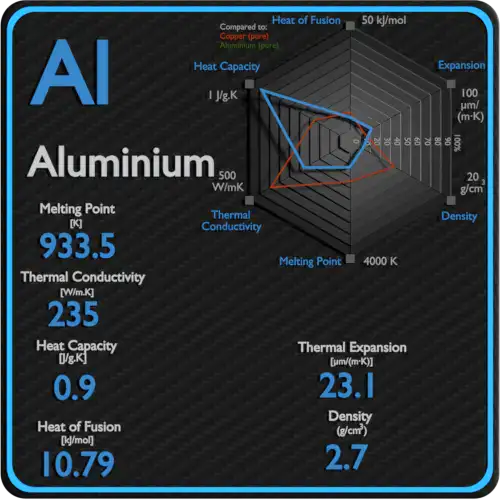
El punto de fusión del aluminio elemental puro (Al, 99,99% o grado técnico) es de 660,32 °C (933,47 K; 1.220,58 °F). En la práctica, el aluminio comercial y las aleaciones de ingeniería muestran rangos de fusión más bajos o más amplios: las aleaciones de fundición típicas comienzan a fundirse (solidus) a partir de aproximadamente 500-620 °C y terminar de fundirse (liquidus) hasta 640-660+ °Cdependiendo de la composición.
Definición básica: punto de fusión vs. solidus y liquidus
"Punto de fusión" suele referirse al temperatura de fusión de equilibrio de una sustancia cristalina puradonde coexisten las fases sólida y líquida. En el caso del aluminio puro, se trata de una temperatura única y bien definida. Para las aleaciones, la fusión se produce en un intervalo: el solidus es la temperatura en la que comienza la fusión (aparece el primer líquido), y el liquidus es donde se completa la fusión (desaparece el último sólido). En la práctica de la ingeniería, ambos puntos finales son importantes porque las ventanas de procesamiento y las microestructuras dependen de la cantidad de líquido presente a una temperatura determinada.
Valor estándar aceptado para el aluminio puro
Las fuentes de alta calidad coinciden en la temperatura de fusión aceptada del aluminio elemental:
-
NIST/Chemistry WebBook y las bases de datos termoquímicas indican que el punto de fusión es ~933,47 K = 660,32 °C (1.220,58 °F). Este es el valor utilizado en las tablas termofísicas.
-
Los compendios de referencia (CRC Handbook, RSC periodic table, Britannica) presentan esencialmente la misma cifra (660,3 °C), a veces redondeada a 660 °C.
Estos valores autorizados se basan en mediciones calorimétricas y de punto de fusión de alta precisión y constituyen la base de referencia para las fichas técnicas de los materiales.
Antecedentes termodinámicos y cristalográficos
El aluminio tiene una red cristalina cúbica centrada en la cara (fcc) (α-Al), estable hasta el punto de fusión. La fusión requiere romper el orden de largo alcance de la red: el equilibrio de energía de fonones y enlaces se describe termodinámicamente mediante la diferencia de energía libre entre líquido y sólido. En el caso del aluminio, el calor de fusión es modesto (≈ 0,5 °C). 10,7 kJ/mol), que coincide con la temperatura de fusión relativamente baja en comparación con los metales refractarios. Como la red fcc ofrece muchos sistemas de deslizamiento, el aluminio sólido es dúctil hasta condiciones próximas a la fusión.
Cómo los elementos de aleación y las impurezas modifican el comportamiento de fusión
Los elementos de aleación afectan al intervalo de fusión alterando los equilibrios termodinámicos:
-
Depresión del punto de fusión: Muchos elementos de aleación (Si, Cu, Mg, Zn, Fe) disminuyen el solidus o crean un intervalo de fusión porque se disuelven en la red de Al o forman eutécticos de baja fusión.
-
Sistemas eutécticos: Algunas aleaciones binarias o multicomponente de Al presentan reacciones eutécticas que producen líquido localizado a temperaturas significativamente inferiores a 660 °C. Por ejemplo, las aleaciones fundidas de Al-Si muestran una fusión eutéctica en torno a los 577 °C en función de la fracción de Si.
