El agrietamiento por corrosión bajo tensión por sulfuro (comúnmente abreviado SSC o SSCC) es un fallo frágil asistido por hidrógeno que se produce cuando aceros y aleaciones susceptibles se exponen a sulfuro de hidrógeno húmedo (H₂S) bajo tensión de tracción. El fenómeno está controlado por tres elementos vinculados: un entorno ácido (que contiene H₂S) que produce hidrógeno atómico en la superficie del metal, tensión de tracción (residual o aplicada) y una microestructura/dureza que permite la fragilización inducida por hidrógeno y la propagación de grietas. Las formas más fiables de gestionar la CSS son (1) seleccionar materiales y niveles de dureza que hayan demostrado ser resistentes según normas reconocidas (por ejemplo, NACE TM0177, NACE MR0175 / ISO 15156), (2) controlar las tensiones mediante el diseño y el tratamiento térmico posterior a la soldadura, y (3) aplicar controles ambientales y programas de inspección. Cuando se combinan estas medidas, el riesgo de CSC puede reducirse a niveles aceptables para las industrias del petróleo y el gas, el refino y afines.
¿Qué es la corrosión bajo tensión por sulfuro?
El agrietamiento por corrosión bajo tensión por sulfuro es un agrietamiento frágil relacionado con el hidrógeno que se produce en componentes metálicos expuestos a entornos acuosos que contienen sulfuro de hidrógeno (H₂S) y humedad mientras están sometidos a esfuerzos de tracción. Las grietas suelen ser transgranulares o intergranulares y, si no se controlan, pueden provocar un fallo repentino y catastrófico sin apenas aviso. Dado que el H₂S es común en muchos flujos de petróleo, gas y refinado, el SSC es una preocupación central de seguridad y fiabilidad en la producción, transporte y procesamiento de hidrocarburos.
Breve perspectiva histórica
La industria del petróleo y el gas empezó a documentar la CSS en las décadas de 1950 y 1960, cuando la producción se trasladó a yacimientos "agrios" que contenían H₂S. Los primeros fracasos sobre el terreno impulsaron el desarrollo de métodos de ensayo prácticos de laboratorio y, con el tiempo, de normas formales. La NACE (que ahora forma parte de la AMPP) codificó los procedimientos de ensayo (TM0177) y las recomendaciones sobre materiales (MR0175 / ISO 15156), que siguen siendo la columna vertebral de la práctica industrial de cualificación de materiales para servicios ácidos.
Mecanismos: cómo empiezan y crecen las grietas
La investigación contemporánea indica que la CSS no es un mecanismo único, sino una combinación de procesos relacionados:
-
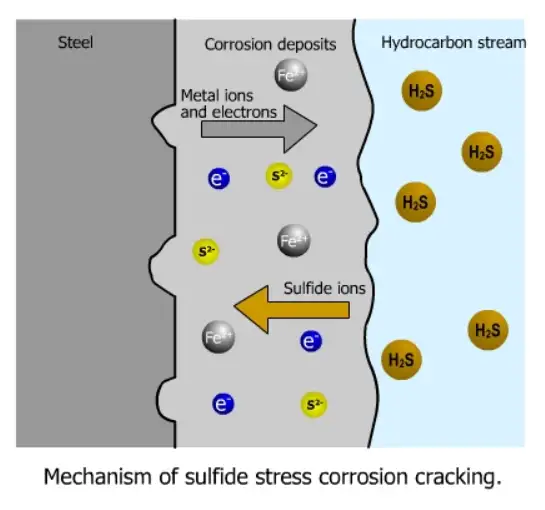
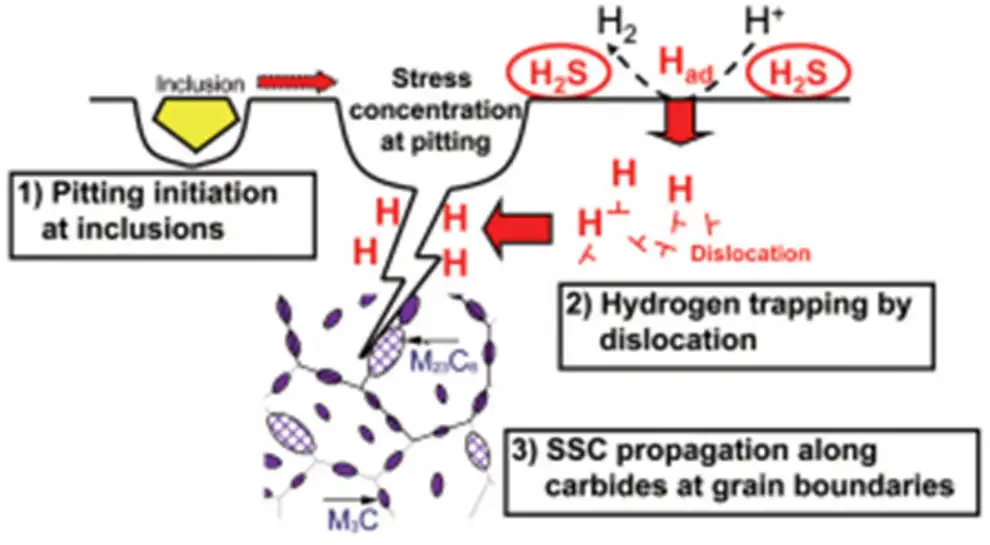
Fragilización por hidrógeno / agrietamiento asistido por hidrógeno: El H₂S en solución acuosa se reduce en la superficie del acero y, mediante reacciones catódicas, genera hidrógeno adsorbido y atómico. El hidrógeno atómico se difunde en el metal, se concentra en lugares trampa (inclusiones, dislocaciones, límites de grano) y reduce la ductilidad y la resistencia a la fractura. La fractura se produce entonces bajo tensión de tracción.
