API 5L Grado B PSL2 es una especificación de tubería de acero al carbono fiable y ampliamente utilizada para sistemas de transmisión en tierra y muchos en alta mar que requieren una mayor consistencia del material, pruebas mejoradas y trazabilidad completa en comparación con PSL1. En la práctica, el Grado B (a veces designado L245) ofrece un límite elástico mínimo en la región de ~245 MPa (≈35.000-35.500 psi) y una resistencia mínima a la tracción en torno a ≈415 MPa (≈60.000 psi)El nivel de producto PSL2 añade una inspección no destructiva obligatoria, límites químicos y mecánicos más estrictos y ensayos de impacto Charpy (tenacidad de entalla) cuando sea necesario, características que convierten a PSL2 en la elección habitual cuando las normativas de los operadores, los códigos de tuberías o las autoridades públicas exigen una calidad y un comportamiento de control de la fractura documentados y verificables.
¿Qué es API 5L?
La Especificación API 5L es la norma industrial para los tubos utilizados en el transporte de petróleo y gas natural. Define los grados de material, los niveles de especificación del producto (PSL1 y PSL2), los criterios de aceptación, las pruebas y el marcado de los tubos sin soldadura y soldados. La norma API se revisa periódicamente; al redactar los documentos de contratación deben consultarse las ediciones completas y erratas más recientes. Para las adquisiciones internacionales, es habitual hacer referencias cruzadas a la norma ISO 3183, que armoniza muchos requisitos y también define los niveles de producto PSL1/PSL2.
Puntos clave:
-
API 5L cubre los tubos de acero al carbono y al carbono-manganeso sin soldadura y soldados para sistemas de transporte por tuberías.
-
El nivel de especificación del producto (PSL) distingue entre requisitos rutinarios y requisitos mejorados; el PSL2 aporta pruebas adicionales, trazabilidad y límites de aceptación más estrictos.
Oferta MWalloys: Tubería de revestimiento y de producción API 5L Gr B
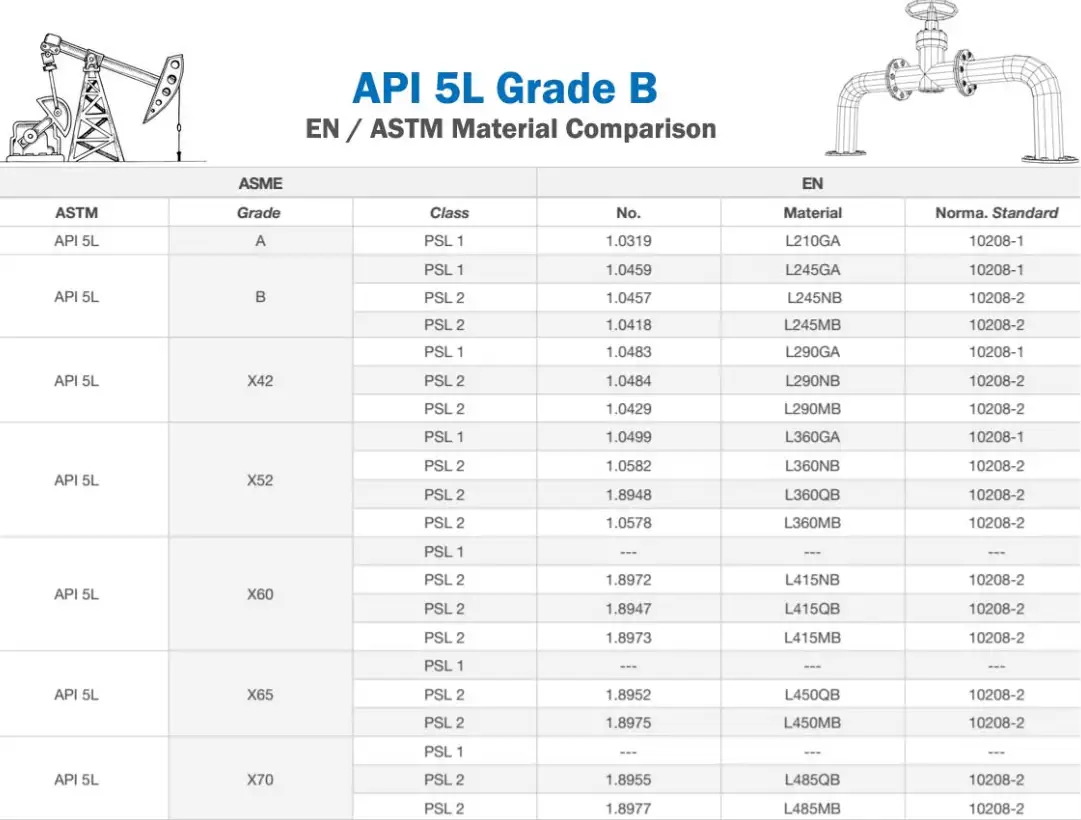
Nomenclatura de los grados y correspondencia entre "Grado B / L245" y las propiedades
API 5L utiliza nombres de grados que históricamente se asociaban a valores de rendimiento mínimo. El "Grado B" suele estar vinculado a un límite elástico mínimo ≈245 MPa (de ahí la designación ISO L245). En las tabulaciones API, el grado B aparece con mínimos típicos expresados tanto en MPa como en psi. Los valores mecánicos típicos utilizados en el diseño y la adquisición son:
-
Límite elástico mínimo (Rt0,5): ~245 MPa (≈35.000-35.500 psi).
-
Resistencia mínima a la tracción (Rm): ~415 MPa (≈60.000 psi).
-
Alargamiento: depende del diámetro y del grosor de la pared; normalmente se especifica un porcentaje mínimo en una longitud de calibre de 2 pulgadas.
Estos valores se tabulan expresamente en la norma API 5L y en las fichas técnicas públicas de los proveedores certificados; cite siempre la edición y el nivel de PSL al especificar para evitar ambigüedades.
PSL1 frente a PSL2: diferencias técnicas y cuándo especificar cada uno
Comparación rápida (resumen)
PSL1 = nivel de producto estándar (requisitos básicos).
PSL2 = nivel de producto mejorado (química/mecánica más estricta, END obligatorio, pruebas de impacto, trazabilidad y certificación del laminador).
| Tema | PSL1 (típico) | PSL2 (típico) |
|---|---|---|
| Certificación de materiales | Informe básico de pruebas de molienda | Informe completo de ensayos de materiales certificados con trazabilidad adicional |
| Controles químicos | Límites amplios | Límites más estrictos para los elementos químicos |
| Límites mecánicos | Sólo mínimo | Límites mínimos y a veces máximos de rendimiento/UTS para el control de la fractura |
| Resistencia a la entalladura (Charpy CVN) | No se requiere para muchos grados | Obligatorio cuando se especifique (en función de la temperatura/grado/tamaño) |
| Ensayos no destructivos (END) | No es obligatorio para el cuerpo del tubo | Obligatorio (por ejemplo, UT o RT en función del proceso y las SR del cliente) |
| Trazabilidad y serialización | Calor simple/lotes | Trazabilidad completa de extremo a extremo (calor → bobina → placa → tubo). |
| Aplicaciones típicas | Líneas de servicio de bajo riesgo, líneas no reguladas | Oleoductos de alta integridad, transmisión regulada, líneas de altas consecuencias |
PSL2 es cada vez más la opción por defecto para las líneas de transmisión de petróleo y gas reguladas y para los operadores que requieren capacidades documentadas de control de fracturas.
Composición química y propiedades mecánicas
Nota: los valores varían en función de la edición, la forma del producto (sin soldadura o soldado) y el espesor. A continuación se muestran tablas representativas para el Grado B según PSL2 destinadas a la redacción de especificaciones; consulte siempre la edición exacta de API/ISO y los datos certificados del fabricante para la adquisición.
