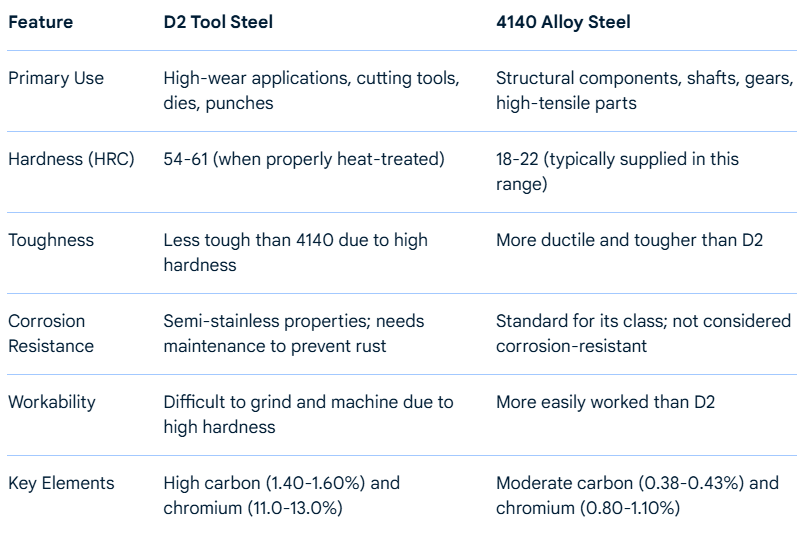
D2 y 4140 desempeñan papeles distintos en el mundo de la metalurgia. El D2 es un acero para herramientas en frío con alto contenido en carbono y cromo, apreciado por su resistencia al desgaste abrasivo y la retención del filo; el 4140 es un acero de baja aleación con cromo y molibdeno, favorecido por su equilibrada resistencia, tenacidad y resistencia a la fatiga. Para tareas que exigen una larga vida útil bajo abrasión por compresión y un rendimiento de filo cortante, el D2 suele ofrecer mejores resultados. Para componentes que requieren ductilidad, resistencia a los golpes o un mecanizado pesado, el 4140 suele ser una opción más segura. Este artículo presenta pruebas, comparaciones técnicas, notas de procesamiento, criterios de selección y orientaciones de mantenimiento para ayudar a los ingenieros, especialistas en compras, metalúrgicos y equipos de mantenimiento a elegir el material correcto para una determinada condición de servicio.
¿Qué son los aceros D2 y 4140?
El D2 pertenece a la familia de los aceros para herramientas en frío. Las vías de producción incluyen la fusión por inducción en vacío, la forja controlada, la normalización y el laminado de acabado para alcanzar objetivos de dureza precisos. El D2 contiene altos niveles de carbono y cromo que favorecen la formación de carburos duros. Esta composición microestructural es su principal característica: excelente resistencia al desgaste abrasivo y adhesivo cuando se trata térmicamente hasta alcanzar una dureza elevada.

El 4140 es un acero aleado de la serie cromo-molibdeno fabricado para componentes estructurales y del tren de potencia. Los molinos típicos producen 4140 a través de lingote de acero al carbono estándar o colada continua seguida de laminación en caliente y enfriamiento controlado. La mezcla de aleaciones del 4140 ofrece una combinación favorable de resistencia a la tracción, límite elástico, ductilidad y tenacidad tras un tratamiento térmico adecuado.
Los ingenieros suelen sopesar la mayor vida útil del D2 frente a la mayor tenacidad del 4140. La elección depende del tipo de carga, las tensiones previstas, las limitaciones de fabricación, la reparabilidad y el coste total de propiedad.