-
Contribución de la corrosión bajo tensión (SCC): En algunas situaciones, la disolución anódica en la punta de la grieta se combina con la fragilización por hidrógeno para favorecer la propagación de la grieta. La contribución relativa de la disolución anódica frente a la fragilización por hidrógeno puede variar en función de la aleación, el entorno y el estado de tensión.
-
Factores críticos: La iniciación/propagación de grietas requiere (1) la disponibilidad de H atómico, (2) una intensidad de tensión superior a los umbrales locales (a menudo tensiones residuales o relacionadas con la soldadura) y (3) una condición metalúrgica (por ejemplo, dureza, martensita, fragilización por martensita templada) que permita la fractura frágil a la temperatura y velocidad de deformación pertinentes.
Factores ambientales que modifican el riesgo de CSS
Variables medioambientales clave (interpretación práctica):
-
Presión parcial (o concentración) de H₂S: Un mayor H₂S tiende a aumentar el hidrógeno disponible en la superficie del metal; las normas y los esquemas de cualificación utilizan la presión parcial de H₂S como factor principal de clasificación.
-
pH: Un pH muy bajo aumenta la disolución ácida; las condiciones de pH casi neutro "H₂S húmedo" son particularmente insidiosas porque permiten la formación de sulfuro con generación de hidrógeno.
-
Temperatura: El aumento de la temperatura puede acelerar la velocidad de reacción y la difusión del hidrógeno, pero también modificar la solubilidad.
-
Salinidad y otros iones (Cl-, CO₂): Los iones cloruro y CO₂ pueden empeorar la corrosión general y modificar el comportamiento de generación/difusión de hidrógeno; los entornos mixtos (H₂S + CO₂) requieren una evaluación especial.
-
Régimen de caudal y oxígeno: El flujo afecta a la estabilidad de la película superficial y la presencia de oxígeno puede desviar los mecanismos de corrosión del comportamiento típico de sólo H₂S.
Qué materiales son sensibles: la metalurgia importa
Normas generales (orientación práctica):
-
Aceros al carbono de baja resistencia y dureza pueden ser susceptibles a fenómenos inducidos por el hidrógeno, como el agrietamiento inducido por hidrógeno (HIC) y el agrietamiento escalonado, pero tienden a ser menos propensos a la CSS si la dureza y el límite elástico se mantienen bajos.
-
Aceros de alta resistencia y aceros templados y revenidos (grados de mayor límite elástico, por ejemplo, API X70+ o tuberías y elementos de fijación de alta resistencia) son mucho más susceptibles a la CSS porque su microestructura atrapa el hidrógeno y tiene menor tolerancia a la fragilización por hidrógeno. El control de la dureza es fundamental.
-
Aceros inoxidables austeníticos no son inmunes - en algunas condiciones de H₂S húmedo pueden sufrir agrietamiento asistido por hidrógeno o fallos localizados relacionados con el sulfuro - por lo que los grados inoxidables deben evaluarse según las directrices MR0175/ISO15156.
