Sulfidische Spannungsrisskorrosion (üblicherweise mit SSC oder SSCC abgekürzt) ist ein wasserstoffunterstütztes sprödes Versagen, das auftritt, wenn anfällige Stähle und Legierungen unter Zugspannung feuchtem Schwefelwasserstoff (H₂S) ausgesetzt werden. Das Phänomen wird durch drei miteinander verbundene Elemente gesteuert - eine saure (H₂S-haltige) Umgebung, die atomaren Wasserstoff an der Metalloberfläche erzeugt, Zugspannung (Eigenspannung oder aufgebrachte Spannung) und eine Mikrostruktur/Härte, die wasserstoffinduzierte Versprödung und Rissausbreitung ermöglicht. Die zuverlässigsten Methoden zur Beherrschung von SSC sind (1) die Auswahl von Werkstoffen und Härtegraden, die sich nach anerkannten Normen (z. B. NACE TM0177, NACE MR0175 / ISO 15156) als beständig erwiesen haben, (2) die Kontrolle der Spannungen durch Konstruktion und Wärmebehandlung nach dem Schweißen und (3) die Anwendung von Umweltkontrollen und Inspektionsprogrammen. Wenn diese Maßnahmen kombiniert werden, kann das SSC-Risiko auf ein akzeptables Niveau für die Öl- und Gasindustrie, die Raffinerien und verwandte Branchen reduziert werden.
Was ist sulfidische Spannungsrisskorrosion?
Sulfidische Spannungsrisskorrosion ist eine wasserstoffbedingte spröde Rissbildung, die bei metallischen Bauteilen auftritt, die unter Zugspannung einer wässrigen Umgebung mit Schwefelwasserstoff (H₂S) und Feuchtigkeit ausgesetzt sind. Die Risse sind in der Regel trans- oder intergranular und können ohne Vorwarnung zu einem plötzlichen, katastrophalen Versagen führen, wenn sie nicht behandelt werden. Da H₂S in vielen Öl-, Gas- und Raffinerieströmen vorkommt, ist SSC ein zentrales Sicherheits- und Zuverlässigkeitsrisiko bei der Förderung, dem Transport und der Verarbeitung von Kohlenwasserstoffen.
Eine kurze historische Perspektive
Die Öl- und Gasindustrie begann in den 1950er- und 1960er-Jahren mit der Dokumentation von SSC, als die Produktion in "saure" Lagerstätten mit H₂S verlagert wurde. Frühe Feldausfälle führten zur Entwicklung praktischer Labortestmethoden und schließlich zu formellen Normen. Die NACE (jetzt Teil der AMPP) kodifizierte Prüfverfahren (TM0177) und Materialempfehlungen (MR0175 / ISO 15156), die nach wie vor das Rückgrat der Industriepraxis für die Qualifizierung von Materialien für den sauren Betrieb bilden.
Mechanismen - wie Risse entstehen und wachsen
Die aktuelle Forschung zeigt, dass es sich bei SSC nicht um einen einzelnen Mechanismus handelt, sondern um eine Kombination von miteinander verbundenen Prozessen:
-
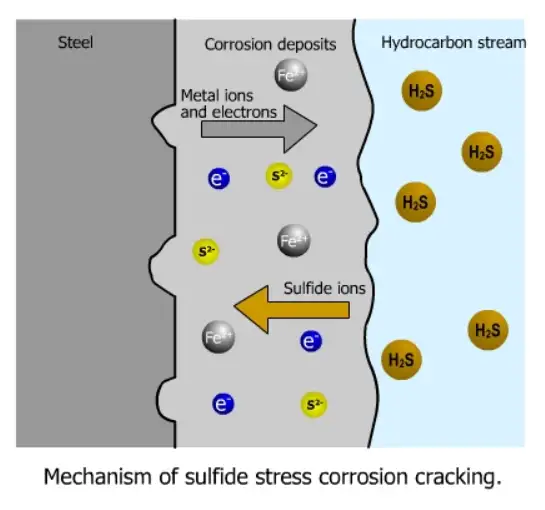
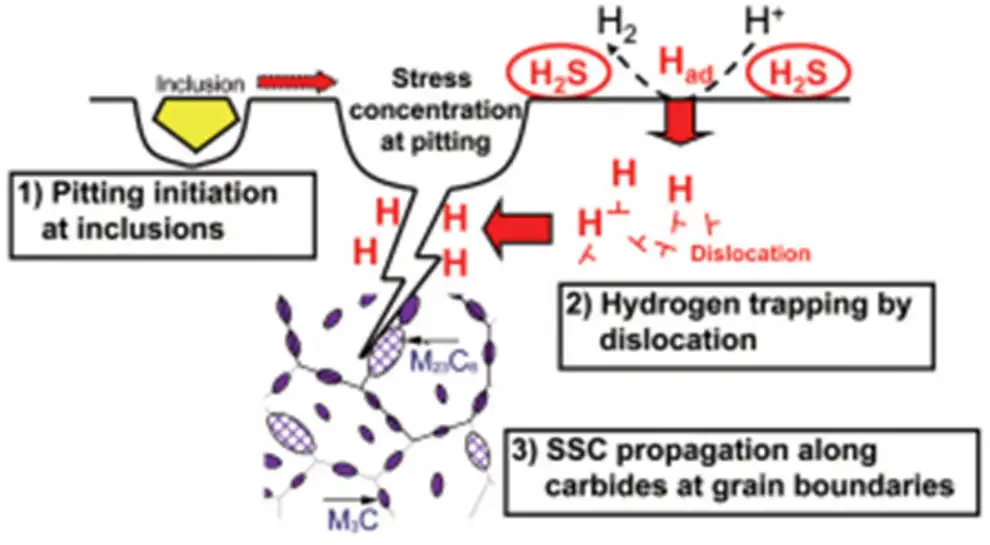
Wasserstoffversprödung / wasserstoffunterstützte Rissbildung: H₂S in wässriger Lösung wird an der Stahloberfläche reduziert und erzeugt durch kathodische Reaktionen adsorbierten und atomaren Wasserstoff. Atomarer Wasserstoff diffundiert in das Metall, konzentriert sich an Einschlussstellen (Einschlüsse, Versetzungen, Korngrenzen) und verringert die Duktilität und Bruchzähigkeit. Unter Zugspannung kommt es dann zum Bruch.
-
Beitrag der Spannungsrisskorrosion (SCC): In manchen Fällen wird die anodische Auflösung an der Rissspitze mit der Wasserstoffversprödung kombiniert, um die Rissausbreitung zu fördern. Der relative Beitrag von anodischer Auflösung und Wasserstoffversprödung kann je nach Legierung, Umgebung und Spannungszustand variieren.
-
Kritische Faktoren: Die Rissentstehung/-ausbreitung erfordert (1) das Vorhandensein von atomarem H, (2) eine Spannungsintensität oberhalb lokaler Schwellenwerte (häufig Eigenspannungen oder schweißbedingte Spannungen) und (3) einen metallurgischen Zustand (z. B. Härte, Martensit, Versprödung von angelassenem Martensit), der einen Sprödbruch bei der entsprechenden Temperatur und Dehnungsgeschwindigkeit ermöglicht.
Umweltfaktoren, die das SSC-Risiko verändern
Wichtige Umweltvariablen (praktische Auslegung):
-
H₂S-Partialdruck (oder Konzentration): Höherer H₂S erhöht tendenziell den verfügbaren Wasserstoff an der Metalloberfläche; Normen und Qualifizierungsprogramme verwenden den H₂S-Partialdruck als primären Klassifizierungsfaktor.
-
pH-Wert: Ein sehr niedriger pH-Wert erhöht die saure Auflösung; nahezu neutrale pH-Bedingungen ("wet H₂S") sind besonders heimtückisch, da sie die Bildung von Sulfid mit Wasserstoffbildung ermöglichen.
-
Temperatur: Eine Erhöhung der Temperatur kann die Reaktionsgeschwindigkeit und die Wasserstoffdiffusion beschleunigen, aber auch die Löslichkeit verändern - die Risikobewertung muss temperaturspezifisch erfolgen.
-
Salzgehalt und andere Ionen (Cl-, CO₂): Chloridionen und CO₂ können die allgemeine Korrosion verschlimmern und das Wasserstofferzeugungs-/Diffusionsverhalten verändern; gemischte Umgebungen (H₂S + CO₂) erfordern eine besondere Bewertung.
-
Strömungsregime und Sauerstoff: Die Strömung wirkt sich auf die Stabilität des Oberflächenfilms aus, und das Vorhandensein von Sauerstoff kann die Korrosionsmechanismen vom typischen reinen H₂S-Verhalten ablenken.
