo sviluppo di metodi di prova pratici in laboratorio e infine di standard formali. La NACE (ora parte dell'AMPP) ha codificato le procedure di prova (TM0177) e le raccomandazioni sui materiali (MR0175 / ISO 15156), che rimangono la spina dorsale della pratica industriale per la qualificazione dei materiali per il servizio sour.
Meccanismi: come nascono e si sviluppano le crepe
La ricerca contemporanea indica che la SSC non è un singolo meccanismo, ma una combinazione di processi correlati:
-
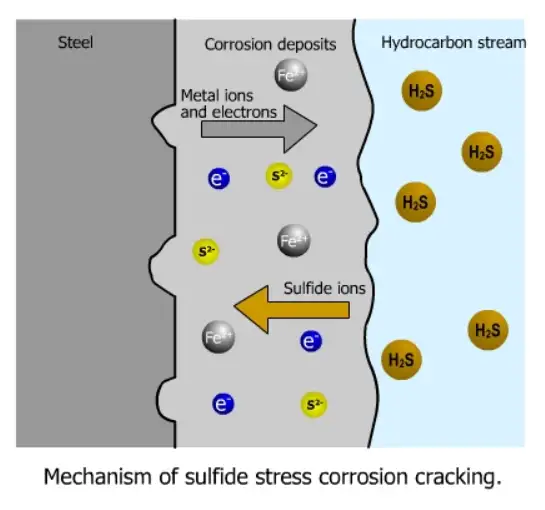
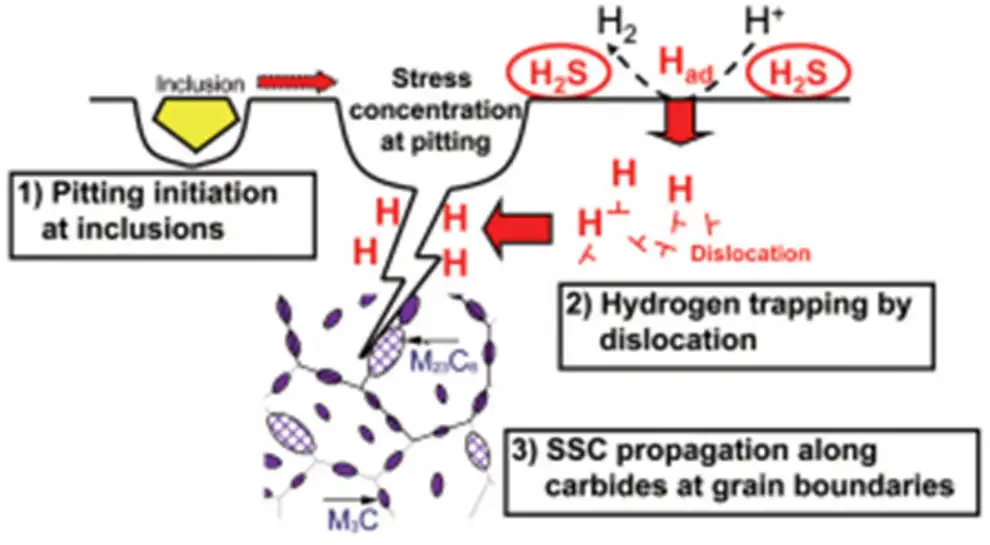
Infragilimento da idrogeno / criccatura assistita da idrogeno: L'H₂S in soluzione acquosa si riduce sulla superficie dell'acciaio e, attraverso reazioni catodiche, genera idrogeno adsorbito e atomico. L'idrogeno atomico si diffonde nel metallo, si concentra nei siti di trappola (inclusioni, dislocazioni, confini di grano) e riduce la duttilità e la tenacità alla frattura. La frattura avviene quindi sotto sforzo di trazione.
-
Contributo della cricca da corrosione sotto sforzo (SCC): In alcune situazioni, la dissoluzione anodica all'estremità della cricca si combina con l'infragilimento da idrogeno per favorire la propagazione della cricca. Il contributo relativo della dissoluzione anodica rispetto all'infragilimento da idrogeno può variare a seconda della lega, dell'ambiente e dello stato di sollecitazione.