-
Aleaciones a base de níquel y otras aleaciones resistentes a la corrosión (CRA) suelen tener una resistencia superior y se especifican cuando así lo exigen el riesgo de CSE o los requisitos de rendimiento, pero son costosos y deben seleccionarse según los límites estándar y la cualificación del laboratorio.
Guía de dureza (regla empírica): Muchos códigos limitan la dureza Brinell (HB) para el servicio ácido; para los aceros al carbono y de baja aleación, un límite superior típico utilizado en las especificaciones es de aproximadamente 197 HB (≈ Rc 22), mientras que los aceros de alta resistencia a menudo requieren una dureza inferior en la ZAT de la soldadura o en las zonas afectadas por el calor. Siga siempre las especificaciones de material del comprador y los límites NACE/ISO para el entorno específico.
Soldadura, fabricación y microestructuras - atención especial requerida
Las zonas afectadas por el calor de soldadura (HAZ), las regiones de grano grueso, la martensita no templada y las microestructuras de temple son trampas de hidrógeno comunes y lugares de iniciación de grietas. Controles de fabricación clave:
-
Control de la temperatura de precalentamiento y entre pasadas para evitar la formación de martensita no templada.
-
Tratamiento térmico posterior a la soldadura (PWHT) para templar las estructuras martensíticas y reducir las tensiones residuales cuando proceda.
-
Control del hidrógeno en los consumibles de soldadura (electrodos de bajo hidrógeno, almacenamiento y cocción adecuados).
-
Medición de la dureza de la ZAT y las soldaduras para verificar el cumplimiento.
Normas y métodos de ensayo
Los dos documentos más citados son:
-
ISO 15156 / NACE MR0175 - establece principios y normas específicas para la selección de materiales para entornos de H₂S en petróleo y gas; define envolventes medioambientales y clases de aleación y proporciona límites prácticos (por ejemplo, límites de dureza, aleaciones permitidas para presiones parciales de H₂S y temperaturas específicas).
-
NACE TM0177 (Métodos de ensayo de la acidez) - prescribe los procedimientos de ensayo de laboratorio (tracción, viga doblada, anillo en C, viga en voladizo doble) para evaluar la resistencia a la CSS/SSCC y es la referencia de ensayo de facto para la cualificación. La norma describe las soluciones y los montajes de ensayo utilizados para reproducir las condiciones agrias en el laboratorio.
Otros documentos útiles son NACE MR0103 (servicio de refinería) y varias especificaciones de materiales API y de empresas que hacen referencia o complementan las directrices ISO/NACE.
Pruebas de laboratorio: qué dicen los principales métodos
Métodos de ensayo comunes de la CSS (breve resumen):
| Método de ensayo | Qué simula | Típica métrica de resultados |
|---|---|---|
| Tracción (TM0177 Método A) | Carga de tracción constante en solución ácida | Tiempo hasta el fallo / aspecto de la fractura. |
| Bent-beam (TM0177 Método B) | Tensión de flexión + entorno para acelerar el agrietamiento | Pasa/no pasa tras el periodo de exposición. |
| Anillo en C (TM0177 Método C) | Tensión de tracción localizada alrededor de la muesca anular | Evaluación de la iniciación y propagación de grietas. |
| Viga en voladizo doble (TM0177 Método D) | Fatiga/crecimiento de grietas en ambientes agrios | Crecimiento de grietas / visión de la mecánica de la fractura. |
Las pruebas de laboratorio son necesarias para calificar materiales para entornos agrios específicos, pero deben interpretarse con cautela porque las soluciones de laboratorio y las tensiones impuestas son simplificaciones de las condiciones de campo.
Inspección y control: END prácticos y controles sobre el terreno
Dado que la CSS puede producir firmas de corrosión externa mínimas antes del fallo frágil, los programas de inspección deben combinarse:
-
Ecografía normal (UT) y ultrasonidos phased-array para detectar grietas internas y defectos planos.
-
Prueba de partículas magnéticas (MPI) de grietas superficiales o casi superficiales en componentes ferrosos accesibles.
-
Estudios de dureza a través del metal base, las soldaduras y la ZAT para garantizar el cumplimiento de los límites especificados.
-
Control químico de los fluidos producidos y las tuberías para determinar la concentración de H₂S, el pH y los niveles de cloruro.
-
Control de la deformación y la tensión en componentes de alto riesgo para detectar cargas inusuales o fluencia.
La frecuencia de las END proactivas debe basarse en el riesgo (mayor para los lugares de alta tensión o alta presión parcial de H₂S).