Límites químicos típicos (representativos del grado B, PSL2)
(Se trata de rangos ilustrativos: verifíquelos en las tablas API/ISO vigentes para los contratos de adquisición).
| Elemento | Máx (típico) |
|---|---|
| Carbono (C) | ~0,20 - 0,25 % |
| Manganeso (Mn) | ~0,60 - 1,30 % |
| Fósforo (P) | ≤ 0,030 % |
| Azufre (S) | ≤ 0,030 % |
| Silicio (Si) | ≤ 0,40 % |
| Niobio, Vanadio, Titanio | ≤ pequeñas cantidades controladas (si es microaleado) |
(Los valores exactos permitidos figuran en las tablas API 5L, que también diferencian según el espesor del tubo y la vía de fabricación).
Propiedades mecánicas representativas (Grado B / L245; valores típicos PSL2)
| Propiedad | Valor típico mínimo |
|---|---|
| Límite elástico (Rt0,5) | 245 MPa (≈35.000-35.500 psi). |
| Resistencia a la tracción (Rm) | 415 MPa (≈60.000 psi) mínimo. |
| Alargamiento (2 in/50 mm) | Típicamente ≥20% (varía con OD y WT) |
| Dureza | No hay máximo explícito para el Grado B a menos que se especifique en los requisitos suplementarios; PSL2 puede incluir límites para la dureza del cordón de soldadura y la ZAT. |
Métodos de fabricación, dimensiones y vías de producción habituales
Los tubos de conducción API 5L se fabrican mediante varios procesos primarios: sin soldadura (SMLS) y varios procesos soldados (ERW, EFW, LSAW, SSAW). Cada proceso tiene diferentes limitaciones características y expectativas de inspección.
-
Sin soldadura (SMLS): Normalmente se utiliza para paredes más gruesas o para calidades superiores en las que se prefiere la ausencia de soldadura por exigencias de resistencia a la entalladura o de servicio ácido. Los tubos sin soldadura suelen estar disponibles en una amplia gama de diámetros y espesores.
-
ERW (soldadura por resistencia eléctrica): común para diámetros más pequeños y paredes más delgadas; las mejoras en la fabricación han producido ERW de alta calidad para muchas aplicaciones de tuberías, pero PSL2 requiere inspección/prueba de la costura.
-
LSAW/SSAW (soldadura por arco sumergido longitudinal/espiral): utilizado para diámetros medianos y grandes; las propiedades del cordón, el aporte de calor y el tratamiento térmico posterior a la soldadura (si es necesario) son consideraciones importantes.
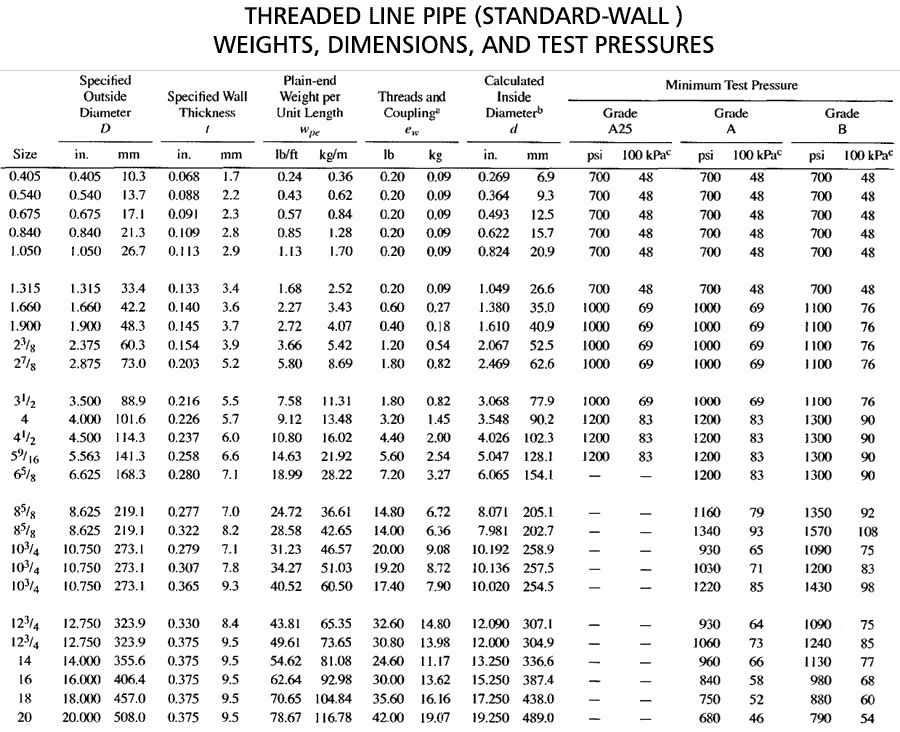
Tamaños estándar y tolerancias
La norma API 5L establece las tolerancias dimensionales (diámetro exterior, espesor de pared, ovalidad, longitud) y las variaciones admisibles de peso por unidad de longitud. Los tamaños nominales estándar de los tubos utilizados habitualmente en tuberías van desde diámetros pequeños hasta 48" y más; en el pedido debe especificarse la norma dimensional (API/ANSI, ISO o especificación del cliente).