-
Fattori critici: L'innesco/propagazione della cricca richiede (1) la disponibilità di H atomico, (2) un'intensità di sollecitazione superiore alle soglie locali (spesso sollecitazioni residue o legate alla saldatura) e (3) una condizione metallurgica (ad esempio, durezza, martensite, infragilimento della martensite temperata) che consenta la frattura fragile alla temperatura e alla velocità di deformazione pertinenti.
Fattori ambientali che modificano il rischio di SSC
Variabili ambientali chiave (interpretazione pratica):
-
Pressione parziale (o concentrazione) di H₂S: Un H₂S più elevato tende ad aumentare l'idrogeno disponibile sulla superficie del metallo; gli standard e gli schemi di qualificazione utilizzano la pressione parziale dell'H₂S come fattore primario di classificazione.
-
pH: Un pH molto basso aumenta la dissoluzione acida; le condizioni di pH quasi neutro "H₂S umido" sono particolarmente insidiose perché consentono la formazione di solfuro con generazione di idrogeno.
-
Temperatura: L'aumento della temperatura può accelerare i tassi di reazione e la diffusione dell'idrogeno, ma anche modificare la solubilità: la valutazione del rischio deve essere specifica per la temperatura.
-
Salinità e altri ioni (Cl-, CO₂): Gli ioni cloruro e CO₂ possono peggiorare la corrosione generale e modificare il comportamento di generazione/diffusione dell'idrogeno; gli ambienti misti (H₂S + CO₂) richiedono una valutazione speciale.
-
Regime di flusso e ossigeno: Il flusso influisce sulla stabilità del film superficiale e la presenza di ossigeno può spostare i meccanismi di corrosione dal tipico comportamento di H₂S.
Quali materiali sono suscettibili: la metallurgia è importante
Regole generali (guida pratica):
-
Acciai al carbonio a bassa resistenza e bassa durezza possono essere suscettibili di fenomeni indotti dall'idrogeno, come la cricca indotta dall'idrogeno (HIC) e la cricca a gradini, ma tendono a essere meno inclini all'SSC se la durezza e la resistenza allo snervamento sono mantenute basse.
-
Acciai ad alta resistenza e acciai bonificati (gradi a più alto carico di snervamento, ad esempio API X70+ o tubi di linea e dispositivi di fissaggio ad alta resistenza) sono molto più suscettibili all'SSC perché la loro microstruttura intrappola l'idrogeno e ha una minore tolleranza all'infragilimento da idrogeno. Il controllo della durezza è fondamentale.
-
Acciai inossidabili austenitici non sono immuni - in alcune condizioni di H₂S umido possono subire cricche assistite dall'idrogeno o cedimenti localizzati dovuti ai solfuri - per cui i gradi inossidabili devono essere valutati secondo le linee guida MR0175/ISO15156.
-
Leghe a base di nichel e altre leghe resistenti alla corrosione (CRA) in genere hanno una resistenza superiore e vengono specificati quando il rischio SSC o i requisiti di prestazione lo impongono, ma sono costosi e devono essere selezionati in base ai limiti standard e alle qualifiche di laboratorio.
Guida alla durezza (regola empirica): Molti codici limitano la durezza Brinell (HB) per il servizio acido; per gli acciai al carbonio e basso-legati un limite massimo tipico utilizzato nelle specifiche è di circa 197 HB (≈ Rc 22), mentre gli acciai ad alta resistenza spesso richiedono una durezza inferiore nella ZTA di saldatura o nelle zone termicamente alterate. Seguire sempre le specifiche del materiale dell'acquirente e i limiti NACE/ISO per l'ambiente specifico.
Saldatura, fabbricazione e microstrutture - è richiesta un'attenzione particolare
Le zone termicamente alterate (ZTA) della saldatura, le regioni a grana grossa, la martensite non temperata e le microstrutture di spegnimento sono comuni trappole per l'idrogeno e siti di innesco di cricche. Controlli chiave della fabbricazione:
-
Controllo della temperatura di preriscaldamento e interpass per evitare la formazione di martensite non temperata.
-
Trattamento termico post-saldatura (PWHT) per temprare le strutture martensitiche e ridurre le tensioni residue, ove possibile.