-
Alta pureza frente a grados técnicos: El Al de pureza ultra alta (99,999%) muestra la meseta de fusión más pronunciada; los grados comerciales con trazas de impurezas pueden mostrar una modesta ampliación del intervalo de fusión.
-
Segregación y microestructura: Durante la solidificación, la partición de solutos provoca una microsegregación que afecta al comportamiento de fusión local durante el recalentamiento o la soldadura.
Implicaciones para la ingeniería: Utilice siempre los datos de solidus/liquidus específicos de la aleación (no los elementales de 660,32 °C) al establecer las temperaturas del horno o de la soldadura.
Sólido y líquido: aleaciones seleccionadas (tablas)
Aluminio puro (referencia)
| Propiedad | Valor |
|---|---|
| Punto de fusión (Tfus) | 660.32 °C |
| Kelvin | 933.47 K |
| Fahrenheit | 1,220.58 °F |
| Calor de fusión (ΔHf) | ≈ 10,67 kJ/mol |
| Densidad (sólido cerca de RT) | 2,70 g-cm-³ |
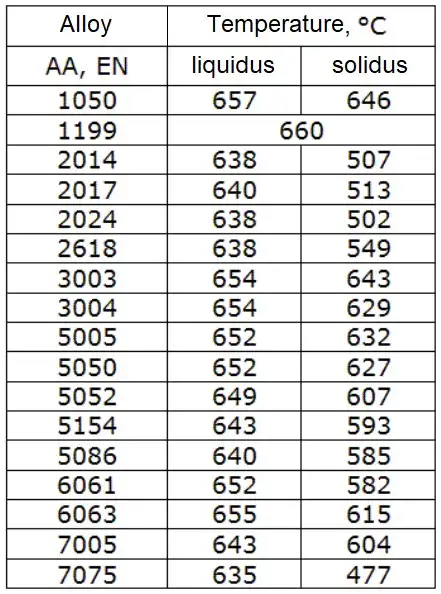
Sólido/líquido representativo para aleaciones de Al comunes (rangos típicos)
Nota: los rangos de aleación varían en función de la composición, el control de la temperatura, el método de medición y las normas (véanse las fichas técnicas de las aleaciones).
| Familia de aleaciones | Sólido típico (°C) | Liquidus típico (°C) | Comentario |
|---|---|---|---|
| 1xxx (Al puro) | 660 | 660 | Punto esencialmente único |
| 2xxx (serie Al-Cu, por ejemplo, 2024) | 502-505 | 635-640 | Amplio intervalo de fusión debido a los intermetálicos |
| 3xxx (Al-Mn, por ejemplo, 3003) | ≈ 640 | ≈ 650 | Gama más estrecha, endurecible en el trabajo |
| 4xxx (fundición de Al-Si/varilla, por ejemplo, 4032) | 577 | 615 | Eutécticos Al-Si fusión inferior |
| 5xxx (Al-Mg, por ejemplo, 5083) | ≈ 570-620 | ≈ 625-640 | El contenido de Mg afecta a la gama |
| 6xxx (Al-Mg-Si, por ejemplo, 6061) | ≈ 555-640 | ≈ 640-650 | Aleaciones típicas de extrusión |
| 7xxx (Al-Zn, por ejemplo, 7075) | ≈ 477-610 | ≈ 608-635 | Puede tener precipitados de baja fusión |
| Aleaciones moldeadas (Al-Si) | 520-570 | 575-640 | Buena fluidez de colada a bajas temperaturas |
(Los rangos anteriores son ilustrativos; consulte las hojas de datos del proveedor de la aleación o las hojas de la ASM/Aluminum Association para conocer el solidus/liquidus preciso).
Consecuencias prácticas de la fusión, la colada y la soldadura
-
Práctica de la fundición: Para la fusión y la conservación, las fundiciones suelen mantener las temperaturas de los hornos 50-150 °C por encima del liquidus de la aleación para garantizar la fluidez, la desgasificación y el recalentamiento necesarios para el vertido. En el caso del aluminio puro, esto podría significar mantener los fundidos a ~720-800 °C en función del método y el tiempo de colada.