Pruebas e inspecciones obligatorias para PSL2
La PSL2 se distingue por varias pruebas mejoradas obligatorias o de aplicación común. A continuación se muestran los elementos de prueba típicos que verá en una especificación de compra PSL2:
-
Análisis químicos (análisis térmico y de productos) - límites de elementos e informes más estrictos.
-
Pruebas de tracción - para confirmar Rt0,5 (rendimiento) y Rm (UTS).
-
Ensayo de impacto Charpy V-notch (CVN) - requerido para ciertos grados, espesores y temperaturas de servicio para controlar el comportamiento de la tenacidad a la fractura. PSL2 enumera las temperaturas y el número de probetas por lote.
-
Pruebas hidrostáticas - prueba volumétrica/hidrostática por longitud o calor, para verificar la integridad mecánica y la estanqueidad. Los cálculos de presión de la prueba de resistencia hidrostática siguen los códigos de ingeniería reconocidos y las tablas API.
-
Ensayos no destructivos (END) - PSL2 suele requerir la inspección del cordón de soldadura (RT o UT) y UT volumétricos adicionales para algunos procesos. Las opciones de radiografía (RT) o ensayo ultrasónico (UT) dependen del tipo de tubo y de las SR del cliente.
-
Pruebas de aplastamiento, abocardado, dureza y flexión inversa - según proceda para confirmar los límites de conformabilidad y dureza.
Trazabilidad y documentación: La PSL2 exige una trazabilidad completa desde el calor hasta el producto acabado y la certificación de que la fábrica ha realizado todas las pruebas e inspecciones requeridas. Los informes de pruebas de laminación (MTR) y la serialización de extremos/longitudes son requisitos estándar.
Consideraciones sobre soldadura, fabricación y aptitud para el servicio
La cualificación del procedimiento de soldadura, la cualificación del soldador y el tratamiento térmico previo y posterior a la soldadura (si se especifica) deben abordarse en el plan de fabricación de las tuberías construidas con material API 5L. Notas prácticas clave:
-
Inspección de soldaduras: Para las tuberías soldadas PSL2, asegúrese de que el proveedor proporciona los registros de END de la costura de soldadura (RT/UT) y cualquier informe de acción correctiva para la reparación de la costura.
-
Soldabilidad: El grado B tiene una buena soldabilidad con procedimientos estándar de soldadura de acero al carbono; los controles equivalentes de carbono (CE) son relevantes para la dureza de la ZAC y la susceptibilidad al agrietamiento por hidrógeno. PSL2 a menudo requiere la notificación de índices CE (por ejemplo, CEIIW, Pcm) en los MTR.
