Para trabajos pequeños, reparaciones sobre el terreno y acero pesado oxidado/sucio en los que la sencillez y la portabilidad son importantes, soldadura con electrodo (SMAW) suele ganar. Para la producción, la fabricación de planchas gruesas o cuando la velocidad y la alta deposición son prioritarias, especialmente en el taller o en trabajos estructurales... soldadura por arco con núcleo de fundente (FCAW) suele ser la mejor opción. Cada proceso tiene sus ventajas y desventajas técnicas (perfil de penetración, velocidad de deposición, necesidades de equipamiento, comportamiento de la escoria, generación de humos y coste por longitud) que hacen que uno sea preferible en determinados sectores y condiciones de unión.
¿Qué es la soldadura con electrodo y con núcleo de fundente?
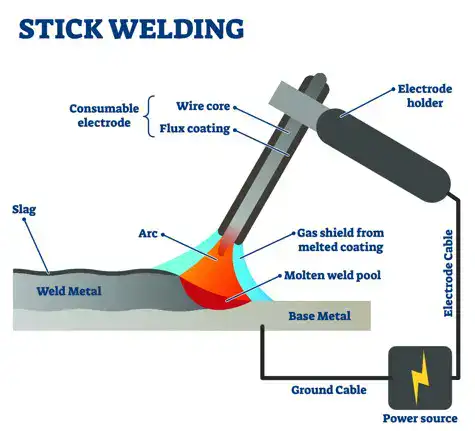
Soldadura por varilla (SMAW): Soldadura por arco metálico protegido: utiliza una varilla consumible recubierta de fundente (electrodo). El electrodo transporta la corriente y suministra el metal de aportación; el fundente de la varilla se funde para crear escoria y gas de protección que protegen el baño de soldadura líquido. La mecánica de SMAW es sencilla: una fuente de corriente constante (CA o CC), un portaelectrodos, una pinza de masa y las varillas.
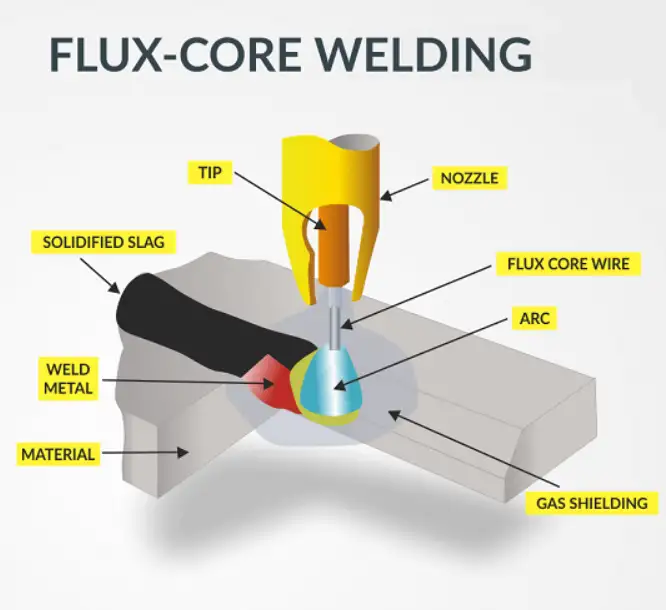
Soldadura por arco con núcleo de fundente (FCAW) alimenta un alambre tubular que contiene fundente a través de un alimentador de alambre y una pistola. Existen dos tipos principales: FCAW autoprotegido (FCAW-S) donde el flujo proporciona blindaje, y FCAW con gas de protección (FCAW-G) que utiliza gas de protección externo (a menudo CO₂ o gases mixtos) para la estabilidad del arco y la metalurgia. La FCAW combina las ventajas de la alimentación por hilo (mayor deposición, alimentación constante) con la protección por fundente que permite el trabajo en exteriores y en secciones pesadas.