-
Soldadura: El calentamiento localizado (por ejemplo, TIG, MIG) debe evitar superar el solidus de las aleaciones cerca de las uniones; las temperaturas de precalentamiento o entre pasadas se eligen para evitar la fusión de las zonas afectadas por el calor. La soldadura fuerte y blanda utiliza metales de aportación con puntos de fusión más bajos.
-
Tratamiento térmico: Los tratamientos de solución están muy por debajo de las temperaturas de fusión, pero deben elegirse de modo que la microestructura disuelva las fases de refuerzo sin acercarse a la fusión incipiente (que se produce cerca del solidus, donde se funden los constituyentes de baja fusión).
-
Reciclaje: La chatarra mezcla calidades de fundición y forjado; el comportamiento de fusión está dominado por los constituyentes de menor fusión y la presencia de contaminantes (por ejemplo, Zn, Pb), por lo que el control del proceso y el fundente son esenciales.
Métodos de medición, calibración e incertidumbre
Técnicas de medición habituales:
-
Calorimetría diferencial de barrido (DSC): Mide el flujo de calor; proporciona temperaturas de inicio (solidus) y de pico (fusión) precisas para muestras pequeñas. Se necesitan patrones de calibración (p. ej., indio, zinc) para mantener una precisión trazable.
-
Análisis térmico diferencial (ATD): Similar al DSC; más barato pero con mayor incertidumbre.
-
Pirometría / métodos ópticos: Se utiliza a escala de fundición para controlar las temperaturas del baño; la emisividad y la calibración son críticas, y los pirómetros miden la temperatura de la superficie, no el equilibrio interno.
-
Aparato de punto de fusión / tubo capilar: Métodos de laboratorio tradicionales para sustancias puras.
Fuentes de incertidumbre: pureza de la muestra, velocidad de calentamiento (las velocidades más altas desplazan las temperaturas de inicio observadas), atmósfera (la oxidación eleva las temperaturas aparentes al aislar) y calibración del instrumento. Para necesidades de alta precisión, utilice materiales de referencia estándar e informe del método de medición y la velocidad de calentamiento.
Diagramas de fases y fenómenos eutécticos
Los diagramas de fase (binarios y multicomponente) muestran qué fases son estables a determinadas composiciones y temperaturas. Características clave para los sistemas de aluminio:
-
Al-Si binario: Un sistema de fundición común con un eutéctico en torno a ~12,6 wt% Si; la temperatura eutéctica es significativamente inferior a la del Al puro (≈ 577 °C para el eutéctico Al-Si). Esta es la razón por la que las aleaciones de fundición Al-Si se eligen por sus bajas temperaturas de colada y su buena fluidez.
-
Al-Cu, Al-Mg, Al-Zn: Estos sistemas presentan intermetálicos y fases primarias complejas que aportan refuerzo pero también crean complejidad en el rango de fusión.
-
Interacciones ternarias: Las aleaciones de ingeniería reales son multicomponentes; los diagramas de fases se utilizan con la termodinámica computacional (CALPHAD) para predecir el liquidus/solidus y la formación de precipitados.
Calor de fusión, cambio de densidad y propiedades termofísicas en el momento de la fusión
Números importantes para la modelización de procesos:
-
Calor de fusión ΔHf: ≈ 10,67 kJ/mol (≈ 397 J/g).
-
Cambio de densidad: Densidad del aluminio sólido a temperatura ambiente ~2,70 g-cm-³; la densidad disminuye al fundirse - densidad típica del líquido cerca de la fusión ≈ 2,37 g-cm-³. Esta contracción/expansión es importante para calcular la contracción de la fundición.
-
Calor específico y conductividad térmica: Ambas aumentan cerca de la fusión; la conductividad térmica disminuye bruscamente cuando el sólido se convierte en líquido. Los modelos precisos de solidificación requieren propiedades dependientes de la temperatura.