-
Controllo dell'idrogeno nei consumabili di saldatura (elettrodi a basso contenuto di idrogeno, stoccaggio e cottura adeguati).
-
Misura della durezza di ZTA e saldature per verificare la conformità.
Standard e metodi di prova
I due documenti più citati sono:
-
ISO 15156 / NACE MR0175 - stabilisce i principi e le regole specifiche per la selezione dei materiali per gli ambienti H₂S nel settore oil & gas; definisce gli inviluppi ambientali e le classi di leghe e fornisce limiti pratici (ad esempio, limiti di durezza, leghe ammissibili per specifiche pressioni parziali e temperature H₂S).
-
NACE TM0177 (Metodi di prova dell'acidità) - prescrive le procedure di prova di laboratorio (trazione, trave piegata, anello a C, doppia trave a sbalzo) per valutare la resistenza a SSC/SSCC e costituisce di fatto il riferimento di prova per la qualificazione. Lo standard descrive le soluzioni e le configurazioni di prova utilizzate per riprodurre le condizioni di acidità in laboratorio.
Altri documenti utili sono la NACE MR0103 (servizio di raffineria) e varie specifiche di materiali API e aziendali che fanno riferimento o integrano la guida ISO/NACE.
Analisi di laboratorio: cosa dicono i principali metodi
Metodi di prova SSC comuni (breve sintesi):
| Metodo di prova | Cosa simula | Metrica di risultato tipica |
|---|---|---|
| Trazione (TM0177 Metodo A) | Carico di trazione costante in soluzione acida | Tempo di rottura / aspetto della frattura. |
| Trave piegata (TM0177 Metodo B) | Sollecitazione di flessione + ambiente per accelerare la fessurazione | Pass/fail dopo il periodo di esposizione. |
| Anello a C (TM0177 Metodo C) | Sollecitazione di trazione localizzata intorno all'intaglio dell'anello | Valutazione dell'innesco e della propagazione delle cricche. |
| Trave a doppio sbalzo (TM0177 Metodo D) | Crescita per fatica/crepe in ambiente acido | Crescita della cricca / approfondimento della meccanica della frattura. |
I test di laboratorio sono necessari per qualificarsi materiali per specifici ambienti acidi, ma devono essere interpretati con attenzione perché le soluzioni di laboratorio e le sollecitazioni imposte sono semplificazioni delle condizioni di campo.
Ispezione e monitoraggio - NDT pratico e controlli sul campo
Poiché l'SSC può produrre firme di corrosione esterna minime prima di un cedimento fragile, i programmi di ispezione dovrebbero combinarsi:
-
Ecografia regolare (UT) e UT ad array di fase per rilevare cricche interne e difetti planari.
-
Test delle particelle magnetiche (MPI) per la presenza di cricche superficiali/vicino-superficiali su componenti ferrosi accessibili.
-
Indagini sulla durezza sul metallo base, sulle saldature e sulle ZTA per garantire la conformità ai limiti specificati.
-
Monitoraggio chimico dei fluidi prodotti e delle condutture per la concentrazione di H₂S, il pH e i livelli di cloruro.
-
Monitoraggio delle deformazioni e delle sollecitazioni nei componenti ad alto rischio per rilevare carichi insoliti o creep.
La frequenza degli NDT proattivi deve essere basata sul rischio (più alta per i luoghi ad alta sollecitazione o ad alta pressione parziale di H₂S).
Controlli della progettazione e delle specifiche che riducono il rischio di SSC
Voci di capitolato fondamentali e di grande impatto:
-
Selezione del materiale secondo ISO 15156 / NACE MR0175 con un involucro ambientale esplicito (pressione parziale di H₂S, temperatura, pH).
-
Limiti di durezza (Brinell o Rockwell) per il metallo base e la ZTA di saldatura. Le specifiche tipiche dei fornitori prevedono HB ≤ 197 per molti acciai al carbonio in servizio acido, ma i valori variano a seconda della lega e dell'intervallo di servizio.
-
Ridurre le sollecitazioni di trazione da sezioni più spesse, da modifiche alla geometria del progetto o dall'uso del post-tensionamento (PWHT, stress-relief anneal).
-
Specificare le procedure di saldatura e i materiali di consumo che limitano la captazione dell'idrogeno e richiedono la PWHT ove necessario.