Comparación de la composición química con notas interpretativas
| Elemento | D2 típico (wt%) | Típico 4140 (wt%) | Implicaciones técnicas |
|---|---|---|---|
| Carbono (C) | 1.40-1.60 | 0.38-0.45 | El alto nivel de carbono D2 forma abundantes carburos, aumentando el potencial de dureza. El nivel de carbono 4140 permite el endurecimiento conservando la ductilidad. |
| Cromo (Cr) | 11.00-13.00 | 0.80-1.10 | El cromo D2 favorece la estabilidad del carburo duro y la mejora de la resistencia a la corrosión. El cromo 4140 mejora la templabilidad y la resistencia. |
| Molibdeno (Mo) | 0.70-1.20 | 0.15-0.25 | En el D2, el Mo refina los carburos y mejora la tenacidad de una matriz frágil. En la 4140, el Mo aumenta la templabilidad y la resistencia a altas temperaturas. |
| Vanadio (V) | 0.10-0.40 | 0.00-0.03 | El vanadio en D2 forma carburos de vanadio muy duros que aumentan la resistencia a la abrasión. El 4140 carece normalmente de V significativo. |
| Manganeso (Mn) | 0.30-0.60 | 0.60-0.90 | El Mn contribuye a la resistencia en ambos aceros, pero un exceso de Mn puede afectar a la tenacidad. |
| Silicio (Si) | 0.20-0.60 | 0.15-0.35 | Desoxidación e impacto en la resistencia. |
| Fósforo, azufre (P, S) | ≤0.025 | ≤0.035 | Se mantiene bajo para preservar la tenacidad y la vida a fatiga. |
Resumen de la interpretación
El D2 tiene una composición química cercana a la del acero para herramientas que favorece las redes de carburo incrustadas en una matriz de martensita endurecida tras el temple. Así se consigue una excelente resistencia al desgaste, pero se sacrifica la tenacidad en la entalla. El 4140 presenta una aleación equilibrada que proporciona resistencia y ductilidad tras el temple y revenido. La templabilidad del 4140 permite tratar térmicamente con éxito secciones más gruesas.
Propiedades mecánicas y comportamiento en servicio
| Propiedad | D2 (típico, tratado térmicamente) | 4140 (típico, tratado térmicamente) | Significado práctico |
|---|---|---|---|
| Gama de dureza | HRC 55-64 | HRC 28-55 (dependiendo del tratamiento) | El D2 suele mantenerse a una dureza muy alta para prolongar la vida útil de la herramienta. Dureza 4140 adaptada a las necesidades de resistencia y tenacidad. |
| Resistencia a la tracción (última) | 1400-2200 MPa (depende de la dureza) | 850-1400 MPa | D2 mayor resistencia a la tracción a alta dureza pero menor ductilidad. 4140 ofrece mejor alargamiento. |
| Límite elástico | Alta, pero variable | 600-1100 MPa | El 4140 se utiliza a menudo cuando el comportamiento del límite elástico es importante. |
| Alargamiento (pct) | 2-8% | 10-25% | 4140 ductilidad superior para el conformado, la carga de choque o la flexión. |
| Energía de impacto (Charpy) | Bajo a moderado | Moderado a alto | 4140 preferible cuando exista riesgo de choque o impacto. |
| Límite de fatiga | Moderado | De bueno a muy bueno | El 4140 suele presentar una mayor resistencia a la fatiga en componentes prácticos. |
Principales conclusiones
Para piezas de desgaste de alta dureza y dimensionalmente estables, el D2 proporciona una mayor vida útil en contacto con abrasivos. Para componentes sometidos a flexión, carga de torsión o impacto cíclico, la 4140 minimiza el riesgo de fractura frágil.