Diferencias entre el arco y el consumible (mecánica y metalurgia)
-
Geometría del electrodo: Los electrodos SMAW son varillas macizas con revestimiento de fundente; los FCAW utilizan un alambre tubular hueco relleno de fundente. Esta diferencia estructural genera diferencias en la capacidad de alimentación, la longitud útil y la eficiencia de deposición.
-
Mecanismo de blindaje: Los revestimientos SMAW se queman para crear gases y escoria; el fundente FCAW hace lo mismo internamente (y FCAW-G añade gas externo). FCAW y SMAW autoprotegidos permiten trabajar al aire libre sin botellas; FCAW-G y MIG requieren control de gas.
-
Fuente de alimentación y polaridad: SMAW suele utilizar máquinas de corriente constante (CC); FCAW suele utilizar fuentes de tensión constante (CV) diseñadas para la alimentación de alambre; las recomendaciones de polaridad difieren según el tipo de electrodo (consulte los datos del fabricante y las clasificaciones AWS).
Normas y clasificaciones de metales de aportación
Normas clave que debe consultar a la hora de especificar los electrodos, la cualificación o la adquisición:
-
AWS A5.1/A5.1M - Electrodos de acero al carbono para SMAW (clasificaciones comunes como E7018).
-
AWS A5.20/A5.20M - Especificación relativa a los electrodos de acero al carbono para el soldeo por arco con núcleo fundente (incluye los alambres de clase E71T, los designadores de utilizabilidad, los límites de hidrógeno difusible, etc.).
-
Proyecto y códigos estructurales (por ejemplo, AWS D1.1API, normas de construcción naval) harán referencia a los procesos y metales de aportación aceptables y, a menudo, establecerán la tenacidad y el precalentamiento/poscalentamiento requeridos. Compruebe siempre el código de control.
Equipamiento y configuración: lo que necesita
Equipo mínimo y extras notables para cada proceso:
SMAW (varilla):
-
Máquina de soldadura CC (transformador, inversor CC), portaelectrodos, pinza de masa.
-
Tamaños de varilla típicos 1/16"-3/32"-1/8" (1,6-3,2-4,0 mm).
-
EPI básico; cubo para escoria y martillo picador.
FCAW:
-
Fuente de alimentación CV con alimentador de alambre y un conjunto de punta/pistola de contacto.
-
Bobina de hilo tubular (las bobinas autoprotegidas pueden utilizarse sin gas; los hilos con gas requieren regulador, manguera y gas).
-
Rodillos de arrastre (ranura en V o en U) y camisas adecuados para el tipo de hilo.
-
A veces, consumibles antisalpicaduras y mezclas especiales de gas de protección.
Métricas de rendimiento: tabla de comparación rápida
| Métrica | SMAW (varilla) | FCAW (con núcleo de fundente) |
|---|---|---|
| Tasa de deposición típica | Bajo-moderado (interrupción de cambio de varilla) | Alta (alimentación continua de hilo): hasta varios × más alta. |
| Velocidad de desplazamiento | Más lento | Más rápido |
| Penetración típica | Penetración de raíces generalmente buena y profunda en secciones pesadas | Muy bueno; FCAW a menudo diseñado para alta deposición con fuerte fusión (varía según el alambre). |
| Adecuación para exteriores | Excelente (no necesita botella) | FCAW-S excelente; FCAW-G no adecuado sin protección contra el viento. |
| Escoria y limpieza | Escoria pesada, requiere astillado manual | Escoria presente (depende del alambre), a menudo requiere astillado/triturado |
| Complejidad de los equipos | Simple | Mayor (alimentador, pistola, rodillos de arrastre) |
| Facilidad de aprendizaje | Relativamente fácil de poner en marcha | Es más fácil obtener cordones uniformes con la alimentación por hilo, pero los ajustes y la alimentación requieren un ajuste. |
| Coste por libra de metal de soldadura | Menor coste del electrodo, pero menor productividad | Mayor coste de consumibles pero mayor productividad (el coste por pie suele ser inferior en producción). |
(Referencias: datos técnicos y guías del fabricante de fuentes industriales).