Controles de diseño y especificación que reducen el riesgo de CSS
Elementos clave y de gran impacto del pliego de condiciones:
-
Selección de materiales según ISO 15156 / NACE MR0175 con envolvente ambiental explícita (presión parcial de H₂S, temperatura, pH).
-
Límites de dureza (Brinell o Rockwell) para el metal base y la ZAT de la soldadura. Las especificaciones típicas de los proveedores exigen HB ≤ 197 para muchos aceros al carbono en servicio ácido, pero los valores varían según la aleación y el ámbito de servicio.
-
Reducir las tensiones de tracción por secciones más gruesas, cambios en la geometría del diseño o uso de alivio post-tensión (PWHT, recocido de alivio de tensiones).
-
Especificar procedimientos de soldadura y consumibles que limitan la captación de hidrógeno, y requieren PWHT cuando sea necesario.
Mitigación y controles operativos
Un enfoque por capas produce los mejores resultados:
-
Sustitución de material: siempre que sea posible, utilizar CRA o aleaciones de base níquel para los componentes expuestos a las condiciones de H₂S más agresivas.
-
Control de la dureza: verificar y hacer cumplir los valores máximos de dureza para todos los artículos adquiridos y fabricados.
-
PWHT y alivio del estrés: utilizar el tratamiento térmico para reducir las tensiones residuales de tracción y templar la martensita.
-
Recubrimientos y revestimientos: proteger las superficies del contacto con películas acuosas ácidas. Nota: los revestimientos pueden fallar y ocultar la corrosión.
-
Control medioambiental: eliminar o reducir el H₂S disuelto mediante tratamiento con gas, uso de inhibidores o secado cuando sea posible.
-
Protección catódica (PC): La CP puede reducir la corrosión, pero debe aplicarse con cuidado porque puede cambiar las características de evolución del hidrógeno; la CP no elimina la necesidad de límites de selección de materiales.
Patrones típicos de fallo y notas de casos
-
Agrietamiento de la ZAT de la soldadura cerca de las soldaduras circunferenciales: frecuente cuando se omitió el PWHT y la dureza es alta.
-
Fallos en las fijaciones de alta resistencia: pernos en servicio agrio se han fracturado inesperadamente debido a la combinación de tensión y fragilización por hidrógeno.
-
Fisuración longitudinal de tuberías: grietas transgranulares que se inician en defectos superficiales o características de corrosión interna en tuberías de alta resistencia expuestas a H₂S húmedo.
Estos ejemplos ponen de relieve la necesidad de controlar tanto el material/dureza como el estado de tensión.
Tablas de consulta rápida
Tabla A - Susceptibilidad relativa por familia de materiales (vista práctica)
| Familia de materiales | Susceptibilidad relativa a la CSS | Nota práctica |
|---|---|---|
| Aceros recocidos de bajo contenido en carbono (baja dureza) | Bajo-moderado | El control de la dureza es fundamental. |
| Aceros de alta resistencia templados y revenidos | Alta | Evitar en servicio agrio a menos que se pruebe y controle. |
| Aceros inoxidables martensíticos | Moderado-alto | Es necesario controlar el revenido/PWHT y la dureza. |
| Aceros inoxidables austeníticos | Bajo-moderado | El entorno y el trabajo en frío influyen en el riesgo. |
| Aleaciones resistentes a la corrosión (base níquel, CRA de alto contenido en Ni) | Bajo | Costoso pero muy fiable en muchos sobres agrios. |
Tabla B - Métodos de ensayo habituales y lo que miden
| Prueba | Uso principal | Referencia estándar |
|---|---|---|
| Tracción en solución ácida | Fallo/no fallo bajo carga de tracción sostenida | NACE TM0177 |
| Bent-beam | Susceptibilidad a la flexión | NACE TM0177 |
| Anillo en C | Sensibilidad de la muesca local | NACE TM0177 |
| Pruebas combinadas HIC y SSC | Ampollas de hidrógeno y sensibilidad a las grietas | Recomendaciones de ensayo NACE e ISO |
Preguntas frecuentes
P1: ¿Es la CSS lo mismo que la corrosión bajo tensión general?
R: La SSC es una forma específica de SCC asistida por hidrógeno que se produce en entornos húmedos de H₂S; a menudo implica mecanismos de fragilización por hidrógeno además de procesos de corrosión.
P2: ¿Qué norma debo seguir para la selección de materiales en el servicio de gas y petróleo ácido?