-
Selección del relleno de soldadura: Para las soldaduras de unión de tuberías de grado B, elija metales de aportación que cumplan los requisitos de compatibilidad mecánica y tenacidad a la temperatura de servicio. Para servicios ácidos, seleccione consumibles de soldadura cualificados según la guía NACE/ISO 15156.
Problemas de corrosión, revestimientos y servicios ácidos
La selección de revestimientos, recubrimientos y medidas de control de la corrosión depende del suelo, la química del fluido, la temperatura y la presencia de H₂S o CO₂.
-
Recubrimientos y revestimientos: El epoxi unido por fusión (FBE), el polietileno multicapa, los revestimientos bituminosos y los revestimientos internos se utilizan habitualmente en función de la aplicación (en tierra o en el mar, enterrados o expuestos). Deben solicitarse y validarse las fichas técnicas de los proveedores para comprobar la adherencia, la disgregación catódica y el espesor.
-
Servicio agrio (H₂S): Cuando hay presencia de H₂S, la selección del material debe ajustarse a NACE MR0175 / ISO 15156 para evitar el agrietamiento por tensión de sulfuro (SSC), el agrietamiento inducido por hidrógeno (HIC) y el agrietamiento inducido por hidrógeno orientado a la tensión (SOHIC). A menudo, esto significa especificar material PSL2 cualificado o restringir las condiciones de servicio y exigir ensayos suplementarios.
Mejores prácticas de adquisición, marcado y garantía de calidad
Al preparar una orden de compra o especificación técnica para API 5L Grado B PSL2, incluya los siguientes elementos mínimos para garantizar una calidad trazable y auditable:
-
Edición de referencia de API 5L (edición exacta y erratas).
-
Nivel de especificación del producto (PSL2) declaró explícitamente.
-
Grado (Grado B / L245) y propiedades mecánicas/de impacto requeridas, incluidas las temperaturas de ensayo para CVN.
-
Ruta de fabricación permitidos (SMLS, ERW, LSAW, SSAW) y cualquier restricción.
-
Alcance de los END (RT/UT), presión de prueba hidrostática y número/ubicación de las pruebas de muestras.
-
Trazabilidad: número de calor de laminación → bobina/placa → tubo acabado; contenido de MTR requerido.
-
Certificados: Incluir los certificados solicitados (equivalentes a EN 10204 3.1/3.2, requisitos de monograma API si procede).
Mejor práctica: adjuntar un PIT (plan de inspección y pruebas) y exigir la aprobación del proveedor sobre los resultados de las pruebas y los procedimientos de notificación de no conformidades. En el caso de tuberías críticas, incluya puntos de inspección por terceros o testigos de campo en las pruebas clave (CVN, hidrostática, END).
Ejemplos prácticos de selección y escenarios de aplicación
Ejemplo A - Gasoducto de transporte terrestre bajo supervisión reglamentaria
Recomendación: Especificar API 5L Grado B PSL2 (o grado superior dependiendo de MAOP y control de fractura) con RT/UT de costura obligatoria, CVN a la temperatura de funcionamiento más baja prevista, prueba hidrostática según código de ingeniería y trazabilidad completa (MTRs con valores CE). Justificación: PSL2 proporciona pruebas documentadas de integridad y control de fracturas exigidas por muchos reguladores y operadores.
Ejemplo B - Línea de recogida de bajo riesgo con temperatura de funcionamiento limitada
Recomendación: El PSL1 puede ser aceptable cuando la evaluación de riesgos del operador muestre una baja consecuencia de fallo y la normativa local lo permita. Sin embargo, considere la posibilidad de especificar requisitos complementarios clave (por ejemplo, inspección de la costura, MTR) incluso para PSL1 para reducir el riesgo del ciclo de vida.