Vías de tratamiento térmico, objetivos de microestructura, estrategias de revenido
| Escenario | D2 tratamiento típico | 4140 tratamiento típico | Objetivo microestructural |
|---|---|---|---|
| Austenitización | 1000-1020°C con remojo controlado | 820-870°C según la sección | Formar austenita que se transformará en martensita al enfriarse; evitar el crecimiento de grano. |
| Quench | Temple en aceite o polímero de alta velocidad para evitar el agrietamiento | Temple con aceite, polímero o gas según la sección | Enfriamiento rápido para formar martensita, pero hay que tener cuidado con el D2 debido al alto contenido en carbono; el riesgo de agrietamiento por enfriamiento rápido es mayor. |
| Templado | Múltiples ciclos de temperatura a 150-250°C si la dureza es máxima, o 200-550°C para el comercio de tenacidad. | Ciclos de una a varias temperaturas 400-650°C adaptados a la dureza y tenacidad deseadas | El revenido D2 busca la estabilidad del carburo al tiempo que alivia las tensiones. El revenido 4140 equilibra la resistencia con la ductilidad. |
| Recocido subcrítico | Se utiliza para ablandar antes del mecanizado | Recocido para mejorar la maquinabilidad | Reducir la dureza para operaciones de corte. |
Notas prácticas sobre tratamientos térmicos
-
La elevada fracción de carburo del D2 significa que una fracción de la dureza procede de carburos que no se templan fácilmente. Esto hace que la respuesta al revenido sea limitada.
-
El 4140 responde en un intervalo de revenido más amplio, lo que permite ajustar la resistencia y la tenacidad.
-
El alivio de tensiones y el precalentamiento durante el mecanizado o la soldadura son fundamentales para que el D2 evite el agrietamiento.
Resistencia al desgaste, tenacidad, comportamiento a la fatiga, comportamiento al impacto
Mecanismos de desgaste
-
Desgaste abrasivo: D2 sobresale debido a carburos duros estables que resisten el corte y el arado por partículas abrasivas.
-
Desgaste del adhesivo: La matriz dura de D2 reduce la transferencia de material.
-
Desgaste por fatiga: El 4140 a menudo supera al D2 cuando las tensiones superficiales cíclicas controlan la vida útil debido a su mayor tenacidad y microestructura más tolerante.
Dureza y fractura frágil
El D2, cuando se endurece por encima de HRC 60, se vuelve quebradizo en presencia de concentradores de tensiones. El 4140 tolera mejor las muescas y los choques repetidos. Para matrices, punzones y cuchillas de cizalla con un contacto de compresión elevado y un choque de tracción limitado, el D2 prolongará el servicio. Para cigüeñales, ejes, engranajes y piezas estructurales en las que el riesgo de fractura es crítico, sigue siendo preferible el 4140.
Evaluación de la fatiga
Cuando la fatiga está provocada por la rugosidad de la superficie, las inclusiones microestructurales o la tensión media de tracción, la capacidad del 4140 para mejorar la tenacidad mediante el revenido se traduce en una mayor resistencia. El acabado superficial, el granallado y los tratamientos superficiales por compresión mejoran la vida a fatiga de ambos aceros; la selección debe tener en cuenta el coste de la modificación superficial.
Mecanizabilidad, rectificabilidad, recomendaciones de utillaje e implicaciones económicas.
| Aspecto | D2 | 4140 | Consejos prácticos |
|---|---|---|---|
| Maquinabilidad en estado recocido | Moderado a bueno después del recocido | Bueno en estado recocido | Recocer el D2 a ~HB 200 para el mecanizado. Utilizar configuraciones rígidas, baja carga de viruta y herramientas de metal duro afiladas. |
| Maquinabilidad en estado templado | Pobre | Deficiente a moderado | Se prefiere el rectificado para D2 templado. Para 4140, en algunos casos se permite el torneado de un punto con CBN o nitruro de boro cúbico. |
| Comportamiento del rectificado | Comportamiento abrasivo rico en carburo; requiere abrasivos de diamante o CBN para obtener los mejores resultados | Más fácil con abrasivos convencionales | La selección de las ruedas es fundamental para que el D2 evite el acristalamiento y los daños térmicos. |
| Elección de herramientas | Plaquitas de metal duro recubiertas de AlTiN para alta velocidad; CBN para rectificado de acabado | Plaquitas de metal duro, HSS para desbaste; CBN para acabado templado | Para 4140 dúctil, utilice un avance alto y una profundidad baja; para D2 en estado preendurecido, utilice cortes más lentos. |
| Coste por kg | Mayor debido a la aleación y el procesado | Baja | El coste total de propiedad debe incluir el tiempo de mecanizado, la vida útil de la herramienta y la vida útil prevista. |
Recomendaciones de fabricación
-
Si se fabrica a partir de D2, planificar la secuencia de tratamiento térmico: mecanizar hasta obtener una forma próxima a la red en estado blando, después endurecer, y a continuación realizar el rectificado final.