Welche Materialien sind anfällig - die Metallurgie ist entscheidend
Allgemeine Regeln (praktische Anleitung):
-
Kohlenstoffstähle mit niedriger Festigkeit und niedriger Härte können für wasserstoffinduzierte Phänomene wie wasserstoffinduzierte Rissbildung (HIC) und stufenweise Rissbildung anfällig sein, sind aber weniger anfällig für SSC, wenn Härte und Streckgrenze niedrig gehalten werden.
-
Hochfeste Stähle und vergütete Stähle (Güten mit höherer Streckgrenze, z. B. API X70+ oder hochfeste Leitungsrohre und Verbindungselemente) sind viel anfälliger für SSC, da ihr Gefüge Wasserstoff einschließt und eine geringere Toleranz gegenüber Wasserstoffversprödung aufweist. Die Kontrolle der Härte ist entscheidend.
-
Austenitische nichtrostende Stähle sind nicht immun - unter bestimmten feuchten H₂S-Bedingungen können sie wasserstoffunterstützte Risse oder sulfidbedingte lokale Ausfälle erleiden - daher müssen rostfreie Güten gemäß den MR0175/ISO15156-Richtlinien bewertet werden.
-
Nickelbasislegierungen und andere korrosionsbeständige Legierungen (CRAs) haben in der Regel eine höhere Widerstandsfähigkeit und werden dort eingesetzt, wo SSC-Risiken oder Leistungsanforderungen dies erfordern. Sie sind jedoch kostspielig und müssen entsprechend den Standardgrenzwerten und der Laborqualifikation ausgewählt werden.
Richtwert für die Härte (Faustformel): Viele Vorschriften begrenzen die Brinell-Härte (HB) für den Einsatz im sauren Milieu; für Kohlenstoffstähle und niedrig legierte Stähle liegt eine typische Obergrenze in den Spezifikationen bei etwa 197 HB (≈ Rc 22), während hochfeste Stähle oft eine niedrigere Härte in der Schweißnaht-Zone oder den Wärmeeinflusszonen erfordern. Beachten Sie immer die Werkstoffspezifikation des Käufers und die NACE/ISO-Grenzwerte für die jeweilige Umgebung.
Schweißen, Fertigung und Mikrostrukturen - besondere Aufmerksamkeit erforderlich
Schweißnaht-Wärmeeinflusszonen (WEZ), grobkörnige Bereiche, ungehärteter Martensit und Abschreckgefüge sind häufige Wasserstofffallen und Orte der Rissbildung. Wichtige Kontrollen bei der Herstellung:
-
Kontrolle der Vorwärm- und Zwischenlagentemperatur um die Bildung von ungehärtetem Martensit zu vermeiden.
-
Wärmebehandlung nach dem Schweißen (PWHT) zum Anlassen martensitischer Gefüge und zum Abbau von Eigenspannungen, wo dies möglich ist.
-
Wasserstoffkontrolle in Schweißzusatzwerkstoffen (Elektroden mit niedrigem Wasserstoffgehalt, ordnungsgemäße Lagerung und Einbrennen).
-
Härtemessung von HAZ und Schweißnähten um die Einhaltung zu überprüfen.
Normen und Prüfverfahren
Die beiden Dokumente, auf die am häufigsten verwiesen wird, sind:
-
ISO 15156 / NACE MR0175 - legt Grundsätze und spezifische Regeln für die Auswahl von Werkstoffen für H₂S-Umgebungen in der Öl- und Gasindustrie fest; sie definiert Umgebungsbereiche und Legierungsklassen und nennt praktische Grenzwerte (z. B. Härtegrenzen, zulässige Legierungen für bestimmte H₂S-Partialdrücke und Temperaturen).
-
NACE TM0177 (saure Prüfverfahren) - schreibt Laborprüfverfahren (Zug-, Biegebalken-, C-Ring-, Doppelausleger-Prüfung) zur Bewertung der SSC/SSCC-Beständigkeit vor und ist de facto die Testreferenz für die Qualifizierung. Die Norm beschreibt Lösungen und Versuchsaufbauten, die zur Reproduktion der sauren Bedingungen im Labor verwendet werden.
Weitere nützliche Dokumente sind NACE MR0103 (Raffinerie) und verschiedene API- und Unternehmensspezifikationen, die auf die ISO/NACE-Richtlinien verweisen oder diese ergänzen.