R: ISO 15156 / NACE MR0175 es la principal norma internacional para la selección y cualificación de materiales en servicio H₂S; NACE TM0177 proporciona los métodos de ensayo de laboratorio.
P3: ¿Pueden los revestimientos eliminar el riesgo de CSS?
R: Los revestimientos reducen la exposición, pero no se puede confiar en ellos como única medida de mitigación, ya que los daños o el desprendimiento del revestimiento pueden exponer el sustrato sometido a tensión; combine los revestimientos con los materiales y la inspección adecuados.
P4: ¿Qué límite de dureza debo especificar?
R: No existe un límite único para todos los casos; muchas especificaciones utilizan ~197 HB (≈ Rc22) como referencia para los aceros al carbono, pero el límite preciso debe proceder de la norma/evaluación de ingeniería para la presión parcial de H₂S y la temperatura específicas.
P5: ¿Son inmunes los aceros inoxidables?
R: No - algunos aceros inoxidables pueden ser sensibles en condiciones específicas de H₂S o si se trabajan en frío; valide siempre la selección según las directrices ISO/NACE.
P6: ¿Los sistemas de protección catódica evitan la CSS?
R: El CP controla la corrosión pero no elimina la generación de hidrógeno de los ambientes agrios y, si se aplica incorrectamente, puede modificar la evolución del hidrógeno; el CP es un control complementario, no sustituye a los materiales adecuados ni a los límites de dureza.
P7: ¿Son fiables las pruebas de laboratorio para el rendimiento sobre el terreno?
R: Las pruebas de laboratorio son esenciales para la cualificación, pero deben interpretarse con cautela: reproduzca tantas condiciones de campo como sea posible y utilice criterios de aceptación conservadores.
P8: ¿Qué frecuencia de inspección se recomienda?
R: La inspección debe basarse en el riesgo: una mayor presión parcial de H₂S, una mayor tensión o fallos anteriores requieren una inspección más frecuente. Los tipos de END deben corresponderse con los modos de fallo previstos (UT, MPI, comprobaciones de dureza).
P9: ¿Cuáles son los primeros signos de alerta de la CSS?
R: A menudo hay pocos signos externos; busque distorsiones relacionadas con la tensión, nuevas fugas o cambios en los datos de emisión acústica/deformación. Los END periódicos son la mejor forma de detección precoz.
P10: Si un componente suspende por SSC, ¿qué pasos deben darse a continuación?
R: Parada y contención inmediatas, análisis metalúrgico del fallo, revisión de los registros de materiales/dureza, reevaluación del entorno y las tensiones, y aplicación de cambios correctivos en las especificaciones y las inspecciones antes de volver a arrancar.
Breve lista de comprobación para las especificaciones de contratación e ingeniería
-
Cite el cumplimiento de la norma ISO 15156 / NACE MR0175 y especifique la envolvente ambiental (presión parcial de H₂S, pH, temperatura).
-
Exigir pruebas de ensayo NACE TM0177 para materiales no estándar o de alto riesgo.
-
Especificar los valores máximos de dureza para el metal base, las soldaduras y la ZAT y exigir mapas de dureza.
-
Insistir en la cualificación del procedimiento de soldadura (PQR/WPS) con consumibles de bajo hidrógeno y PWHT cuando esté indicado.
-
Definir el plan de END/inspección y los intervalos de control basados en el riesgo.
Cerrar
El agrietamiento por corrosión bajo tensión por sulfuro sigue siendo una de las principales amenazas para la integridad en entornos de hidrocarburos ácidos. La combinación de normas industriales bien desarrolladas (ISO 15156 / NACE MR0175 y NACE TM0177), controles de ingeniería (límites de dureza, PWHT, sustitución de materiales) y programas disciplinados de inspección sobre el terreno proporciona un marco sólido para evitar fallos catastróficos por CSS. La supervisión continua de la investigación (difusión de hidrógeno, nuevos CRA, END avanzados) y la aplicación rigurosa de los datos de las pruebas a envolventes de campo reales son esenciales para un funcionamiento seguro y fiable.
Referencias autorizadas
- ISO 15156: Petroleum and natural gas industries - Materials for use in H₂S-containing environments (ISO).
- Evaluación del agrietamiento por corrosión bajo tensión, sulfuro (AMPP / Corrosion Journal)
- Agrietamiento y ampollamiento inducidos por hidrógeno en aceros - Revisión (NIST / ML Martin)
- Aleaciones resistentes a la corrosión en petróleo y gas - Directrices de selección (Instituto del Níquel)