-
Cuando se utilice 4140 para secciones pesadas, considere condiciones normalizadas o templadas+templadas que coincidan con los objetivos mecánicos requeridos antes del mecanizado final para evitar distorsiones.
Soldabilidad, estrategias de unión y prácticas de reparación
Resumen de soldabilidad
-
El D2 no es favorable para la soldadura convencional en estado templado. El alto contenido en carbono y carburos favorece el agrietamiento, la fragilización de la zona afectada por el calor y los problemas de dilución. La soldadura requiere metales de aportación especializados, precalentamiento, control de la temperatura entre pasadas y tratamiento térmico posterior a la soldadura. Muchos fabricantes evitan la soldadura D2 y prefieren la fijación mecánica o la soldadura fuerte para las reparaciones.
-
El 4140 es soldable con precauciones. Precalentar a temperatura moderada, controlar el entrepaso y realizar un revenido postsoldadura o PWHT para restaurar la tenacidad. Para piezas críticas, deben utilizarse aleaciones de aportación adecuadas y procedimientos cualificados.
Estrategias de reparación
-
Para D2: la soldadura fuerte localizada con varillas de aportación adecuadas o con soldaduras a base de níquel puede reparar pequeñas secciones sin grandes daños metalúrgicos. Para daños mayores, sustituya el componente o utilice una soldadura de refuerzo seguida de ciclos térmicos y reendurecimiento, pero esto es complejo.
-
Para 4140: la reparación de soldadura convencional con electrodos de bajo hidrógeno o rellenos de NiCrMo funciona si se respetan los procedimientos de precalentamiento y poscalentamiento. Tras la reparación, se recomienda volver a templar para reducir las tensiones residuales.
Aplicaciones típicas y casos de uso con ejemplos reales
D2 usos comunes
-
Matrices y punzones en frío para corte, perforación y punzonado fino.
-
Cuchillas de cizalla, troqueles de corte y tornillos de alimentación que se enfrentan a un fuerte contacto abrasivo.
-
Cantos de cuchillas y cortadoras en el procesamiento de materiales donde la retención del filo es importante.
4140 usos comunes
-
Árboles, ejes, acoplamientos, engranajes para cargas moderadas.
-
Vástagos de pistones hidráulicos, mandriles y elementos de fijación que requieran alta resistencia con cierta ductilidad.
-
Bastidores y componentes de máquinas que deben resistir los golpes y la fatiga.
Ejemplos de escenarios de selección
-
Ejemplo 1: Una matriz de estampación para un gran volumen de corte de metal utilizará a menudo D2 para el filo de corte y un acero más duro para el cuerpo de la matriz.
-
Ejemplo 2: Un eje de transmisión industrial sometido a torsión y flexión se fabrica mejor con 4140 templado y revenido a la dureza requerida para evitar fallos por fragilidad.
Especificaciones comunes y equivalentes
-
D2 normalmente referenciado bajo ASTM A681 (especificación estándar para aceros de herramientas), con equivalentes internacionales SAE/ISO designaciones presentes en varias normas.
-
El 4140 aparece habitualmente en las especificaciones ASTM A29 / A29M y SAE J404 o AMS para aceros aleados. Existen denominaciones equivalentes en las normas EN, JIS e ISO.