Controlli operativi e di mitigazione
Un approccio stratificato produce i risultati migliori:
-
Sostituzione del materiale: ove possibile, utilizzare CRA o leghe a base di nichel per i componenti esposti alle condizioni H₂S più aggressive.
-
Controllo della durezza: verificare e applicare i valori di durezza massima per tutti gli articoli acquistati e fabbricati.
-
PWHT e riduzione dello stress: utilizzare il trattamento termico per ridurre le tensioni residue di trazione e temprare la martensite.
-
Rivestimenti e rivestimenti: proteggere le superfici dal contatto con pellicole acquose acide. Nota: i rivestimenti possono cedere e nascondere l'accesso alla corrosione.
-
Controllo ambientale: rimuovere o ridurre l'H₂S disciolto mediante trattamento con gas, uso di inibitori o essiccazione, ove possibile.
-
Protezione catodica (CP): Il CP può ridurre la corrosione, ma deve essere applicato con attenzione perché può modificare le caratteristiche di evoluzione dell'idrogeno; il CP non elimina la necessità di limiti di selezione dei materiali.
Modelli di guasto tipici e note di caso
-
Fessurazione della ZTA della saldatura in prossimità delle saldature di testa: frequente quando la PWHT è stata omessa e la durezza è elevata.
-
Fallimenti dei dispositivi di fissaggio ad alta resistenza: I bulloni in servizio acido si sono fratturati inaspettatamente a causa di sollecitazioni combinate e infragilimento da idrogeno.
-
Fessurazione longitudinale dei tubi di linea: cricche transgranulari che iniziano da difetti superficiali o caratteristiche di corrosione interna in tubi di linea ad alta resistenza esposti a H₂S umido.
Questi esempi sottolineano la necessità di controllare sia il materiale/durezza che lo stato di sollecitazione.
Tabelle di riferimento rapido
Tabella A - Suscettibilità relativa per famiglia di materiali (vista pratica)
| Famiglia di materiali | Suscettibilità relativa al SSC | Nota pratica |
|---|---|---|
| Acciai a basso tenore di carbonio, ricotti (bassa durezza) | Basso-moderato | Il controllo della durezza è fondamentale. |
| Acciai temprati e rinvenuti ad alta resistenza | Alto | Evitare il servizio in condizioni di acidità, a meno che non sia stato testato e controllato. |
| Acciai inossidabili martensitici | Moderato-alto | È richiesto il controllo della tempra/PWHT e della durezza. |
| Acciai inossidabili austenitici | Basso-moderato | L'ambiente e il lavoro a freddo influenzano il rischio. |
| Leghe resistenti alla corrosione (nichel base, CRA ad alto tenore di nichel) | Basso | Costoso ma altamente affidabile in molte buste acide. |
Tabella B - Metodi di prova comuni e caratteristiche di misurazione
| Test | Uso principale | Riferimento standard |
|---|---|---|
| Tensione in soluzione acida | Non si può dire che non abbia funzionato con un carico di trazione prolungato. | NACE TM0177 |
| Trave piegata | Suscettibilità sotto sforzo di flessione | NACE TM0177 |
| Anello a C | Sensibilità della tacca locale | NACE TM0177 |
| Test combinati HIC e SSC | Vesciche di idrogeno e sensibilità alle crepe | Raccomandazioni di test NACE e ISO |
Domande frequenti
D1: L'SSC è la stessa cosa della cricca da tensocorrosione generale?
R: L'SSC è una forma specifica di SCC assistita da idrogeno che si verifica in ambienti umidi con H₂S; spesso coinvolge meccanismi di infragilimento da idrogeno in aggiunta ai processi di corrosione.
D2: Quale standard devo seguire per la selezione dei materiali nel servizio sour oil & gas?
R: ISO 15156 / NACE MR0175 è il principale standard internazionale per la selezione e la qualificazione dei materiali in servizio H₂S; NACE TM0177 fornisce i metodi di prova di laboratorio.
D3: I rivestimenti possono eliminare il rischio di SSC?
R: I rivestimenti riducono l'esposizione, ma non possono essere considerati l'unica mitigazione, perché il danneggiamento o la disaggregazione del rivestimento può esporre il substrato sotto stress; combinare i rivestimenti con materiali e ispezioni appropriate.