Labortests - was die wichtigsten Methoden aussagen
Gemeinsame SSC-Prüfmethoden (kurze Zusammenfassung):
| Prüfverfahren | Was es simuliert | Typische Ergebnismetrik |
|---|---|---|
| Zugfestigkeit (TM0177 Methode A) | Konstante Zugbelastung in saurer Lösung | Zeit bis zum Versagen/Bruchbild. |
| Knickbalken (TM0177 Methode B) | Biegespannung + Umgebung zur Beschleunigung der Rissbildung | Bestanden/nicht bestanden nach der Expositionszeit. |
| C-Ring (TM0177 Methode C) | Lokalisierte Zugspannung um die Ringkerbe | Bewertung der Rissentstehung und -ausbreitung. |
| Doppelter freitragender Träger (TM0177 Methode D) | Ermüdung/Rissbildung in saurer Umgebung | Einsicht in das Risswachstum / Bruchmechanik. |
Labortests sind erforderlich, um qualifizieren Materialien für bestimmte saure Umgebungen, müssen jedoch sorgfältig interpretiert werden, da die Lösungen im Labor und die auferlegten Belastungen eine Vereinfachung der Bedingungen in der Praxis darstellen.
Inspektion und Überwachung - praktische ZfP und Feldkontrollen
Da SSC vor dem Versagen nur minimale äußere Korrosionssignaturen hervorrufen kann, sollten Inspektionsprogramme kombiniert werden:
-
Regelmäßige Ultraschalluntersuchung (UT) und Phased Array UT, um innere Risse und flächige Defekte zu erkennen.
-
Magnetpulverprüfung (MPI) für oberflächliche/oberflächennahe Rissbildung an zugänglichen Eisenbauteilen.
-
Erhebungen zur Härte über Grundwerkstoff, Schweißnähte und WEZ, um die Einhaltung der festgelegten Grenzwerte sicherzustellen.
-
Chemische Überwachung der produzierten Flüssigkeiten und Rohrleitungen auf H₂S-Konzentration, pH-Wert und Chloridgehalt.
-
Überwachung von Dehnungen und Spannungen in Hochrisikobauteilen, um ungewöhnliche Belastungen oder Kriechvorgänge zu erkennen.
Die Häufigkeit der proaktiven zerstörungsfreien Prüfung sollte risikobasiert sein (höher für Orte mit hoher Belastung oder hohem H₂S-Partialdruck).
Design- und Spezifikationskontrollen, die das SSC-Risiko verringern
Wichtige, hochwirksame Spezifikationselemente:
-
Werkstoffauswahl nach ISO 15156 / NACE MR0175 mit expliziter Umhüllung (H₂S-Partialdruck, Temperatur, pH-Wert).
-
Grenzwerte für die Härte (Brinell oder Rockwell) für Grundwerkstoff und WEZ. Typische Lieferantenangaben schreiben HB ≤ 197 für viele Kohlenstoffstähle im sauren Betrieb vor, aber die Werte variieren je nach Legierung und Einsatzbereich.
-
Reduzieren Sie Zugspannungen durch dickere Abschnitte, Änderungen der Konstruktionsgeometrie oder Anwendung von Spannungsarmglühen (PWHT, Spannungsarmglühen).
-
Schweißverfahren und Schweißzusatzwerkstoffe spezifizieren die die Wasserstoffaufnahme begrenzen, und erfordern bei Bedarf eine PWHT.
Risikominderung und operative Kontrollen
Ein mehrstufiger Ansatz führt zu den besten Ergebnissen:
-
Substitution von Materialien: soweit möglich, CRAs oder Nickelbasislegierungen für Bauteile verwenden, die den aggressivsten H₂S-Bedingungen ausgesetzt sind.
-
Härtekontrolle: Überprüfung und Durchsetzung der maximalen Härtewerte für alle beschafften und hergestellten Artikel.
-
PWHT und Stressabbau: eine Wärmebehandlung zum Abbau von Zugeigenspannungen und zum Anlassen von Martensit.
-
Beschichtungen und Auskleidungen: Oberflächen vor dem Kontakt mit sauren wässrigen Filmen schützen. Hinweis: Beschichtungen können versagen und den Zugang zur Korrosionsinspektion verdecken.