Nota práctica sobre contratación pública
Al especificar el material que se va a comprar, incluya los números de norma completos, el estado del tratamiento térmico, la gama de durezas, la trazabilidad de los lotes, los certificados químicos y los requisitos de inspección para garantizar que el material cumple las expectativas de servicio críticas.
Criterios de selección, matriz de decisión y análisis modal de fallos
| Criterio | Prefiero D2 | Prefiero 4140 | Justificación |
|---|---|---|---|
| Resistencia al desgaste abrasivo | ✓ | El refuerzo de carburo proporciona una resistencia superior. | |
| Retención de bordes | ✓ | La dureza D2 preserva la geometría de corte. | |
| Resistencia a golpes e impactos | ✓ | La dureza 4140 reduce la fractura frágil. | |
| Facilidad de soldadura/reparación | ✓ | El 4140 tolera la soldadura con procedimientos estándar. | |
| Mecanizado en estado recocido | ✓ (tras recocido blando) | ✓ | Ambos pueden mecanizarse una vez ablandados; el 4140 es más fácil. |
| Sensibilidad a los costes | ✓ | El 4140 suele tener un coste de materia prima más bajo. | |
| Espesor superior a 25-30 mm que requiere endurecimiento pasante | ✓ | La templabilidad del 4140 tiende a permitir secciones más gruesas sin agrietarse. |
Análisis del modo de fallo
-
Los fallos D2 suelen iniciarse por inclusiones microestructurales o fractura frágil bajo carga de tracción o entalladura. Pueden producirse astillamientos en los bordes si hay impacto.
-
Los fallos del 4140 suelen producirse por sobrecarga, desgaste excesivo cuando no se ha endurecido adecuadamente, o por fatiga de alto ciclo cuando las condiciones de la superficie son deficientes.
Tratamientos superficiales, tratamiento posterior y control de la corrosión
Mejoras superficiales para prolongar la vida útil
-
Carburación: beneficiosa para el 4140 cuando se necesita dureza superficial conservando la tenacidad del núcleo.
-
Nitruración: crea una capa dura resistente al desgaste conservando las propiedades del núcleo; funciona con aceros de aleación adecuada dados los parámetros del proceso.
-
Recubrimientos: Los revestimientos de PVD o cerámica dura aplicados al D2 pueden reducir aún más el desgaste adhesivo y disminuir la fricción.
-
Granallado y granallado láser: inducen tensiones residuales de compresión beneficiosas para mejorar la vida a fatiga de ambos aceros.
Consideraciones sobre la corrosión
El elevado contenido de cromo del D2 le confiere un comportamiento pasivo en comparación con el acero al carbono normal, pero no es inoxidable. En servicio corrosivo, aplique revestimientos protectores, protección catódica o utilice alternativas inoxidables.
Consideraciones sobre el ciclo de vida: inspección, mantenimiento, reciclado
Buenas prácticas de inspección
-
Inspecciones visuales para detectar astillamientos, desconchados, picaduras e iniciación de grietas.
-
Pruebas no destructivas, como la inspección por líquidos penetrantes para detectar grietas superficiales o la prueba de partículas magnéticas para detectar discontinuidades cerca de la superficie.
-
Cartografía de dureza y comprobaciones micrográficas para el análisis del patrón de desgaste.
Estrategias de mantenimiento
-
Reafilado o reacondicionamiento programado de los bordes de los componentes D2 para restaurar la geometría.
-
Rejuvenecimiento de superficies de 4140 con granallado y remecanizado donde se produjo desgaste.
Reciclado
Ambos aceros tienen un alto valor como chatarra y son compatibles con los flujos estándar de reciclaje de acero. Controle el contenido de aleación durante la recuperación para mantener la calidad del material.
¿Cuándo elegir acero D2 o 4140?