Condiciones de trabajo prácticas: exteriores, posición y limpieza
-
Exteriores / lugares ventosos: El SMAW y el FCAW autoprotegido (FCAW-S) son preferibles porque el fundente proporciona la protección, sin botellas de gas que se puedan volar. El FCAW con protección de gas o el MIG/GMAW se resisten al viento sin cortavientos.
-
Soldadura fuera de posición (vertical, por encima de la cabeza): Ciertas formulaciones de electrodos/hilos están optimizadas para el desplazamiento cuesta arriba y la soldadura posicional. Las formulaciones FCAW se producen para la soldadura vertical/en subida en la fabricación pesada; los electrodos SMAW (por ejemplo, E7018 de bajo hidrógeno) se utilizan ampliamente para la cualificación posicional en los códigos. Consulte siempre los designadores de uso de los electrodos y los requisitos de cualificación de los procedimientos.
-
Metal sucio u oxidado: Tanto SMAW como FCAW toleran mejor la contaminación superficial que MIG o TIG de hilo macizo, pero se recomienda la limpieza previa para evitar la porosidad o el atrapamiento de escoria. FCAW puede ser más tolerante en contextos de reparación de alta producción.
Calidad, defectos comunes y cómo gestionarlos
Defectos típicos de SMAW
-
Porosidad - por humedad en las barras, mala técnica o metal base contaminado. Mantenga las varillas secas; almacene las varillas de bajo hidrógeno según el fabricante.
-
Subcotización / falta de fusión - velocidad de desplazamiento incorrecta, amperaje erróneo, ángulo del electrodo deficiente.
-
Atrapamiento de escoria - eliminación inadecuada de la escoria entre pasadas.
Defectos típicos de FCAW
-
Porosidad - a menudo causadas por un blindaje inadecuado (viento, flujo de gas incorrecto para FCAW-G), polaridad incorrecta o fundente húmedo en el alambre.
-
Salpicaduras y humo excesivos - común con ciertos cables autoprotegidos y ajustes erróneos; importante el control de humos.
-
Fusión/quemadura incompleta - velocidad de desplazamiento demasiado elevada o parámetros erróneos.
Cómo gestionar
-
Siga siempre los márgenes típicos del fabricante en cuanto a tensión, velocidad/amperios del hilo y ángulo del electrodo. Utilizar el gas de protección y el caudal recomendados para FCAW-G. Almacenar los consumibles en seco; las varillas con bajo contenido en hidrógeno (por ejemplo, E7018) deben conservarse en hornos según las especificaciones. Consulte las guías de solución de problemas de AWS y del fabricante cuando persistan los defectos.
Coste y productividad
Impulsores de la productividad: tasa de deposición (lb/h o kg/h), velocidad de desplazamiento, retrabajo necesario, habilidad del operario, tiempo de inactividad para cambios de electrodo/carrete.
| Factor coste | SMAW | FCAW |
|---|---|---|
| Precio unitario de los consumibles | Inferior por varilla | Más alto por bobina/hilo |
| Longitud de relleno desperdiciada | Algunos residuos en los extremos de las varillas | Mínimo (la alimentación por cable utiliza casi todo) |
| Mano de obra (por pie de soldadura) | Más alto (desplazamiento más lento, más paradas) | Inferior (alimentación continua, más rápida) |
| Tiempo de preparación y limpieza | Significativo (astillado de escoria por pasada) | Moderado (aún es necesario retirar la escoria) |
| Inversión en equipos | Baja | Superior (alimentador, pistola, carrete) |
Interpretación: Para reparaciones puntuales o trabajos pequeños, SMAW suele tener un coste total inferior debido a su mínima preparación. Para soldaduras largas y repetitivas o producción de chapas gruesas, la mayor deposición y el avance continuo de FCAW suelen reducir el coste por pie lineal a pesar del mayor precio de los consumibles. Los estudios de productividad realizados por fabricantes y talleres indican que las tasas de deposición de FCAW pueden ser varias veces superiores a las de SMAW en juntas de tamaño similar, lo que se traduce en una reducción de la mano de obra y del coste total del trabajo para alcances mayores.