-
Umweltkontrolle: Entfernung oder Verringerung des gelösten H₂S durch Gasbehandlung, Verwendung von Inhibitoren oder Trocknung, soweit möglich.
-
Kathodischer Schutz (CP): CP kann die Korrosion verringern, muss aber sorgfältig angewendet werden, da es die Eigenschaften der Wasserstoffentwicklung verändern kann; CP beseitigt nicht die Notwendigkeit von Grenzwerten für die Materialauswahl.
Typische Fehlerbilder und Fallbeispiele
-
Schweißnaht-HAZ-Rissbildung in der Nähe von Rundnähten: häufig, wenn auf eine PWHT verzichtet wurde und die Härte hoch ist.
-
Versagen von hochfesten Verbindungselementen: Bolzen im sauren Betrieb sind aufgrund von kombinierter Spannung und Wasserstoffversprödung unerwartet gebrochen.
-
Längsrisse in Leitungsrohren: transgranulare Risse, die an Oberflächenfehlern oder inneren Korrosionsmerkmalen in hochfesten Leitungsrohren entstehen, die feuchtem H₂S ausgesetzt sind.
Diese Beispiele verdeutlichen die Notwendigkeit, sowohl das Material/die Härte als auch den Spannungszustand zu kontrollieren.
Schnellreferenztabellen
Tabelle A - Relative Anfälligkeit nach Materialfamilien (praktische Betrachtung)
| Familie der Materialien | Relative SSC-Empfindlichkeit | Praktischer Hinweis |
|---|---|---|
| Niedriggekohlte, geglühte Stähle (niedrige Härte) | Gering bis mäßig | Härtekontrolle kritisch. |
| Abgeschreckte und vergütete hochfeste Stähle | Hoch | Vermeiden Sie den Einsatz im sauren Bereich, es sei denn, er wurde getestet und kontrolliert. |
| Martensitische nichtrostende Stähle | Mäßig-hoch | Anlassen/PWHT und Härtekontrolle erforderlich. |
| Austenitische nichtrostende Stähle | Gering bis mäßig | Umwelt und kalte Arbeit beeinflussen das Risiko. |
| Korrosionsbeständige Legierungen (Nickelbasis, Hoch-Ni-CRAs) | Niedrig | Teuer, aber sehr zuverlässig in vielen sauren Umschlägen. |
Tabelle B - Gängige Prüfverfahren und was sie messen
| Test | Hauptverwendung | Standard-Referenz |
|---|---|---|
| Zugfestigkeit in saurer Lösung | Versagen/Nichtversagen bei anhaltender Zugbelastung | NACE TM0177 |
| Knickbalken | Anfälligkeit bei Biegebeanspruchung | NACE TM0177 |
| C-Ring | Lokale Kerbempfindlichkeit | NACE TM0177 |
| Kombinierte HIC- und SSC-Tests | Wasserstoffblasen und Rissempfindlichkeit | NACE- und ISO-Prüfungsempfehlungen |
FAQs
F1: Ist SSC dasselbe wie die allgemeine Spannungsrisskorrosion?
A: SSC ist eine spezielle wasserstoffunterstützte Form von SCC, die in feuchten H₂S-Umgebungen auftritt; sie beinhaltet oft zusätzlich zu den Korrosionsprozessen Wasserstoffversprödungsmechanismen.
F2: Welcher Norm sollte ich bei der Materialauswahl für saure Öl- und Gasanwendungen folgen?
A: ISO 15156 / NACE MR0175 ist die wichtigste internationale Norm für die Auswahl und Qualifizierung von Werkstoffen für H₂S-Dienste; NACE TM0177 liefert die Labortestmethoden.
F3: Können Beschichtungen das SSC-Risiko beseitigen?
A: Beschichtungen verringern die Exposition, können aber nicht als einzige Schutzmaßnahme eingesetzt werden, da eine Beschädigung oder Ablösung der Beschichtung das beanspruchte Substrat freilegen kann; kombinieren Sie Beschichtungen mit geeigneten Materialien und Kontrollen.
F4: Welche Härtegrenze sollte ich angeben?
A: Es gibt keinen einheitlichen Grenzwert für jeden Fall; viele Spezifikationen verwenden ~197 HB (≈ Rc22) als Referenz für Kohlenstoffstähle, aber der genaue Grenzwert muss aus der Norm/technischen Bewertung für den spezifischen H₂S-Partialdruck und die Temperatur hervorgehen.