-
Utilice D2 cuando el principal modo de fallo sea el desgaste por abrasión y sea esencial la precisión dimensional con una dureza elevada.
-
Utilice 4140 cuando los componentes se enfrenten a flexión combinada, torsión, impacto o requieran soldaduras y reparaciones rutinarias.
-
Para necesidades híbridas, combine aleaciones: una superficie de desgaste D2 puede montarse sobre un bastidor de soporte 4140, o utilice 4140 con cementación en caja para una superficie de desgaste más un núcleo resistente.
Preguntas más frecuentes (FAQ)
-
¿Qué material mantiene el filo más tiempo, el D2 o el 4140?
El D2 mantiene el filo durante más tiempo gracias a la densidad de los carburos duros y a la mayor dureza alcanzable. Para un contacto abrasivo persistente, D2 ofrece una mayor vida útil del filo. -
¿Puedo soldar D2 fácilmente sobre el terreno?
La soldadura de D2 plantea retos. El alto contenido en carbono y carburos conlleva riesgo de fisuración. Si la soldadura es inevitable, utilice precalentamiento, relleno adecuado, control riguroso entre pasadas y tratamiento térmico posterior a la soldadura. Para muchas reparaciones, la soldadura fuerte o la sustitución de componentes resulta más fiable. -
¿A qué dureza debe templarse el 4140 para aplicaciones en ejes?
Los objetivos típicos de dureza oscilan entre HRC 28 y HRC 40 en función de las exigencias de rendimiento. Equilibre la dureza con la tenacidad necesaria; el revenido en torno a 450-600 °C ofrece resistencia y ductilidad. -
¿Es el D2 resistente a la corrosión?
El D2 contiene una cantidad significativa de cromo que mejora la resistencia frente a los aceros al carbono normales, pero no cumple las definiciones de inoxidable. Aplique medidas de protección si el entorno incluye humedad, ácidos o sales. -
¿Qué acero requiere un temple más cuidadoso para evitar que se agriete?
D2. Las redes elevadas de carbono y carburos aumentan el riesgo de agrietamiento por enfriamiento rápido. Utilizar austenitización controlada, medios de temple adecuados y ciclos de alivio de tensiones para minimizar el agrietamiento. -
Para cargas cíclicas pesadas, ¿qué aleación debo elegir?
El 4140 suele ofrecer una resistencia superior a la fatiga bajo cargas cíclicas de tracción o flexión, ya que su tenacidad contribuye a impedir la aparición y el crecimiento de grietas. -
¿Cómo debo mecanizar D2 para minimizar el desgaste de la herramienta?
Mecanizar en estado recocido siempre que sea posible. Utilice fijaciones rígidas, profundidades de corte ligeras, plaquitas de metal duro afiladas y refrigerante. Para D2 templado, se recomienda el rectificado con muelas de CBN o diamante. -
¿Puede nitrurarse o carburarse el 4140 para mejorar la dureza superficial?
Sí. Los métodos de cementación en caja se utilizan habitualmente en el 4140 para producir una superficie de desgaste dura con un núcleo más resistente, controlando los parámetros del proceso para evitar la distorsión y mantener las propiedades requeridas del núcleo. -
¿Qué métodos de inspección ayudan a detectar fallos prematuros en los componentes D2?
Controles visuales frecuentes, líquidos penetrantes para detectar grietas superficiales, inspección con partículas magnéticas para detectar defectos cerca de la superficie y comparaciones de dureza entre regiones para detectar reblandecimiento o exceso de templado. -
¿Cuál ofrece un mejor coste total de propiedad para una herramienta de corte: D2 o 4140?
Si el desgaste es el principal limitador de la vida útil, el D2 suele reducir el coste total de propiedad debido al menor número de sustituciones. Si el impacto o la reparabilidad son importantes, el 4140 puede reducir el tiempo de inactividad y los gastos de reparación. Realice un modelo de coste del ciclo de vida para decidir.