Seguridad, oxidación y control de la atmósfera del horno
El aluminio se oxida fácilmente; la capa de óxido (Al₂O₃) se forma casi instantáneamente y aumenta los requisitos de fusión de la superficie para que el metal fluya limpio. Medidas prácticas:
-
Fundente y control de escoria: Los fundentes y el espumado eliminan los óxidos y las impurezas; la escoria contiene óxidos arrastrados y debe manipularse con seguridad.
-
Atmósferas inertes o reductoras: Para la fusión en laboratorio y aleaciones especializadas, el gas inerte (argón) o las atmósferas reductoras limitan la oxidación. En las operaciones de fundición a granel, el fundente y el buen diseño de los hornos son la norma.
-
Evitar la contaminación: Evite el contacto con agua cerca de metal fundido (riesgo de explosiones de vapor). Las escorias y los contaminantes con puntos de fusión bajos (por ejemplo, contaminación por zinc o plomo) pueden provocar salpicaduras peligrosas.
Consignas y estrategias de control típicas de la industria
La práctica de la fundición se basa en el rendimiento:
-
Punto de consigna del horno de fusión para aleaciones de colada general: comúnmente 700-760 °Cdependiendo de la aleación y del recalentamiento deseado.
-
Temperaturas de mantenimiento: dependen del tiempo en la cuchara y de la exposición; mantener suficiente recalentamiento para la transferencia de metal pero minimizar la oxidación y el crecimiento de grano.
-
Control continuo: Se utilizan termopares (tipo B, S) y pirómetros ópticos con calibración periódica. Para las aleaciones críticas, el análisis de muestras confirma la composición antes de la colada.
Ejemplo de medición (cómo comunicar los datos de fusión de una aleación nueva)
Al informar sobre el comportamiento de fusión de una aleación fundida en laboratorio, incluya:
-
Composición química de la aleación (wt% de elementos principales)
-
Método de medición (DSC/DTA/pirómetro) y velocidad de calentamiento
-
Sólido y líquido observados con incertidumbre (por ejemplo, Sólido = 578 ± 2 °C, Líquido = 613 ± 2 °C)
-
Preparación de la muestra y atmósfera (argón, aire)
-
Notas microestructurales (fases eutécticas, cristales primarios)
-
Referencia a los patrones de calibración utilizados
Preguntas frecuentes
1. ¿Cuál es el punto de fusión del aluminio puro?
660,32 °C (933,47 K; 1.220,58 °F) es la temperatura de fusión aceptada para el aluminio elemental.
2 ¿Por qué las aleaciones de aluminio se funden a diferentes temperaturas?
Los elementos de aleación y las impurezas alteran los equilibrios de fase, crean eutécticas y producen microestructuras multifásicas que se funden en un intervalo de temperaturas (solidus → liquidus).
3. ¿Cuál es la diferencia entre solidus y liquidus?
En solidus es la temperatura a la que comienza la fusión; la liquidus es donde se completa la fusión. Entre ambos, el material es una mezcla de sólido + líquido.
4. ¿Cómo elegir la temperatura del horno para fundir una aleación de Al?
Seleccione una temperatura por encima del liquidus de la aleación mediante un recalentamiento (normalmente 50-150 °C) para garantizar la fluidez y minimizar al mismo tiempo la oxidación y la captación de gases.
5. ¿Las impurezas aumentan o disminuyen el punto de fusión del aluminio?
Impurezas más comunes inferior la temperatura efectiva de fusión (depresión del punto de fusión) o crear eutécticas de baja fusión. Las excepciones dependen del comportamiento específico de cada fase.
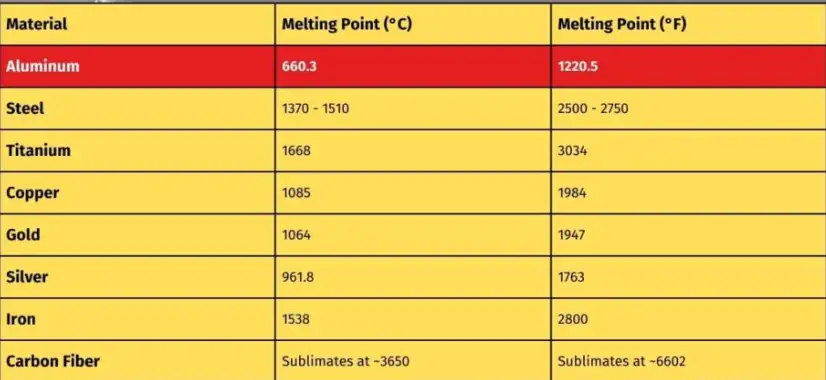
6. ¿Es el óxido de aluminio (alúmina) igual al punto de fusión del aluminio?