F5: Sind nichtrostende Stähle immun?
A: Nein - einige nichtrostende Stähle können unter bestimmten H₂S-Bedingungen oder bei Kaltverformung empfindlich sein; überprüfen Sie die Auswahl immer anhand der ISO/NACE-Richtlinien.
F6: Verhindern kathodische Schutzsysteme SSC?
A: CP schützt vor Korrosion, beseitigt aber nicht die Wasserstoffbildung in sauren Umgebungen und kann bei unsachgemäßer Anwendung die Wasserstoffentwicklung verändern; CP ist ein zusätzlicher Schutz, kein Ersatz für geeignete Werkstoffe und Härtegrenzen.
F7: Sind Labortests zuverlässig für die Leistung in der Praxis?
A: Labortests sind für die Qualifizierung unerlässlich, müssen aber mit Vorsicht interpretiert werden - replizieren Sie so viele Feldbedingungen wie möglich und verwenden Sie konservative Akzeptanzkriterien.
F8: Welche Inspektionshäufigkeit wird empfohlen?
A: Die Inspektion sollte risikobasiert sein: Höherer H₂S-Partialdruck, höhere Spannung oder frühere Ausfälle erfordern häufigere Inspektionen. Die Arten der zerstörungsfreien Prüfung sollten den erwarteten Fehlerarten entsprechen (UT, MPI, Härteprüfungen).
F9: Was sind Frühwarnzeichen für SSC?
A: Oft gibt es nur wenige äußere Anzeichen. Achten Sie auf spannungsbedingte Verformungen, neue Lecks oder Veränderungen der Schallemissions-/Dehnungsdaten. Regelmäßige zerstörungsfreie Prüfung ist die beste Früherkennung.
F10: Welche nächsten Schritte sollten unternommen werden, wenn eine Komponente beim SSC durchfällt?
A: Sofortige Abschaltung und Eingrenzung, metallurgische Fehleranalyse, Überprüfung der Material-/Härteaufzeichnungen, Neubewertung der Umgebung und der Belastungen sowie Durchführung von Änderungen der Spezifikationen und Inspektionen vor der Wiederinbetriebnahme.
Kurze Checkliste für Beschaffung und technische Spezifikationen
-
Geben Sie die Übereinstimmung mit ISO 15156 / NACE MR0175 an und spezifizieren Sie den Umweltbereich (H₂S-Partialdruck, pH-Wert, Temperatur).
-
Verlangt den Nachweis von NACE TM0177-Prüfungen für nicht normgerechte oder risikoreiche Materialien.
-
Geben Sie maximale Härtewerte für Grundwerkstoff, Schweißnähte und WEZ an und verlangen Sie Härtekarten.
-
Bestehen Sie auf einer Schweißverfahrensprüfung (PQR/WPS) mit wasserstoffarmen Zusatzwerkstoffen und PWHT, wo dies angezeigt ist.
-
Definieren Sie einen ZfP-/Inspektionsplan und risikobasierte Überwachungsintervalle.
Schließen
Sulfidische Spannungsrisskorrosion ist nach wie vor eine der Hauptbedrohungen für die Integrität in sauren Kohlenwasserstoffumgebungen. Die Kombination aus gut entwickelten Industrienormen (ISO 15156 / NACE MR0175 und NACE TM0177), technischen Kontrollen (Härtegrenzwerte, PWHT, Werkstoffsubstitution) und disziplinierten Feldinspektionsprogrammen bietet einen robusten Rahmen, um katastrophale SSC-Ausfälle zu verhindern. Die kontinuierliche Überwachung der Forschung (Wasserstoffdiffusion, neue CRAs, fortschrittliche ZfP) und die rigorose Anwendung von Testdaten auf reale Feldumgebungen sind für einen sicheren, zuverlässigen Betrieb unerlässlich.
Maßgebliche Referenzen
- ISO 15156: Erdöl- und Erdgasindustrie - Materialien zur Verwendung in H₂S-haltigen Umgebungen (ISO)
- Bewertung von Spannungsrisskorrosion, Sulfid (AMPP / Corrosion Journal)
- Wasserstoffinduzierte Rissbildung und Blasenbildung in Stählen - Überprüfung (NIST / ML Martin)
- Korrosionsbeständige Legierungen in Öl und Gas - Auswahlrichtlinien (Nickel Institute)