Salud, humos y consideraciones medioambientales
-
Generación de humos: La soldadura FCAW (en sus dos variantes) suele producir más humos que la soldadura SMAW debido a la combustión continua del fundente y a las elevadas tasas de deposición. El vapor metálico y los componentes del fundente pueden aumentar los niveles de humos de manganeso y hierro, lo que es importante para los límites de exposición y la planificación de la ventilación. Utilice ventilación local por aspiración (LEV), respiradores cuando sea necesario y respete los límites de exposición profesional.
-
Humo y visibilidad: El FCAW autoprotegido puede producir humo denso que dificulta la visibilidad; se recomienda la iluminación y el control de humos.
-
Limpieza de escorias y salpicaduras: Ambos procesos requieren una limpieza posterior a la soldadura; el FCAW suele producir más salpicaduras y el SMAW escoria más gruesa. Una limpieza adecuada es importante para evitar riesgos de deslizamiento y garantizar la fiabilidad de la inspección.
Elegir por aplicación: ejemplos del sector
Construcción / montaje de estructuras de acero
-
Preferido: FCAW-G (tienda) por eficiencia; FCAW-S o SMAW (condiciones de campo) cuando el viento o la movilidad impiden el uso de botellas. Muchos talleres de montaje utilizan líneas FCAW para soldaduras en ángulo y SMAW para pasadas de raíz cuando los códigos exigen una cualificación específica del metal de aportación.
Construcción naval / fabricación pesada
-
Preferido: FCAW para soldaduras de filete y ranura de gran volumen debido al rendimiento; SMAW se utiliza a menudo para reparaciones o cuando los procedimientos cualificados lo requieren.
Mantenimiento y reparación
-
Preferido: SMAW o FCAW-S por su portabilidad y tolerancia a un ajuste no perfecto.
Soldadura de tuberías/campos
-
SMAW tiene una larga historia en trabajos en tuberías; FCAW puede utilizarse para algunas aplicaciones cuando los procedimientos y la cualificación lo permiten, pero las opciones con protección de gas pueden ser limitadas en exteriores. Cumpla siempre los requisitos del código y de cualificación.
Elementos recomendados del procedimiento de soldadura y ejemplos de parámetros
Nota: Son los siguientes ejemplo rangos de parámetros para tamaños típicos de juntas de acero al carbono; desarrolle siempre un WPS/PQR y siga las directrices del fabricante del electrodo y del código AWS para los criterios de aceptación y las pruebas.
| Junta / Electrodo | Ejemplo de SMAW | Ejemplo de FCAW (tipo E71T) |
|---|---|---|
| Filete de 3/16" (1/8-1/4") | E7018 1/8" (3,2 mm), CC+ o CA, 90-120 A, recorrido 3-6 pulg/min | E71T-1 Hilo de 0,035", 16-22 V, 200-260 ipm (~150-220 A), desplazamiento más rápido |
| 1/2" soldadura de ranura | E7018 5/32"-3/32", 140-220 A (multipaso) | 0,045" tipo E71T, 22-28 V, 200-300 ipm (alta deposición) |
Elementos típicos del procedimiento a controlar
-
Temperaturas de precalentamiento y entre pasadas (según código y metal base).
-
Almacenamiento de electrodos (por ejemplo, almacenamiento en horno E7018 según la guía AWS A5.1).
-
Ajustes del gas de protección para FCAW-G (caudal y mezcla de gases).
-
Mantenimiento del rodillo impulsor y del revestimiento para evitar problemas de alimentación.
-
Tamaño del filete, ángulo de desplazamiento, patrón de tejido por diseño de junta.
Formación, cualificación y certificación
-
La cualificación de la soldadura (procedimientos y rendimiento del soldador) suele depender de los códigos (AWS D1.1 para acero estructural, API para tuberías, ASME para equipos a presión). Los códigos pueden permitir SMAW o FCAW siempre que el WPS/PQR cumpla los requisitos de propiedades mecánicas y tenacidad y el soldador obtenga un cupón de cualificación.