D4: Quale limite di durezza devo specificare?
R: Non esiste un limite unico per tutti i casi; molte specifiche utilizzano ~197 HB (≈ Rc22) come riferimento per gli acciai al carbonio, ma il limite preciso deve derivare dalla valutazione standard/ingegneristica per la pressione parziale H₂S e la temperatura specifiche.
D5: Gli acciai inossidabili sono immuni?
R: No - alcuni acciai inossidabili possono essere sensibili in specifiche condizioni H₂S o se lavorati a freddo; convalidare sempre la scelta in base alla guida ISO/NACE.
D6: I sistemi di protezione catodica prevengono l'SSC?
R: Il CP controlla la corrosione ma non elimina la generazione di idrogeno da ambienti acidi e, se applicato in modo improprio, può modificare l'evoluzione dell'idrogeno; il CP è un controllo supplementare, non sostituisce i materiali appropriati e i limiti di durezza.
D7: I test di laboratorio sono affidabili per le prestazioni sul campo?
R: I test di laboratorio sono essenziali per la qualificazione, ma devono essere interpretati con cautela: replicare il maggior numero possibile di condizioni sul campo e utilizzare criteri di accettazione conservativi.
D8: Quale frequenza di ispezione è consigliata?
R: L'ispezione deve essere basata sul rischio: una pressione parziale H₂S più elevata, uno stress maggiore o guasti precedenti richiedono un'ispezione più frequente. I tipi di NDT devono corrispondere alle modalità di guasto previste (UT, MPI, controlli di durezza).
D9: Quali sono i primi segnali di allarme di SSC?
R: Spesso ci sono pochi segni esterni; cercate distorsioni dovute alle sollecitazioni, nuove perdite o cambiamenti nei dati di emissione acustica/deformazione. Una regolare NDT è la migliore diagnosi precoce.
D10: Se un componente viene bocciato da SSC, quali sono i passi successivi da compiere?
R: Arresto e contenimento immediati, analisi dei guasti metallurgici, revisione dei registri dei materiali/delle durezze, rivalutazione dell'ambiente e delle sollecitazioni e attuazione di modifiche correttive delle specifiche e delle ispezioni prima del riavvio.
Breve lista di controllo per l'approvvigionamento e le specifiche tecniche
-
Citare la conformità ISO 15156 / NACE MR0175 e specificare l'involucro ambientale (pressione parziale H₂S, pH, temperatura).
-
Richiedere le prove di collaudo NACE TM0177 per i materiali non standard o ad alto rischio.
-
Specificare i valori massimi di durezza per il metallo base, le saldature e la ZTA e richiedere mappe di durezza.
-
Insistere sulla qualificazione della procedura di saldatura (PQR/WPS) con consumabili a basso contenuto di idrogeno e PWHT dove indicato.
-
Definire il piano di NDT/ispezione e gli intervalli di monitoraggio basati sul rischio.
Chiusura
La cricca da tensocorrosione da solfuro rimane una delle principali minacce all'integrità negli ambienti con idrocarburi acidi. La combinazione di standard industriali ben sviluppati (ISO 15156 / NACE MR0175 e NACE TM0177), di controlli ingegneristici (limiti di durezza, PWHT, sostituzione dei materiali) e di programmi disciplinati di ispezione sul campo fornisce un quadro solido per prevenire guasti catastrofici da SSC. Il monitoraggio continuo della ricerca (diffusione dell'idrogeno, nuovi CRA, NDT avanzati) e l'applicazione rigorosa dei dati dei test agli involucri reali sul campo sono essenziali per un funzionamento sicuro e affidabile.
Riferimenti autorevoli
- ISO 15156: Industrie del petrolio e del gas naturale - Materiali per l'utilizzo in ambienti contenenti H₂S (ISO)
- Valutazione della cricca da corrosione sotto sforzo, solfuro (AMPP / Corrosion Journal)
- Cricche e blister indotti dall'idrogeno negli acciai - Revisione (NIST / ML Martin)
- Leghe resistenti alla corrosione nel settore petrolifero e del gas - Linee guida per la selezione (Nickel Institute)