Ejemplo C - Servicio agrio (H₂S presente)
Recomendación: API 5L Grado B puede requerir cualificación adicional; consulte NACE MR0175/ISO 15156 para seleccionar la metalurgia y los consumibles de soldadura adecuados; en muchos casos son necesarios grados más resistentes a la corrosión o diseños inhibidos.
Preguntas más frecuentes
-
P: ¿Es el grado B lo mismo que el L245?
A: Sí - El grado B corresponde a la designación ISO L245, que refleja un límite elástico mínimo en torno a 245 MPa. Indique siempre la edición de la norma aplicable para evitar ambigüedades. -
P: ¿Cuándo se requiere PSL2 en lugar de PSL1?
A: PSL2 es requerido por muchos operadores de tuberías de transmisión, organismos reguladores y para servicios en los que el control de fracturas, los END mejorados y la calidad trazable son fundamentales. Utilice PSL2 para líneas reguladas y de altas consecuencias. -
P: ¿Cuáles son las principales pruebas que debe superar una tubería PSL2?
A: Las pruebas típicas incluyen análisis químicos detallados, pruebas de tracción, pruebas de impacto Charpy (CVN) cuando proceda, pruebas hidrostáticas y END obligatorias (RT o UT) de los cordones de soldadura y/o del cuerpo del tubo. -
P: ¿Requiere siempre PSL2 pruebas de impacto Charpy?
A: No siempre. Los requisitos de CVN dependen del grado, el espesor y la temperatura de servicio más baja. API 5L enumera cuándo es obligatorio el CVN; PSL2 hace más probable el CVN que PSL1. -
P: ¿Son aceptables los tubos ERW para PSL2?
A: Sí, los tubos ERW pueden cumplir el PSL2 si superan los ensayos no destructivos de la costura y otros ensayos PSL2; especifique la inspección de la costura y cualquier criterio de aceptación de calor/UT/RT en el pedido. -
P: ¿Cómo debo controlar el equivalente en carbono?
A: Incluir límites de CE o exigir la notificación de CE en el MTR; controlar la CE para evitar una dureza excesiva de la HAZ y el riesgo de fisuración por hidrógeno. PSL2 suele solicitar índices de CE (por ejemplo, Pcm, CEIIW). -
P: ¿Qué documentación debe aportar la fábrica?
A: Informes de pruebas de laminación (con análisis térmico y de producto), informes END (RT/UT), registros de pruebas hidrostáticas, informes CVN y registros de serialización/trazabilidad; para algunos proyectos, se solicitan certificados de terceros (equivalentes a EN 10204 3.1/3.2). -
P: ¿Es API 5L equivalente a ISO 3183?
A: ISO 3183 y API 5L están armonizadas en muchos aspectos; ISO 3183 hace referencia explícita a los niveles de especificación de producto PSL1/PSL2 y a menudo se utiliza como homólogo internacional de API 5L. Cuando se mezclan normas, es necesario hacer referencias cruzadas. -
P: ¿Qué debo especificar para un servicio ácido?
A: Siga las directrices NACE MR0175 / ISO 15156 para la selección y comprobación de materiales; es posible que necesite calidades alternativas, pruebas adicionales (HIC, SOHIC) y procedimientos de soldadura y consumibles cualificados. -
P: ¿Cómo evitar comprar tubos no conformes?
A: Especifique la edición API/ISO, el nivel PSL, el ITP detallado, los puntos de testigo obligatorios para las pruebas clave, la serialización y la aceptación de las MTR; considere la posibilidad de recurrir a un inspector externo para los proyectos críticos.
Lista de control práctica
-
Edición de referencia (API 5L, por ejemplo, 46ª ed., y erratas).
-
Especifique el grado (B / L245) y PSL2.
-
Indique las rutas de fabricación permitidas y el método de inspección de las costuras (RT/UT).
-
Definir las temperaturas CVN y el plan de muestreo.
-
Establecer el método de prueba hidrostática y los criterios de aceptación.
-
Exija una trazabilidad completa y los certificados necesarios (MTR).