-
Los empleadores deben mantener registros del rendimiento de los soldadores para cada proceso y puesto. Los soldadores de FCAW deben estar formados en la configuración de la alimentación de hilo (tensión de accionamiento, selección de revestimiento), mientras que los soldadores de SMAW deben ser expertos en la manipulación de electrodos y en la técnica de golpeo/rebote.
Consejos prácticos de la práctica comercial
-
Mantenga las bobinas de hilo tubular secas y cubiertas; la humedad provoca porosidad.
-
Para SMAW, gestione las barras de bajo hidrógeno con hornos de almacenamiento adecuados y horneado cuando sea necesario.
-
Para FCAW-G, validar la selección del gas y el caudal en la chatarra antes de la producción.
-
Utilice los EPI y el control de humos adecuados: los procesos de deposición más elevados suelen requerir una mejor ventilación.
Preguntas frecuentes
-
¿Qué proceso proporciona un metal de soldadura más resistente?
La resistencia depende de la composición química del metal de aportación y del procedimiento. Los alambres FCAW se fabrican para cumplir propiedades específicas de resistencia a la tracción/resistencia, y las varillas SMAW (por ejemplo, E7018) también se fabrican para cumplir clases de códigos. Ninguno de los dos es siempre intrínsecamente más resistente: siga las especificaciones AWS para conocer los requisitos mecánicos. -
¿Es FCAW mejor que stick para trabajos estructurales?
Para filetes estructurales de gran volumen y chapa gruesa, a menudo se prefiere FCAW por productividad. En el caso de pasadas de raíz sensibles al código o restricciones de cualificación, puede seguir siendo necesario SMAW. -
¿Se puede utilizar FCAW al aire libre?
Sí para FCAW-S autoprotegido. La FCAW con protección de gas (FCAW-G) es sensible al viento a menos que esté protegida. -
¿Cuál es más fácil para los principiantes?
Muchos principiantes consideran que la alimentación por hilo (FCAW) es más fácil para producir cordones consistentes, pero ambos procesos requieren práctica para controlar la fusión y evitar defectos. -
¿Qué produce más humos?
FCAW tiende a generar mayores volúmenes de humos; aplique la extracción de humos y el EPI en consecuencia. -
¿Necesita FCAW gas de protección?
A veces: La soldadura FCAW puede ser autoprotegida (sin gas externo) o con gas. Elija según el entorno y las propiedades de soldadura requeridas. -
¿Las soldaduras FCAW son fáciles de inspeccionar visualmente?
La escoria y las salpicaduras pueden ocultar defectos, por lo que se deben mantener limpias las soldaduras entre pasadas y utilizar NDE según el código para las uniones críticas. -
¿Qué proceso desperdicia menos consumibles?
La alimentación de alambre tiene menos residuos (se utiliza casi toda la bobina) en comparación con las varillas (pueden desperdiciarse los extremos). Esto reduce el coste efectivo de producción. -
¿Cómo elegir para trabajar en tuberías o recipientes a presión?
Siga el código vigente: Los códigos ASME/API/AWS especifican los procesos permitidos y las clases de metal de aportación, así como las pruebas de cualificación. No presuma; verifique primero los requisitos del contrato o del código. -
¿Puedo cambiar de un proceso a otro en el mismo trabajo?
Sí, pero los WPS/PQR y las cualificaciones de los soldadores deben cubrir ambos procesos si se utilizan en la misma estructura. Garantizar el control de la entrada de calor y la temperatura entre pasadas para evitar problemas metalúrgicos.
Marco de decisión final
-
Pequeña reparación, única, lugar remoto, condiciones ventosas → SMAW o FCAW-S.
-
Alto rendimiento, placas gruesas, entorno de taller → FCAW-G (o FCAW-S para filetes si se necesita portabilidad).
-
El código dicta el relleno o el procedimiento → seguir la norma de control (AWS, ASME, API) y cualificarse en consecuencia.