No. Al₂O₃ (alúmina) funde a una temperatura mucho más alta (~2.000 °C) que el Al metálico (≈ 660 °C). La capa de óxido complica la fusión y el colado, pero no modifica el punto de fusión elemental.
7 ¿Qué precisión tienen las mediciones del punto de fusión?
El DSC/DTA de laboratorio puede resolver los inicios de fusión en ±0,5-2 °C con una calibración adecuada; la pirometría industrial tiene mayores incertidumbres debido a la emisividad y a los efectos de superficie.
8. ¿Puedo fundir aluminio en un horno eléctrico en casa?
La fundición de aluminio a pequeña escala es posible, pero requiere un equipo adecuado (crisol refractario, fundente, ventilación). Los riesgos de seguridad (metal caliente, humos, contacto con el agua) hacen que sea arriesgado para aficionados sin formación.
9. ¿Cómo se relaciona la fusión con el reciclado del aluminio?
Los flujos reciclados mezclan aleaciones y contaminación; el comportamiento de fusión viene dictado por los constituyentes de menor fusión y los contaminantes (por ejemplo, Zn, Pb), por lo que la clasificación y el fundido son esenciales para mantener la calidad.
10. ¿Dónde puedo encontrar datos fidedignos sobre el solidus/liquidus de una aleación determinada?
Utilice las hojas de datos de las aleaciones (Aluminum Association, ASM, MatWeb, CRC), las compilaciones de diagramas de fase revisadas por expertos y las bases de datos CALPHAD para obtener datos precisos sobre la temperatura específica de la aleación.
Tablas prácticas para ingenieros
Referencia rápida de conversión
| Unidades | Valor |
|---|---|
| K | 933.47 K |
| °C | 660.32 °C |
| °F | 1,220.58 °F |
Temperaturas de procesado recomendadas
| Operación | Tipo de aleación | Gama recomendada |
|---|---|---|
| Fundición | Fundición de aleaciones Al-Si | 700-760 °C |
| Fundición | Aleaciones forjadas (mezclas de reciclado) | 720-780 °C |
| Holding (a corto plazo) | General | liquidus + 50-100 °C |
| Solución tratamiento precaución | Aleaciones con eutécticas de baja fusión | Mantener ≤ (solidus - 10 °C) para evitar la fusión incipiente. |
Notas autorizadas y mejores prácticas de documentación
-
Siempre citar el método de medición y el calibrado al publicar los datos de fusión.
-
Al especificar las temperaturas de transformación en contratos o planos, cite solidus/liquidus (no sólo el punto de fusión elemental).
-
Utilice normas trazables y certificados de proveedores cuando el comportamiento de la aleación es crítico para la aceptación del producto.
Limitaciones y aspectos a tener en cuenta
-
Los valores de fusión publicados suponen equilibrio termodinámicoel calentamiento o enfriamiento rápidos pueden modificar el comportamiento observado.
-
Las pequeñas diferencias de pureza de las muestras y los óxidos superficiales desplazan los puntos de inicio medidos.
-
Los sistemas multicomponentes requieren termodinámica computacional para una predicción precisa más allá de los diagramas de fase binarios.
Resumen final
El aluminio puro se funde a 660,32 °C (933,47 K; 1.220,58 °F). Para trabajos de ingeniería, sin embargo, composición de la aleación, microestructura e historial de procesamiento determinar las temperaturas reales a las que comienza y finaliza la fusión. Para una práctica segura de fundición, soldadura y tratamiento térmico, confíe en solidus y liquidus específicos de la aleación valores de normas y proveedores reconocidos, aplicar el recalentamiento adecuado y controlar la atmósfera y la formación de escoria.
